Изобретение относится к области обработки деталей на оборудовании с ЧПУ, а в частности к системам контролирования вспомогательных операций удаления стружки и пыли из зоны резания.
Известно устройство для удаления пыли и стружки, содержащее пылестружкоприемник, воздуховоды, циклон и механизм выгрузки стружки, который выполнен в виде жестко связанного с циклоном горизонтально расположенного полого цилиндра, на торцевой поверхности которого установлен сменный полый насадок, и плунжеры, установленные в полости цилиндра, связанного с силовым приводом, причем насадок выполнен расширяющимся в сторону цилиндра. К недостаткам этого устройства относится сложность конструкции [1].
Наиболее близким к изобретению по технической сущности является устройство удаления пыли и стружки, содержащее пылестружкосъемник, воздуховоды, циклон и механизм выгрузки стружки в виде цилиндра с плунжером [2].
Недостаток заключается в том, что при работе данного устройства не контролируется момент отделения стружки от детали, которая может попасть под резец, ухудшить качество обрабатываемой поверхности в реальном времени, что приводит к появлению брака, а также вызывает значительные потери электроэнергии при работе оборудования с ЧПУ.
Технической задачей изобретения является повышение качества обрабатываемых поверхностей на оборудование с ЧПУ, эксплуатационных характеристик устройства, а также уменьшение энергетических затрат при работе устройства.
Поставленная задача решается тем, что в устройство, содержащее пылестружкосъемник, воздуховоды, циклон и механизм выгрузки стружки в виде цилиндра с плунжером, вводится деталь, резец, резцедержатель, датчик силы резания, операционный усилитель, резистор, коммутатор, контроллер и компьютер, позволяющий определять значение силы резания для конкретной токарной операции на оборудовании с ЧПУ. Резец устанавливается в резцедержателе, на котором крепится датчик силы резания, выход которого соединен с первым входом операционного усилителя, второй вход операционного усилителя с резистором, вход которого подключен к выходу контроллера. Вход контроллера соединен с выходом компьютера. Выход операционного усилителя подключен к входу коммутатора, соединенного с устройством удаления пыли и стружки, включающим в себя пылестружкосъемник, воздуховоды, циклон, механизм выгрузки стружки. Использование этих связей в устройстве позволит повысить качество обрабатываемых поверхностей на оборудовании с ЧПУ, улучшить эксплуатационные характеристики, а также уменьшить энергетические затраты.
Сущность изобретения поясняется чертежом, на котором и приведена схема устройства для обработки деталей на оборудовании с ЧПУ.
Устройство для обработки деталей на оборудовании с ЧПУ содержит деталь 1, резец 2, резцедержатель 3, датчик силы резания 4, операционный усилитель 5, резистор 6, коммутатор 7, контроллер 8, компьютер 9 и устройство удаления пыли и стружки 10, включающее в себя пылестружкосъемник 11, воздуховоды 12, циклон 13, механизм выгрузки стружки 14.
Связи в устройстве обработки деталей на оборудовании с ЧПУ расположены в следующем порядке: резец 2 устанавливается в резцедержатель 3, на котором размещается датчик силы резания 4, выход которого соединен с первым входом операционного усилителя 5. Второй вход операционного усилителя 5 соединен с резистором 6, вход которого подключен к выходу контроллера 8. Вход контроллера 8 совмещен с выходом компьютера 9. Выход операционного усилителя 5 подключен к входу коммутатора 7, соединенного с системой удаления пыли и стружки 10. Использование этих связей в устройстве позволит повысить качество обрабатываемых поверхностей на оборудовании с ЧПУ, улучшить эксплуатационные характеристики, а также уменьшить энергетические затраты.
Устройство для обработки деталей на оборудовании с ЧПУ работает следующим образом. При прохождении резца 2, установленного в резцедержателе 3, по поверхности детали 1, через некоторый интервал времени появляется пыль и стружка, которую необходимо удалять из зоны резания, иначе это может привести к ухудшению качества обработанных поверхностей деталей. При появлении стружки значение силы резания резко увеличивается. Датчик силы резания 4, установленный на резцедержателе 3, постоянно фиксирует это значение. Импульсы выходного сигнала переменного напряжения от датчика силы резания 4 поступают на операционный усилитель 5, который одновременно сравнивает полученные сигналы с эталонным значением напряжения на резисторе 6. Эталонное значение напряжения на резисторе 6 определяется для различных токарных операций на оборудовании с ЧПУ при помощи компьютера 9. По формуле вычисляется эталонное значение силы резания РЭ на токарной операции
РЭ=10СР·Vn·Sy·tx·Kp,
где СР - общий коэффициент, зависящий от рода обрабатываемого материала, от вида обработки инструментального материала; V - скорость резания; S - подача; t - глубина резания; n, у, х - показатели степени при параметрах режимов резания; Кр - поправочный коэффициент.
Полученное значение преобразуется в электрический сигнал эталонного напряжения и с помощью контроллера 8 передается на резистор 6. Операционный усилитель 5 настраивается таким образом, чтобы генерировать импульсы на выходе, только тогда, когда сигнал выходного напряжения, поступившего от датчика силы резания 4, больше величины эталонного значения напряжения на резисторе 6, определенного по формуле. Когда операционный усилитель начинает генерировать выходные импульсы, коммутатор 7 включает подачу напряжения на систему удаления пыли и стружки 10 из зоны резания. Происходит отсос стружки из зоны резания. Как только значение силы резания, определяемое датчиком силы резания 4, становится равным эталонному значению напряжения на резисторе 6, коммутатор прекращает подачу напряжения на систему удаления пыли и стружки 10. С помощью предложенного устройства осуществляется включение/выключение системы удаления пыли и стружки 11 из зоны резания на оборудовании с ЧПУ, что позволяет снизить энергетические затраты, а также повысить качество обработанных поверхностей детали.
Таким образом, предлагаемое устройство для обработки деталей на оборудовании с ЧПУ позволяет повысить качество обрабатываемых поверхностей на оборудовании с ЧПУ, улучшить эксплуатационные характеристики, а также уменьшить энергетические затраты.
Источники информации
1. Авторское свидетельство №1533163, кл. В23Q 11/02 (аналог).
2. Патент РФ №2139180, кл. B23Q 11/02, 1999 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2008 |
|
RU2371295C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ ПРИ ШЛИФОВАНИИ | 2008 |
|
RU2381887C1 |
| УСТРОЙСТВО АВТОКОРРЕКЦИИ НУЛЯ ОПЕРАЦИОННОГО УСИЛИТЕЛЯ В КОНТУРЕ УПРАВЛЕНИЯ ОБОРУДОВАНИЕМ С ЧПУ | 2009 |
|
RU2397058C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ ПРИ ШЛИФОВАНИИ | 2011 |
|
RU2470759C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |
| УСТРОЙСТВО СТАБИЛИЗАЦИИ РЕЖИМА РЕЗАНИЯ ПРИ ТОКАРНОЙ ОРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2011 |
|
RU2475346C2 |
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2011 |
|
RU2486992C2 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2470757C2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ ДЛЯ ОБОРУДОВАНИЯ С ЧПУ | 2011 |
|
RU2470756C2 |
Устройство для обработки деталей на оборудовании с ЧПУ относится к системам контролирования вспомогательных операций удаления стружки и пыли из зоны резания и содержит деталь, резец, резцедержатель, средство для удаления стружки и пыли, датчик силы резания, операционный усилитель, резистор, коммутатор, контроллер и компьютер. Средство для удаления стружки и пыли содержит пылестружкосъемник, циклон и механизм выгрузки стружки в виде цилиндра с плунжером. Обеспечивается повышение качества обрабатываемых поверхностей на оборудовании с ЧПУ, эксплуатационных характеристик устройства, а также уменьшение энергетических затрат при работе устройства. 1 ил.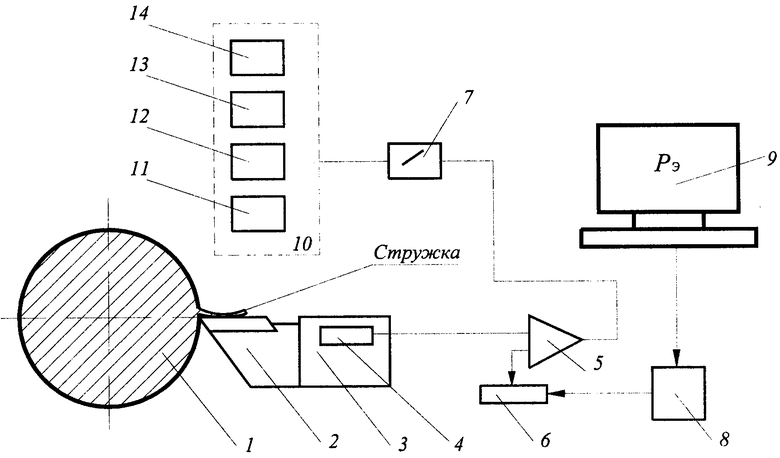
Устройство для обработки деталей на оборудовании с ЧПУ, содержащее резец, установленный в резцедержателе, средство для удаления стружки и пыли, имеющее воздуховоды и систему контроля удаления стружки и пыли, отличающееся тем, что система контроля удаления стружки и пыли включает датчик силы резания, закрепленный на резцедержателе, операционный усилитель, резистор, коммутатор, контроллер и компьютер, определяющий значение силы резания для конкретной токарной операции, причем датчик силы резания соединен с первым входом операционного усилителя, второй вход операционного усилителя - с резистором, вход которого подключен к выходу контроллера, вход контроллера соединен с выходом компьютера, выход операционного усилителя подключен к входу коммутатора, соединенного со средством для удаления стружки и пыли, содержащим пылестружкосъемник, циклон и механизм выгрузки стружки в виде цилиндра с плунжером.
| JP 8323578, 10.12.1996 | |||
| JP 7108435, 25.04.1995 | |||
| JP 8268548, 15.10.1996 | |||
| JP 202239868, 28.08.2002 | |||
| Способ механической обработки | 1984 |
|
SU1315139A1 |
| Устройство для подачи смазочно-охлаждающей жидкости и отвода стружки при глубоком сверлении | 1990 |
|
SU1808629A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1986 |
|
SU1371782A1 |
| Устройство для дробления стружки | 1979 |
|
SU831382A1 |

