Изобретение относится к области высокоскоростной обработки деталей на оборудовании с ЧПУ, в частности к системам охлаждения резцов с целью компенсации температурных погрешностей, возникающих в зоне резания.
Известен резец с внутренним охлаждением, содержащий державку, в которой выполнена наклонная полость [Патент РФ №2024361, кл. B23B 27/10 (аналог)]. Недостатком данной конструкции является высокая техническая сложность, а также небольшая долговечность, так как вследствие потери эластичности уплотнительного кольца высока вероятность утечки охлаждающей жидкости.
Наиболее близким к изобретению по технической сущности является устройство высокоточной обработки деталей на оборудовании с ЧПУ [Патент РФ №2280540, кл. B23B 25/06, 2006 (прототип)]. Недостатком данного устройства является высокая техническая сложность, связанная с необходимостью охлаждения резца за счет механизма подачи смазочно-охлаждающей жидкости, а также сложность конструкции устройства.
Технической задачей изобретения является увеличение скорости обработки деталей за счет более эффективного охлаждения режущей части резца.
Поставленная задача решается тем, что в известное устройство, содержащее деталь, переднюю и заднюю бабки, резец, исполнительные механизмы оборудования с ЧПУ введены державка резца, содержащая специальную пластину, выполненную в виде термоэлемента с подсоединенным к нему генератором постоянного тока.
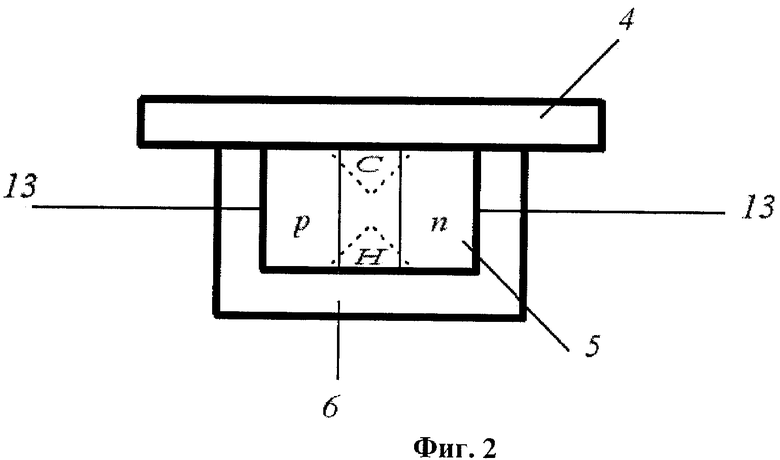
Сущность изобретения поясняется чертежами, где на Фиг.1 приведена схема устройства охлаждения резца, на Фиг.2 приведена структура специальной пластины, установленной в державке резца.
Устройство охлаждения режущего инструмента содержит деталь 1, переднюю бабку 2, заднюю бабку 3, резец, состоящий из режущей части 4, специальной пластины с термоэлементом 5 и державки 6, резцедержатель 7, исполнительные механизмы оборудования с ЧПУ 8, управляемый генератор тока 12, содержащий операционный усилитель 9, потенциометр 10 и резистор 14, компьютер 11 и токопровод 13.
Связи в устройстве охлаждения режущего инструмента расположены следующим образом: первый выход компьютера 11 соединен с передней бабкой 2, второй выход компьютера 11 соединен с задней бабкой 3, третий выход компьютера 11 соединен с потенциометром 10, четвертый выход компьютера 11 соединен с исполнительными механизмами оборудования с ЧПУ 8, которые перемещают резцедержатель 7 с закрепленным в нем резцом, состоящим из державки 6, специальной пластины 5 и режущей части 4. Вход специальной пластины 5 при помощи токопроводов 13 соединен с выходом операционного усилителя 9, выход специальной пластины 5 соединен с резистором 14 и вторым входом (инвертирующим) операционного усилителя 9, первый вход (неинвертирующий) операционного усилителя 9 соединен с потенциометром 10. Операционный усилитель 9, потенциометр 10 и резистор 14 формируют управляемый генератор тока 12. Деталь 1 закреплена в передней бабке 2 и задней бабке 3.
Устройство охлаждения режущего инструмента работает следующим образом. При вращении детали 1, установленной в передней бабке 2 и задней бабке 3, и прохождении по ее поверхности резца в зоне резания происходит нагрев режущей части резца и поверхности детали, который приводит к ухудшению качества обрабатываемой поверхности. Для устранения перегрева резца предлагается устройство охлаждения режущей части резца, основанное на применении термоэлектрического эффекта Пельтье. Подача постоянного тока на специальную пластину, выполненную в виде термоэлемента, осуществляется с помощью генератора постоянного тока 12, состоящего из резистора 14, ОУ 9, потенциометра 10. Сила тока задается по закону Ома I=U/R. Например, с третьего выхода компьютера 11 генерируется сигнал +5 В. Потенциометр установлен в положение 50%, то есть делит напряжение +5 В пополам и оно становится равно 2,5 В. Так как ОУ 9 включен по схеме повторителя напряжения, за счет обратной связи в точке соединения резистора 14 со вторым входом ОУ 9 будет напряжение, равное 2,5 В. Следовательно, ток, подаваемый на специальную пластину 5, выполненную в виде термоэлемента, будет равняться I=U/R=2,5/10=250 мА. Величина тока может регулироваться с помощью изменения значения сопротивления на потенциометре 10 (Фиг.1).
При подаче тока на специальную пластину, выполненную в виде термоэлемента, состоящего из двух полупроводников n- и p-типа, происходит с одной стороны нагрев спая (зона Н, фиг.2), а с другой стороны его охлаждение (зона С, фиг.2). При этом температура спая (зона С, фиг.2) снижается вследствие того, что под воздействием электрического поля электроны, двигаясь из одной ветви термоэлемента (p) в другую (n), переходят в новое состояние с более высокой энергией. Энергия электронов повышается за счет кинетической энергии, отбираемой от атомов ветвей термоэлемента в местах их сопряжений, в результате чего спай в зоне С охлаждается.
В результате при обработке поверхности детали и подаче постоянного тока на специальную пластину, выполненную в виде термоэлемента, будет охлаждаться режущая часть инструмента, что приведет к снижению температурных деформаций в зоне резания и за счет этого позволит увеличить скорость резания.
Таким образом, предлагаемое устройство охлаждения режущего инструмента позволяет более эффективно компенсировать температурные погрешности, возникающие в зоне резания и, как следствие, повысить скорость при обработке деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2011 |
|
RU2486992C2 |
| ЭНЕРГОСБЕРЕГАЮЩЕЕ УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2591931C2 |
| Способ и устройство управления термоэлементом | 2020 |
|
RU2752492C1 |
| Способ наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием и система для его осуществления | 2016 |
|
RU2635987C2 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ РЕЗЦА | 2014 |
|
RU2586189C2 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |
| УСТРОЙСТВО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2010 |
|
RU2452595C2 |
| УСТРОЙСТВО ВЫСОКОТОЧНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2280540C1 |
| УСТРОЙСТВО ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2008 |
|
RU2371295C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ НА ВЫСОКОТОЧНОМ ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2288808C2 |
Изобретение относится к области высокоскоростной обработки деталей на оборудовании с ЧПУ, в частности к системам охлаждения резцов передней и задней бабок. Устройство содержит переднюю и заднюю бабки, резцедержатель с резцом и исполнительные механизмы оборудования с ЧПУ. Кроме того, оно снабжено управляемым генератором тока, содержащим операционный усилитель, потенциометр, резистор и компьютер. Первый выход компьютера соединен с передней бабкой, второй выход компьютера соединен с задней бабкой, третий выход компьютера соединен с управляемым генератором тока, четвертый выход компьютера соединен с исполнительными механизмами оборудования с ЧПУ, а державка режущей части резца содержит пластину с термоэлементом. Увеличивается скорость обработки деталей за счет более эффективного охлаждения режущей части резца. 2 ил.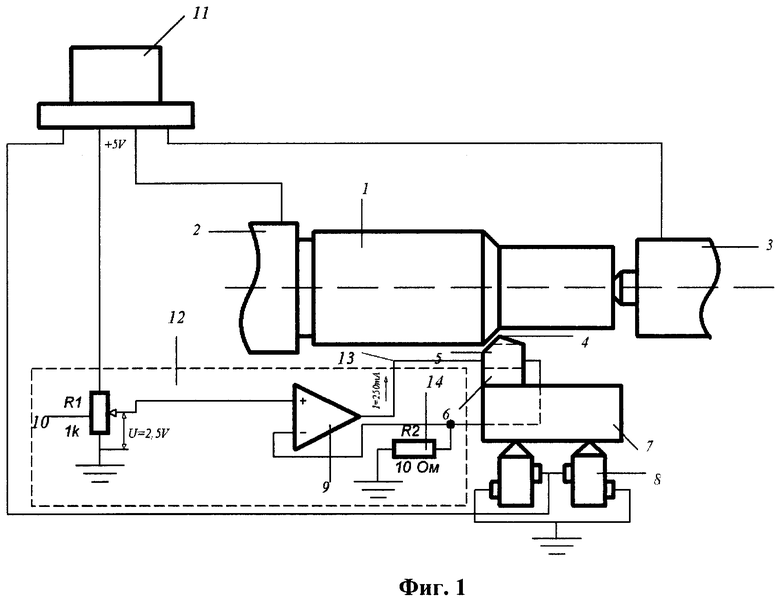
Устройство для обработки деталей на оборудовании с ЧПУ, содержащее переднюю и заднюю бабки, резцедержатель с резцом и исполнительные механизмы оборудования с ЧПУ, отличающееся тем, что оно снабжено управляемым генератором тока, содержащим операционный усилитель, потенциометр, резистор и компьютер, при этом первый выход компьютера соединен с передней бабкой, второй выход компьютера соединен с задней бабкой, третий выход компьютера соединен с управляемым генератором тока, четвертый выход компьютера соединен с исполнительными механизмами оборудования с ЧПУ, а державка режущей части резца содержит пластину с термоэлементом.
| УСТРОЙСТВО ВЫСОКОТОЧНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2280540C1 |
| ОХЛАЖДАЕМЫЙ РЕЗЕЦ | 1992 |
|
RU2024361C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2324582C2 |
| RU 2008129903 A, 27.01.2010. | |||

