Изобретение относится к области станкостроения, в частности к системам контроля и управления точностью обработки деталей на оборудовании с ЧПУ.
Известно устройство обработки деталей на оборудовании с ЧПУ, содержащее деталь, резец, резцедержатель, датчик силы резания, операционный усилитель, резистор, коммутатор, микроконтроллер, компьютер и устройство удаления пыли и стружки [Патент РФ №2309034, кл. B23Q 11/02, 2006 (аналог)].
Недостаток этого устройства заключается в том, что при обработке детали происходит нагрев резца и обрабатываемой поверхности, в следствии чего появляются шероховатости и неровности на поверхности детали.
Наиболее близким к изобретению по технической сущности является устройство управления точностью обработки деталей, содержащее деталь, резец, резцедержательный блок, силометрический датчик, исполнительные механизмы с ЧПУ, операционный усилитель, резистор, микроконтроллер, компьютер и аналого-цифровой преобразователь [Патент РФ №2379169, кл. B23Q 15/00, 2006 (прототип)].
Недостаток этого устройства заключается в том, что перерасчет режима резания происходит только при изменении силы резания, а остальные возмущающие воздействия, действующие на технологическую систему: станок, приспособление, инструмент, деталь (СПИД) не учитываются, за счет этого снижается точность обработки деталей.
Технической задачей изобретения является повышение качества обрабатываемых поверхностей на оборудовании с ЧПУ, стабилизация режима резания при токарной обработке и уменьшение энергетических затрат при работе устройства.
Поставленная задача решается тем, что в устройство, содержащее деталь, резец, резцедержательный блок, исполнительные механизмы, компьютер, микроконтроллер семейства Pic введены поршень, рабочий цилиндр, электродвигатель, два электроклапана, два тепловых реле, датчик перемещения, две пластины белого олова. Выход микроконтроллера Rb0 соединен с входом электродвигателя, выход микроконтроллера Rb1 соединен с входом первого теплового реле, выход микроконтроллера Rb2 соединен с входом первого электроклапана, вход микроконтроллера Rb3 соединен с выходом датчика перемещения, выход микроконтроллера Rb4 соединен с входом второго электроклапана, выход микроконтроллера Rb5 соединен с входом второго теплового реле, выход микроконтроллера Rb6 соединен с входами исполнительных механизмов, которые воздействуют на резцедержательный блок, выход микроконтроллера Rb7 соединен с входом компьютера. Рабочий цилиндр жестко связан с электродвигателем и резцедержательным блоком. Использование таких связей в устройстве позволит повысить качество обрабатываемых поверхностей на оборудовании с ЧПУ, стабилизировать режим резания при токарной обработке деталей и уменьшить энергетические затраты при работе устройства.
Сущность изобретения поясняется чертежами, где на Фиг.1 приведена схема устройства стабилизации процесса резания при токарной обработке деталей на оборудовании с ЧПУ, на Фиг.2, 3 и 4 приведены схемы рабочих цилиндров устройства стабилизации процесса резания при токарной обработке деталей на оборудовании с ЧПУ.
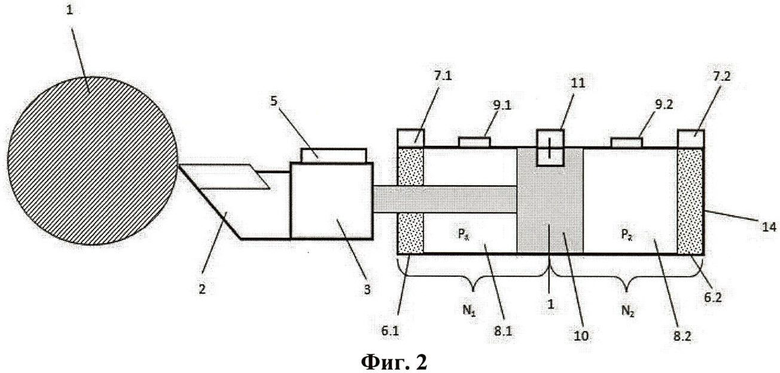
Устройство стабилизации режима резания при токарной обработке деталей на оборудовании с ЧПУ содержит деталь 1, резец 2, исполнительные механизмы 4, два тепловых реле 7.1 и 7.2, два электроклапана 9.1 и 9.2, датчик перемещения 11, микроконтроллер 12 семейства Pic (порты Rb0, Rb1, Rb2, Rb4, Rb5, Rb6, Rb7 которого настроены на выход, а порт Rb3 настроен на вход), компьютер 13 и рабочий цилиндр 14, состоящий из двух воздушных камер 8.1 и 8.2, двух пластин белого олова 6.1 и 6.2 и поршня 10, жестко связанного с электродвигателем 5 и резцедержательным блоком 3.
Связи в устройстве стабилизации режима резания при токарной обработке деталей на оборудовании с ЧПУ расположены в следующем порядке: выход микроконтроллера 12 Rb0 соединен с входом электродвигателя 5, выход микроконтроллера 12 Rb1 соединен с входом первого теплового реле 7.1, выход микроконтроллера 12 Rb2 соединен с входом первого электроклапана 9.1, вход микроконтроллера 12 Rb3 соединен с выходом датчика перемещения 11, выход микроконтроллера 12 Rb4 соединен с входом второго электроклапана 9.2, выход микроконтроллера 12 Rb5 соединен с входом второго теплового реле 7.2, выход микроконтроллера 12 Rb6 соединен с входами исполнительных механизмов 4, которые воздействуют на резцедержательный блок 3, выход микроконтроллера 12 Rb7 соединен с входом компьютера 13. Рабочий цилиндр 14 жестко связан с электродвигателем 5 и резцедержательным блоком 3. Использование этих связей в устройстве позволит повысить качество обрабатываемых поверхностей на оборудовании с ЧПУ, стабилизировать режим резания при токарной обработке деталей и уменьшить энергетические затраты при работе устройства.
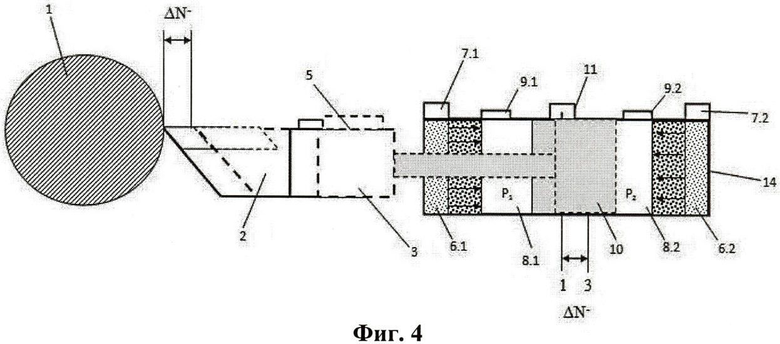
Устройство стабилизации процесса обработки деталей на оборудовании с ЧПУ работает следующим образом. До начала обработки детали с порта Rb0 микроконтроллера 12 на электродвигатель 5 поступает сигнал, и электродвигатель 5 подводит поршень 9 в положение 1, при котором равны расстояния N1=N2 (Фиг.2). После этого открываются два электроклапана 9.1 и 9.2, чтобы воздух попал в воздушные камеры 8.1 и 8.2. Затем электроклапаны 8.1 и 8.2 закрываются, и с портов Rb1 и Rb5 микроконтроллера 12 поступает сигнал на тепловые реле 7.1 и 7.2, которые нагревают пластины белого олова 6.1 и 6.2, находящееся внутри рабочего цилиндра 14. При нагреве пластин белого олова 6.1 и 6.2 на 13.2°С происходит их расширение на 27% (анизотропический эффект), что увеличивает давление P1 и Р2 в воздушных камерах 8.1 и 8.2, тем самым создавая высокое давление с обеих сторон поршня 10, что позволяет возвращать его в положение 1 при любых отклонениях как в положительную сторону (ΔN+, 2 положение поршня 9)(Фиг.3), так и в отрицательную сторону (ΔN-, 3 положение поршня 9) (Фиг.4). С момента процесса обработки детали 1 появляются возмущающие воздействия, которые могут переместить резец 2 как в положительную сторону ΔN+, так и в отрицательную ΔN- (Фиг.3 и 4).
При перемещении резца на величину ΔN+ в рабочем цилиндре происходит перемещение поршня из положения 1 в положение 2, при этом равенство давлений в воздушных камерах 8.1 и 8.2 нарушается Р1≠Р2. Давление в камере 8.1 Р1 увеличивается, а давление в камере 8.2 Р2 уменьшается, при этом вакуум в камере 8.2 стремится вернуть поршень из положения 2 в положение 1 до равенства величин давлений в камерах 8.1 и 8.2 (Р1=Р2).
С целью увеличения скорости перемещения поршня из положения 2 в положение 1 давление в воздушных камерах нагнетается с помощью нагрева и дальнейшего увеличения объема пластин белого олова.
При перемещении резца на величину ΔN- в рабочем цилиндре происходит перемещение поршня из положения 1 в положение 3, при этом равенство давлений в воздушных камерах 8.1 и 8.2 нарушается P1≠P2. Давление в камере 8.1 P1 уменьшается, а давление в камере 8.2 Р2 увеличивается, при этом вакуум в камере 8.1 стремится вернуть поршень из положения 3 в положение 1 до равенства величин давлений в камерах 8.1 и 8.2 (Р1=Р2).
С целью увеличения скорости перемещения поршня из положения 3 в положение 1, давление в воздушных камерах нагнетается с помощью нагрева и дальнейшего увеличения объема пластин белого олова.
Таким образом, предлагаемое устройство стабилизации процесса резания при токарной обработке деталей на оборудовании с ЧПУ позволяет повысить качество обрабатываемых поверхностей деталей и уменьшить энергетические затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕТОДИОДНОЕ ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО | 2005 |
|
RU2416811C2 |
| СЕТЕВОЕ УСТРОЙСТВО И СПОСОБ РАДИОДОСТУПА | 2007 |
|
RU2416174C2 |
| СПОСОБ ОТОБРАЖЕНИЯ ОПОРНОГО СИГНАЛА И УСТРОЙСТВО БАЗОВОЙ СТАНЦИИ БЕСПРОВОДНОЙ СВЯЗИ | 2010 |
|
RU2534752C2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ ДЛЯ ОБОРУДОВАНИЯ С ЧПУ | 2011 |
|
RU2470756C2 |
| 3-ФЕНИЛ-БЕНЗОФУРАН-2-ОНОВЫЕ ПРОИЗВОДНЫЕ, СОДЕРЖАЩИЕ ФОСФОР, В КАЧЕСТВЕ СТАБИЛИЗАТОРОВ | 2016 |
|
RU2722188C2 |
| ПРОИЗВОДНЫЕ 3-ФЕНИЛБЕНЗОФУРАН-2-ОНА, СОДЕРЖАЩИЕ ФОСФОР В КАЧЕСТВЕ СТАБИЛИЗАТОРА | 2015 |
|
RU2678660C2 |
| ГЕТЕРОЦИКЛИЧЕСКОЕ ПРОИЗВОДНОЕ С АРОМАТИЧЕСКИМ 5-ЧЛЕННЫМ ЦИКЛОМ, ОБЛАДАЮЩЕЕ АКТИВНОСТЬЮ АНТАГОНИСТА РЕЦЕПТОРА NPY Y5 | 2012 |
|
RU2605207C2 |
| СПОСОБ И УСТРОЙСТВО ОБНАРУЖЕНИЯ ВОДЯНОГО ЗНАКА ДЛЯ ОПРЕДЕЛЕННЫХ МАСШТАБОВ И ПРОИЗВОЛЬНЫХ СДВИГОВ | 1999 |
|
RU2208301C2 |
| ЗАМЕЩЕННЫЕ ПИРРОЛО [2,3-b] ПИРИДИН И ПИРАЗОЛО [3,4-b] ПИРИДИНОВЫЕ ПРОИЗВОДНЫЕ В КАЧЕСТВЕ ИНГИБИТОРОВ ПРОТЕИНКИНАЗЫ | 2020 |
|
RU2824583C2 |
| СПОСОБ И УСТРОЙСТВО СТАБИЛИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465116C2 |

Изобретение относится к области станкостроения, в частности к системам контроля и управления точностью обработки деталей. Устройство стабилизации режима резания при токарной обработке деталей на оборудовании с ЧПУ содержит резцедержательный блок с электродвигателем и исполнительные механизмы, два тепловых реле, два электроклапана, датчик перемещения, микроконтроллер семейства Pic, компьютер и рабочий цилиндр. В рабочих камерах цилиндра размещены пластины белого олова, а поршень цилиндра жестко связан с электродвигателем и резцедержательным блоком, соединенными между собой. Выход Rb0 микроконтроллера соединен с входом электродвигателя, выход Rb1 микроконтроллера соединен с входом первого теплового реле, выход Rb2 микроконтроллера соединен с входом первого электроклапана, вход Rb3 микроконтроллера соединен с выходом датчика перемещения, выход Rb4 микроконтроллера соединен с входом второго электроклапана, выход Rb5 микроконтроллера соединен с входом второго теплового реле, выход Rb6 микроконтроллера соединен с входами исполнительных механизмов, а выход Rb7 микроконтроллера соединен с входом компьютера. Обеспечивается повышение качества обрабатываемых поверхностей за счет стабилизация режима резания. 4 ил.
Устройство стабилизации режима резания при токарной обработке деталей на оборудовании с ЧПУ, содержащее резцедержательный блок, электродвигатель и исполнительные механизмы, отличающееся тем, что оно снабжено двумя тепловыми реле, двумя электроклапанами, датчиком перемещения, микроконтроллером семейства Pic с выходами Rb0, Rb1, Rb2, Rb4, Rb5, Rb6, Rb7 и входом Rb3, компьютером и рабочим цилиндром, состоящим из двух воздушных камер с пластинами белого олова и поршня, жестко связанного с электродвигателем и резцедержательным блоком, соединенными между собой, при этом выход Rb0 соединен с входом электродвигателя, выход Rbl соединен с входом первого теплового реле, выход Rb2 соединен с входом первого электроклапана, вход Rb3 соединен с выходом датчика перемещения, выход Rb4 соединен с входом второго электроклапана, выход Rb5 соединен с входом второго теплового реле, выход Rb6 соединен с входами исполнительных механизмов, а выход Rb7 соединен с входом компьютера.
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2005 |
|
RU2309034C2 |
| Система управления станков дляАбРАзиВНОй ОбРАбОТКи | 1979 |
|
SU831589A1 |
| Способ шлифования плоских поверхностей | 1989 |
|
SU1683982A1 |
| КРАН МАШИНИСТА ДЛЯ ВОЗДУШНОГО И ЭЛЕКТРОВОЗДУШНОГО ТОРМОЖЕНИЯ | 1927 |
|
SU19264A1 |

