Изобретение относится к области высокоскоростной обработки деталей на оборудовании с ЧПУ, в частности к системам повышения точности при механической обработке изделий за счет охлаждения режущего инструмента без использования смазочно-охлаждающей жидкости с целью компенсации температурных деформаций, возникающих в зоне резания.
Известен резец с внутренним охлаждением, содержащий державку, в которой выполнена наклонная полость [Патент РФ №2024361, кл. В23В 27/10 (аналог)].
Недостатком данной конструкции является высокая вероятность утечки охлаждающей жидкости вследствие потери эластичности уплотнительного кольца и, как следствие, небольшая долговечность.
Наиболее близким к изобретению по технической сущности является устройство высокоточной обработки деталей на оборудовании с ЧПУ [Патент РФ №2280540, кл. В23В 25/06, 2006 (прототип)].
Недостатком данного устройства является необходимость охлаждения резца за счет механизма подачи смазочно-охлаждающей жидкости, а также сложность конструкции устройства.
Известен способ охлаждения и смазки режущих инструментов [Патент РФ №2411115, кл. B23Q 11/10, 2006 (аналог)].
Недостатком данного способа является сложность его практической реализации, связанная с применением смазочно-охлаждающего элемента.
Известен способ охлаждения режущей части инструмента [Патент РФ №1255384, кл. B23Q 11/10, 2006 (аналог)].
Недостатком данного способа является применение инструмента сложной конструкции с внутренними полостями для смазочно-охлаждающей жидкости.
Технической задачей изобретения является повышение точности при механической обработке изделий за счет охлаждения режущего инструмента без использования смазочно-охлаждающей жидкости, с целью компенсации температурных деформаций, возникающих в зоне резания, а также увеличение скорости резания.
Поставленная задача решается тем, что в известное устройство, включающее компьютер и датчик температуры, встроенный в резец, введены оптический датчик, державка резца, содержащая пластину, выполненную в виде термоэлемента с подсоединенным к нему генератором постоянного тока, а также нечеткий контроллер для перерасчета значения напряжения в зависимости от нечетких правил управления.
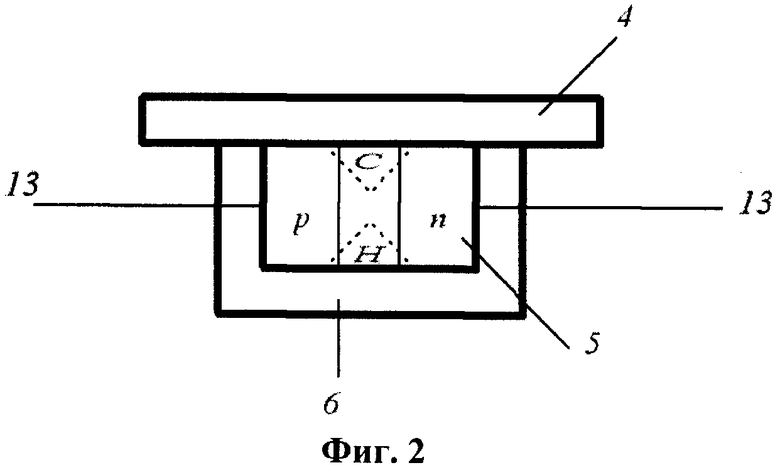
Сущность изобретения поясняется чертежами, где на Фиг.1 приведена схема устройства охлаждения резца при обработке на оборудовании с ЧПУ, на Фиг.2 приведена структура пластины, установленной в державке резца; на Фиг.3а представлен график для входной величины - температура режущей части резца, на Фиг.3б представлен график для входной величины - диаметр детали, на Фиг.3в представлен график для выходной величины - напряжение на выходе потенциометра, на Фиг.4а представлен фаззифицированный вектор значений для каждого терма входной переменной - температура режущей части резца, на Фиг.4б представлен фаззифицированный вектор значений для каждого терма входной переменной - диаметр детали; на Фиг.5 представлен результат выполнения операции нечеткой композиции; на Фиг.6 представлен результат формирования нечеткого вектора функций принадлежности U'; на Фиг.7 представлен результат преобразования вектора функции принадлежности U' в единственное четкое значение.
Устройство охлаждения резца при обработке на оборудовании с ЧПУ содержит деталь 1, переднюю бабку 2, заднюю бабку 3, резец, состоящий из режущей части 4, пластины с термоэлементом 5 и державки 6, резцедержатель 7, исполнительные механизмы оборудования с ЧПУ 8, управляемый генератор тока 12, содержащий операционный усилитель 9, потенциометр 10 и резистор 14, компьютер 11, токопровод 13, нечеткий контроллер 15, оптический датчик 16 и термопару 17.
Связи в устройстве охлаждения резца при обработке на оборудовании с ЧПУ расположены следующим образом: первый выход компьютера 11 соединен с передней бабкой 2, второй выход компьютера 11 соединен с задней бабкой 3, третий выход компьютера 11 соединен с потенциометром 10, четвертый выход компьютера 11 соединен с исполнительными механизмами оборудования с ЧПУ 8, которые подключены к резцедержателю 7 с закрепленным в нем резцом, состоящим из державки 6, пластины 5 и режущей части 4. Вход пластины 5 при помощи токопроводов 13 соединен с выходом операционного усилителя 9, выход пластины 5 соединен с резистором 14 и вторым входом (инвертирующим) операционного усилителя 9, первый вход (неинвертирующий) операционного усилителя 9 соединен с потенциометром 10. Операционный усилитель 9, потенциометр 10 и резистор 14 формируют управляемый генератор тока 12. Деталь 1 закреплена в передней бабке 2 и задней бабке 3. Первый вход нечеткого контроллера 15 соединен с оптическим датчиком 16, второй вход нечеткого контроллера 15 соединен с термопарой 17, выход нечеткого контроллера 15 соединен с потенциометром 10.
Устройство охлаждения резца при обработке на оборудовании с ЧПУ работает следующим образом. При вращении детали 1, установленной в передней бабке 2 и задней бабке 3, и прохождении по ее поверхности резца в зоне резания происходит нагрев режущей части резца и поверхности детали, вследствие чего возникают температурные деформации, который приводят к ухудшению качества обрабатываемой поверхности и точности при механической обработки изделий.
Для устранения температурных деформаций предлагается устройство охлаждения резца при обработке на оборудовании с ЧПУ, основанное на применении термоэлектрического эффекта Пельтье. Подача постоянного тока на пластину, выполненную в виде термоэлемента, осуществляется с помощью генератора постоянного тока 12, состоящего из резистора 14, ОУ 9, потенциометра 10. Сила тока задается по закону Ома I=U/R. Например, с третьего выхода компьютера 11 генерируется сигнал +5 В. Потенциометр 10 установлен в положение 50%, то есть делит напряжение +5 В пополам и оно становится равно 2,5 В. Так как ОУ 9 включен по схеме повторителя напряжения, за счет обратной связи в точке соединения резистора 14 со вторым входом ОУ 9 будет напряжение, равное 2,5 В. Следовательно, ток подаваемый на пластину 5, выполненную в виде термоэлемента, будет равняться I=U/R=2,5/10=250 мА. Величина тока может регулироваться с помощью изменения значения сопротивления на потенциометре 10 (Фиг.1).
При подаче тока на пластину 5, выполненную в виде термоэлемента, состоящего из двух полупроводников n- и p- типа, происходит с одной стороны нагрев спая (зона Н, фиг.2), а с другой стороны его охлаждение (зона С, фиг.2). При этом температура спая (зона С, фиг.2) снижается вследствие того, что под воздействием электрического поля электроны, двигаясь из одной ветви термоэлемента (р) в другую (n), переходят в новое состояние с более высокой энергией. Энергия электронов повышается за счет кинетической энергии, отбираемой от атомов ветвей термоэлемента в местах их сопряжений, в результате чего спай в зоне С охлаждается.
Нечеткий контроллер 15 в реальном времени получает данные о температуре режущей части резца от термопары 17, а также данные о текущем диаметре детали от оптического датчика 16, затем, исходя из нечетких правил управления, регулирует выходное напряжение потенциометра 10. При этом если заданный размер детали 1, контролируемый с помощью оптического датчика 16, увеличивается относительно заданного номинального размера, то нужно усилить охлаждение резца с помощью увеличения подачи напряжения на операционный усилитель 9. Если заданный размер детали 1, контролируемый с помощью оптического датчика 16, уменьшается относительно заданного номинального размера, то нужно ослабить охлаждение резца с помощью уменьшения подачи напряжения на операционный усилитель 9. Таким образом, осуществляется повышение точности при механической обработке изделий на оборудовании с ЧПУ за счет контроля охлаждения режущей части резца 4 с целью управления величиной температурных деформаций, возникающей в зоне резания.
Способ охлаждения резца при обработке деталей на оборудовании с ЧПУ заключается в следующем.
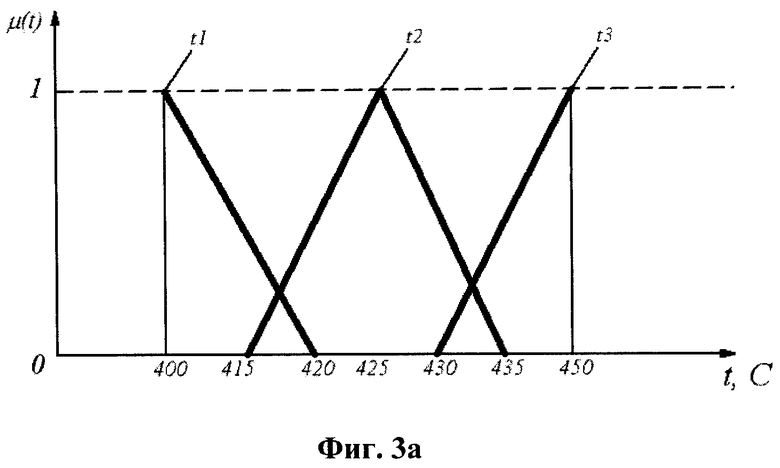
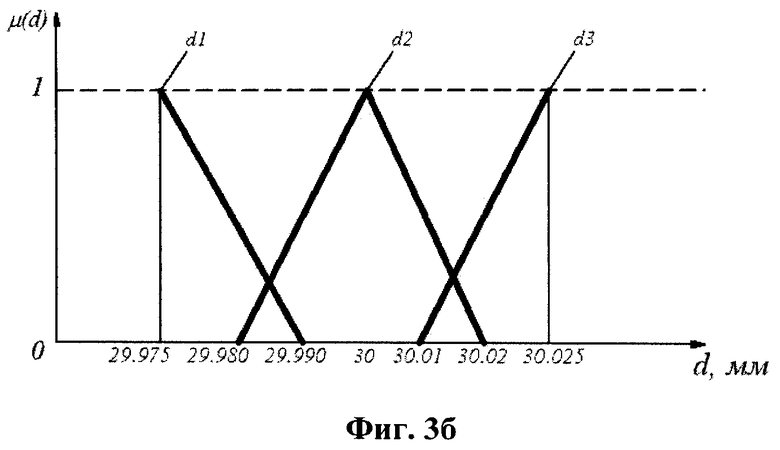
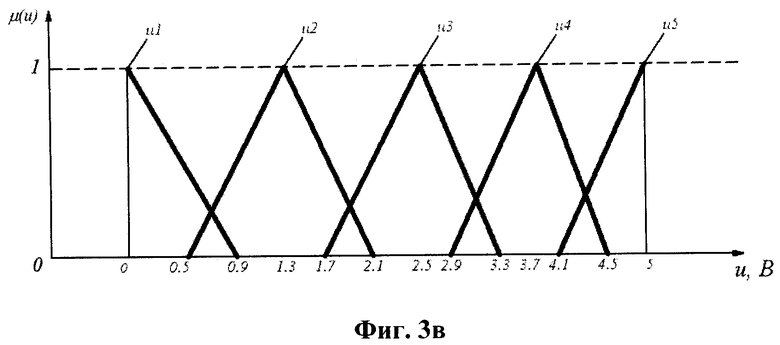
Первым шагом способа является формирование функций принадлежностей термов входных переменных: температуры режущей части резца 4 - Т; диаметра - D, а также выходной переменной: напряжения на выходе потенциометра 10 - U:

где t - численные значения температуры режущей части резца 4; µ(t)→[0, 1] - соответствующие величинам температуры значения функции принадлежности (из интервала от 0 до 1); d - численные значения диаметра обрабатываемой детали; µ(d)→[0, 1] - соответствующие величинам диаметра обрабатываемой детали значения функции принадлежности (из интервала от 0 до 1); u - численные значения напряжения потенциометра 10; µ(u)→[0, 1] - соответствующие величинам напряжения значения функции принадлежности (из интервала от 0 до 1).
Функции принадлежностей входных переменных Т и D состоят из трех термов. Для температуры T=(t1; t2, t3) для диаметра D=(d1, d2, d3). Функция принадлежности для выходной переменной U состоит из пяти термов - напряжение U=(u1, u2, u3, u4, u5).
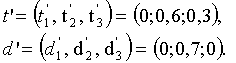
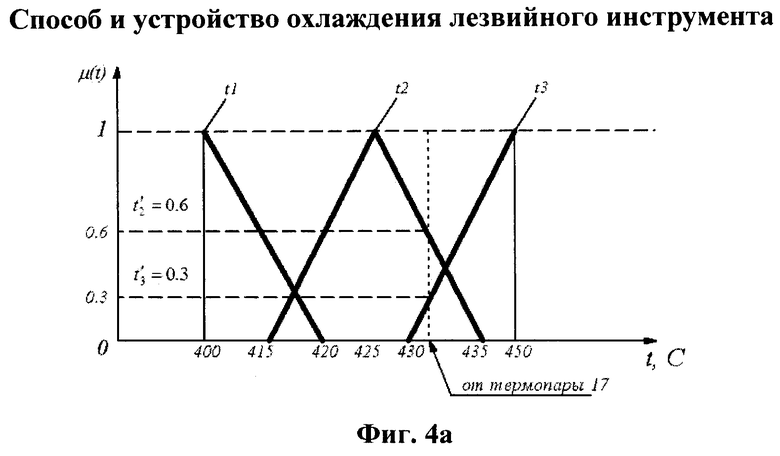
Вторым шагом способа является фаззификация, при которой в зависимости от текущего значения температуры t, полученного от термопары 17, и диаметра обрабатываемой детали d, полученного от оптического датчика 16, формируется фаззифицированный вектор значений для каждого терма функции принадлежности t' и d', где текущее значение температуры t является аргументом µ(t), а текущее значение диаметра обрабатываемой детали d является аргументом µ(d), позволяя найти количественное значение из интервала [0, 1] для t'=µ(t) и d'=µ(d). Этап фаззификации считается законченным, когда будут найдены значения t' и d' для трех термов функций принадлежностей входных величин Т и D:

Третьим этапом является агрегация, при которой с помощью операции нечеткой логики И выбирается минимальное значение из термов входных переменных и умножается на весовой коэффициент, который назначается экспертом из диапазона [0, 1]. Если значение не задано, то fi=1, i=1..9.
B=(b1, b2, b3, b4, b5, b6, b7, b8, b9),
где

Далее следует шаг композиции, на котором вводится система нечетких правил управления, состоящая из 9 нечетких правил управления и имеющая следующий вид:
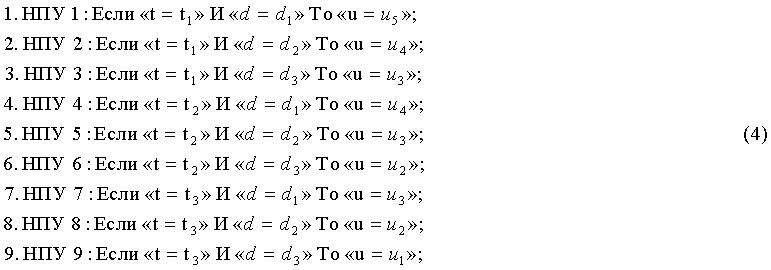
При этом система нечетких правил управления построена таким образом, чтобы в любой момент времени условная часть истинна только в одном нечетком правиле управления и ложна во всех остальных правилах этой системы. Вследствие этого в каждом цикле сканирования системы нечетких правил управления обрабатывается не вся система, а только та ее часть, которая имеет в формуле (3) значения весовых коэффициентов, отличные от нуля.
После этого методом нечеткой композиции по формуле:
вычисляются новые значения выходной величины напряжения в виде новых термов функций принадлежности.
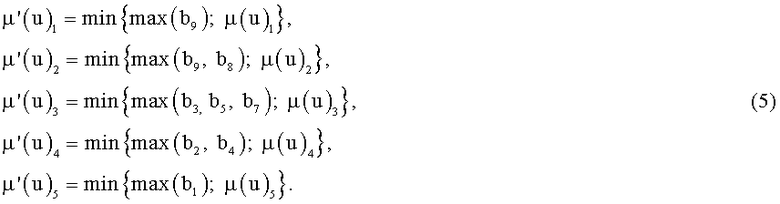
На следующем шаге аккумуляции производится логическое объединение новых термов функции принадлежностей, полученных по (5) формуле, и формируется нечеткий вектор функций принадлежностей U':

На последнем шаге дефаззификации нечеткий вектор функций принадлежностей U' преобразуется в единственное четкое значение по методу центра тяжести:

В результате выбор нового значения выходного параметра напряжения для контроля интенсивности охлаждения режущей части резца при токарной обработке на оборудовании с ЧПУ производится по формулам (1÷7).
В качестве примера разберем управление величиной температурных деформаций за счет охлаждения режущей части резца 4 при чистовом проходе в ходе токарной обработки детали 1 в зависимости от текущего значения температуры t, полученного от термопары 17, и диаметра обрабатываемой поверхности детали d, полученного от оптического датчика 16.
Шаг 1. Строим по формуле (1) функции принадлежности для входных и выходной величин. Графики функций принадлежностей приведены на фиг.3. На фиг.3а представлен график для входной величины - температуры режущей части резца. При этом крайние точки на графике равны: T1=T-25=425-25=400, °С; Т2=Т+25=425+25=450, °С. Середина графика соответствует требуемому значению температуры 425 °С. Термы t1 и t3 представлены в виде трапеции и равны: t1=[400, 400, 420], t3=[430, 450, 450]. Терм t2 представлен в виде треугольника и равен: t2=[415, 425, 435]. Данные указаны в градусах Цельсия.
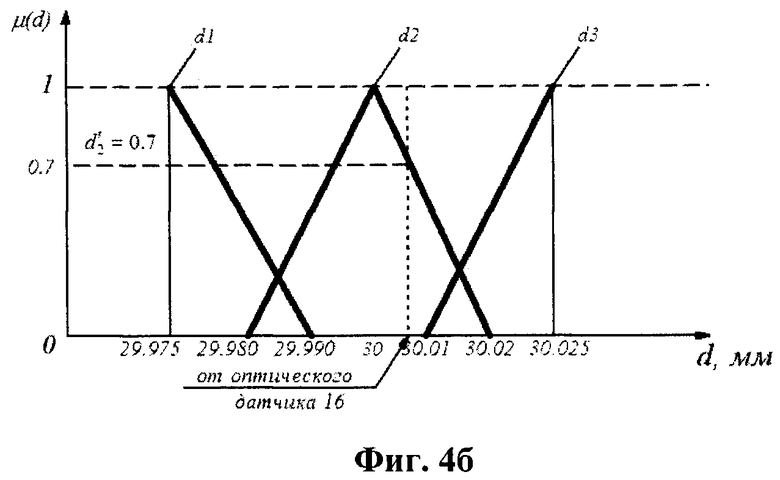
На фиг.3б представлен график для входной величины - диаметр обрабатываемой детали. При этом крайние точки на графике равны: D1=D- 0,025=30-0,025=29.975, мм; D2=D+0,025=30+0,025=30.025, мм. Середина графика соответствует требуемому значению диаметра 30, мм. Термы d1 и d3 представлены в виде трапеции и равны: d1=[29.975, 29.975, 29.990], d3=[30.01, 30.025, 30.025]. Терм d2 представлен в виде треугольника и равен: d2=[29.980, 30, 30.02]. Данные указаны в миллиметрах.
На фиг.3в представлен график для выходной величины - напряжения на выходе потенциометра 10. При этом крайние точки на графике равны: U1=U-2.5=2.5-2.5=0, В; U2=U+2.5=2.5+2.5=5, В. Середина графика соответствует требуемому значению напряжения 2.5, В. Термы u1 и u5 представлены в виде трапеции и равны: u1=[0, 0, 0.9], u5=[4.1, 5, 5]. Термы ν2, ν3 и ν4 представлены в виде треугольников и равны: u2=[0.5, 1.3, 2.1], u3=[1.7, 2.5, 3.3], u4=[2.9, 3.7, 4.5]. Данные указаны в Вольтах.
Шаг 2. При поступлении данных от термопары 17 и оптического датчика 16 обнаруживается отличие значений диаметра детали 1 и температуры режущей части резца 4 от заранее известных требуемых значений, после чего производится перерасчет согласно нечетким правилам управления. Например, если t=432 °С и d=30,005 мм, то вектор фаззификации значений для каждого терма входной функции принадлежности t' и d' (фиг.4а и 4б), рассчитанный по формуле 2, выглядит так:
Термы, имеющие нулевой результат, в дальнейших расчетах использоваться не будут.
Шаг 3. На этапе агрегации находится вектор В по формуле 3.
b1=0, b2=0, b3=0,
b4=0, b5=0.6, b6=0,
b7=0, b8=0.3, b9=0.
Шаг 4. На этапе композиции отбираются нечеткие правила, которые имеют пересечение. Это нечеткие правила с номерами 5 и 8.
НПУ 5: Если «t=t2» И «d=d2» То «u=u3»;
НПУ 8: Если «t=t3» И «d=d2» То «u=u2»;
Затем по формуле 5 нечеткой композиции определяется
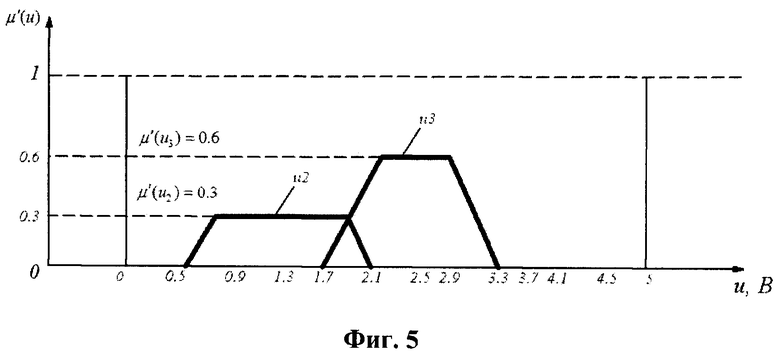
µ′(u)1=0,
µ′(u)2=min{0.3; µ(u)2},
µ′(u)3=min{0.6; µ(u)3),
µ′(u)4=0,
µ′(u)5=0.
Результат нечеткой композиции приведен на фиг.5.
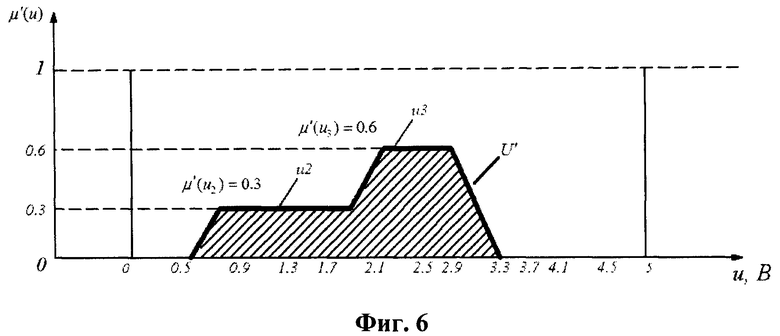
Шаг 5. На этапе аккумуляции по формуле 6 происходит объединение всех новых термов и формируется нечеткий вектор функций принадлежности U'. Результат показан на фиг.6.
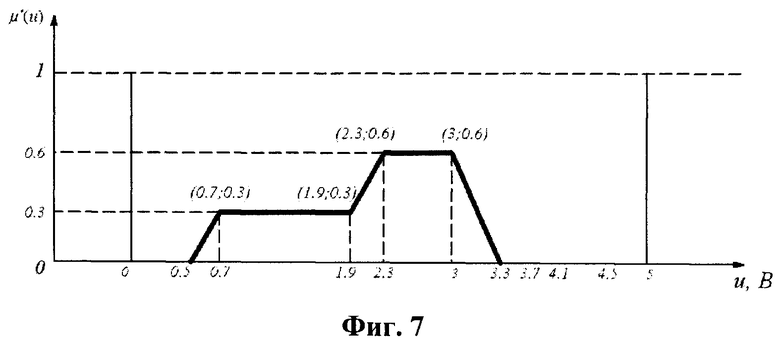
Шаг 6. На этапе дефаззификации согласно формуле 7 вектор функции принадлежности U' преобразуется в единственное четкое значение (фиг.7). С целью упрощения вычислительной процедуры для расчета ограничимся четырьмя точками, для более точного вычисления количество точек нужно увеличить

С помощью предложенного способа осуществляется расчет нового значения напряжения на выходе потенциометра 10 для управления величиной температурных деформаций за счет охлаждения резца при токарной обработке на оборудовании с ЧПУ.
Таким образом, предлагаемый способ и реализующее его устройство позволяют в режиме реального времени осуществлять компенсацию температурных деформаций, возникающих в зоне резания, с целью управления точностью при механической обработке изделий за счет охлаждения режущей части инструмента при токарной обработке детали на оборудовании с ЧПУ без использования смазочно-охлаждающей жидкости путем перерасчета напряжения, подаваемого на операционный усилитель, с целью его изменения в случае неравенства заданного значения температуры в зоне резания и диаметра обрабатываемой детали, полученные с помощью термопары и оптического датчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ РЕЗЦА | 2014 |
|
RU2586189C2 |
| Способ и устройство для управления охлаждением режущего инструмента при обработке изделий на оборудовании с ЧПУ | 2018 |
|
RU2709125C2 |
| Способ и устройство управления термоэлементом | 2020 |
|
RU2752492C1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ СКОРОСТЬЮ РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465115C2 |
| Устройство и способ управления температурой в зоне резания | 2017 |
|
RU2676114C1 |
| СПОСОБ И УСТРОЙСТВО СТАБИЛИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465116C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ ПРИ ТОКАРНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2458773C2 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2470757C2 |
| Способ и устройство мобильного робота для прохождения замкнутых контуров и лабиринтов | 2017 |
|
RU2670826C9 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |
Способ включает определение температуры в зоне резания. Для повышения точности обработки при охлаждении используют термоэлемент, выполненный в виде пластины, которую размещают в державке резца и соединяют с генератором постоянного тока. При этом в качестве устройства для определения температуры используют термопару. Определяют диаметр детали с помощью оптического датчика, при несовпадении измеренных значений температуры и диаметра детали с требуемыми регулируют охлаждение резца путем увеличения и или уменьшения выходного напряжения генератора с определением его величины при помощи семи нечетких правил управления по приведенной формуле. Устройство включает компьютер и датчик температуры, встроенный в резец. Для достижения того же технического результата оно снабжено генератором постоянного тока, включающим операционный усилитель, потенциометр и резистор, нечетким контроллером для перерасчета значения напряжения в зависимости от нечетких правил управления. Датчик температуры выполнен в виде термопары. При этом компьютер соединен с потенциометром, вход пластины при помощи токопроводов соединен с выходом операционного усилителя, выход пластины соединен с резистором и вторым входом операционного усилителя, первый вход операционного усилителя соединен с потенциометром, первый вход нечеткого контроллера соединен с оптическим датчиком, второй вход нечеткого контроллера соединен с термопарой, выход нечеткого контроллера соединен с потенциометром. 2 н.п. ф-лы, 7 ил.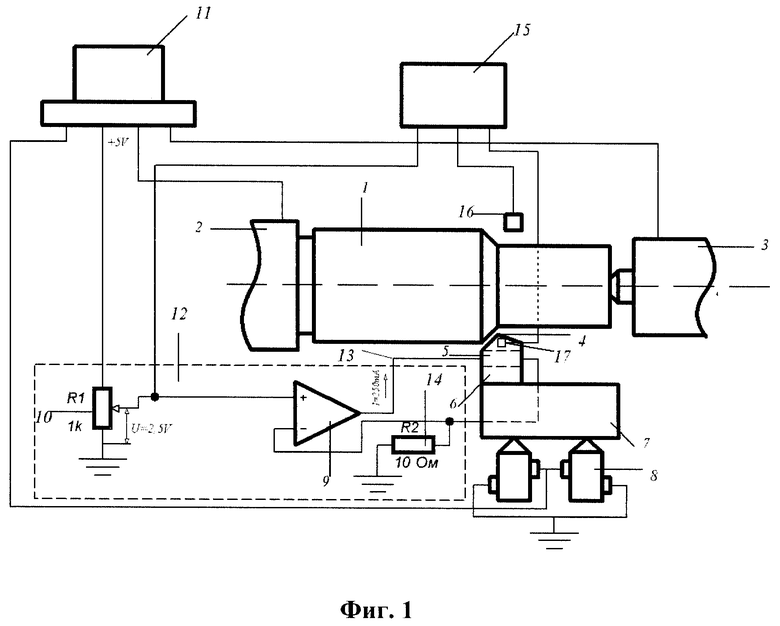
1. Способ управления охлаждением резца при обработке деталей на оборудовании с ЧПУ, включающий определение температуры в зоне резания, отличающийся тем, что используют термоэлемент, выполненный в виде пластины, которую размещают в державке резца и соединяют с генератором постоянного тока, при этом в качестве устройства для определения температуры используют термопару, определяют диаметр детали с помощью оптического датчика, при несовпадении измеренных значений температуры и диаметра детали с требуемыми регулируют охлаждение резца путем увеличения или уменьшения выходного напряжения u'' генератора с определением его величины при помощи семи нечетких правил управления (НПУ):
НПУ 1: если t=t1 и d=d1, то u=u5;
НПУ 2: если t=t1 и d=d2, то u=u4;
НПУ 3: если t=t1 и d=d3, то u=u3;
НПУ 4: если t=t2 и d=d1, то u=u4;
НПУ 5: если t=t2 и d=d2, то u=u3;
НПУ 6: если t=t2 и d=d3, то u=u2;
НПУ 7: если t=t3 и d=d1, то u=u3;
НПУ 8: если t=t3 и d=d2, то u=u2;
НПУ 9: если t=t3 и d=d3, то u=u1;
по формуле
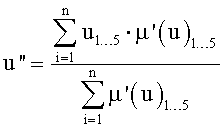
где u1…5 - численные значения выходного напряжения от минимального до максимального значений;
t1…3 - численные значения температуры от минимального до максимального значений;
d1…3 - численные значения диаметра детали от минимального до максимального значений;
µ'(u)1…5 - новые значения выходной величины напряжения в виде новых термов функций принадлежности.
2. Устройство управления охлаждением резца при обработке на оборудовании с ЧПУ, включающее компьютер и датчик температуры, встроенный в резец, отличающееся тем, что оно снабжено оптическим датчиком измерения диаметра детали, предназначенным для охлаждения термоэлементом в виде пластины, установленной в державке резца и соединенной с управляемым генератором постоянного тока, включающим операционный усилитель, потенциометр и резистор, нечетким контроллером для перерасчета значения напряжения в зависимости от нечетких правил управления, причем датчик температуры выполнен в виде термопары, при этом компьютер соединен с потенциометром, вход пластины при помощи токопроводов соединен с выходом операционного усилителя, выход пластины соединен с резистором и вторым входом операционного усилителя, первый вход операционного усилителя соединен с потенциометром, первый вход нечеткого контроллера соединен с оптическим датчиком, второй вход нечеткого контроллера соединен с термопарой, выход нечеткого контроллера соединен с потенциометром.
| УСТРОЙСТВО ВЫСОКОТОЧНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2280540C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2005 |
|
RU2288809C1 |
| УСТРОЙСТВО ТЕПЛОВОГО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2381888C2 |
| Приспособление для отрезки вытягиваемых стеклянных трубок | 1934 |
|
SU43483A1 |
| CN 0101797704 A, 11.08.2010 | |||
| ЕМЕЛЬЯНОВ С.Г | |||
| и др | |||
| Автоматизированные нечетко-логические системы управления | |||
| - М.: ИНФРА-М, 25.09.2011, с.114-120. | |||

