Область техники
Настоящее изобретение касается технической области комбинированных установок для разливки и прокатки. Это установки, у которых машина для непрерывной разливки для непрерывного изготовления стальной непрерывно-литой заготовки, имеющей формат сляба, напр., тонких или средних слябов, непосредственно и в линии соединена с группой клетей прокатного стана для горячей прокатки горячекатаной полосы. Горячекатаная полоса после группы клетей прокатного стана охлаждается на участке охлаждения и после этого отводится, напр., путем сматывания полосы в рулоны (англ. coils). В литературе эти установки известны также, напр., как установки TSCR (англ. Thin Slab Casting and Rolling, литье и прокатка тонких слябов) или Arvedi ESP (англ. Endless Strip Production, производство бесконечной полосы).
В частности, изобретение касается работающих в бесконечном режиме комбинированных установок для разливки и прокатки, у которых разливочная машина выполнена в виде машины для непрерывной разливки тонких слябов (англ. TSER, Thin Slab Endless Rolling, бесконечная прокатка тонких слябов). При этом непрерывно изготавливаемая в машине для непрерывной разливки тонких слябов бесконечная непрерывно-литая заготовка тонкого сляба непосредственно, в линии и неразрезанная подводится к группе клетей прокатного стана и там прокатывается с получением бесконечной горячекатаной полосы. Эта полоса после группы клетей прокатного стана снова охлаждается на участке охлаждения, после этого в первый раз режется на определенную длину или, соответственно, определенный вес и сматывается в рулоны.
Уровень техники
Хотя установка Arvedi ESP уже существенно компактнее, чем установка CSP (англ. Compact Strip Production, компактное производство полосы) или QSP (англ. Quality Strip Production, производство высококачественной полосы), имеющая туннельную печь, а также были сильно снижены эксплуатационные расходы и выброс CO2 на тонну горячекатаной полосы, существует потребность в еще более компактных комбинированных установках для разливки и прокатки для изготовления годового объема производства горячекатаной полосы порядка 1 миллиона тонн и меньше.
Имеющиеся в настоящее время на рынке решения, такие как машина для непрерывной разливки, имеющая подключенный широкополосный стан, установку Arvedi ESP, Danieli QSP-DUE- или SMS CSP/CEM, недостаточно компактны для этих небольших объемов и/или не могут эксплуатироваться рентабельно в связи с существенно более высоких годовых объемов производства прибл. 2,5 миллиона тонн и высокими капитальными расходами CAPEX (англ. CAPital EXpenditure) при годовом объеме производства прибл. 1 миллион тонн и меньше. Таким образом, в частности у небольших сталелитейных заводов, существует потребность в компактной комбинированной установке для разливки и прокатки, которая экономична в приобретении и эксплуатации, но, тем не менее, может вырабатывать высококачественную горячекатаную полосу самых различных качеств стали.
Из уровня техники известны также двухвалковые установки для разливки полосы, имеющие подключенный прокатный стан. Хотя двухвалковая установка для разливки полосы очень компактна и непосредственно вырабатывает полосу, до сих пор не удалось внедрить эту технологию, так как, в частности, невозможно надежное изготовление от средне- до высоколегированных качеств стали.
Из DE 10 2007 022 932 A1 известна комбинированная установка для разливки и прокатки для изготовления стальной полосы, у которой между машиной для непрерывной разливки и горячепрокатным станом расположена фрезерная машина 4 для фрезерования непрерывно-литой заготовки 3 тонкого сляба. Массовый поток этой машины для непрерывной разливки может составлять от 0,28 до 0,39 м²/мин. Так как тонкий сляб или, соответственно, черновая полоса перед чистовой прокаткой подвергается (промежуточному) нагреву, горячая прокатка осуществляется не исключительно из состояния литейного нагрева.
Также из WO 2007/054237 A1 известна комбинированная установка для разливки и прокатки для изготовления стальной полосы. Массовый поток этой установки может составлять 0,441 м²/мин. Так как черновая полоса перед чистовой прокаткой подвергается промежуточному нагреву, горячая прокатка осуществляется не исключительно из состояния литейного нагрева.
Из WO 97/36699 известна концепция бесконечной эксплуатации комбинированной установки для разливки и прокатки. При этом температура изготавливаемой в машине для непрерывной разливки непрерывно-литой заготовки тонкого сляба гомогенизируется в печи-миксере, после этого непрерывно-литая заготовка тонкого сляба очищается от окалины, прокатывается в семиклетьевой группе клетей прокатного стана, охлаждается и сматывается. Эта публикация указывает, что, начиная с удельной производительности h0*vC, составляющей h0*vC > 0,487 м²/мин., горячекатаная полоса может подвергаться чистовой прокатке из состояния литейного нагрева непрерывно-литой заготовки тонкого сляба в аустенитном состоянии. В частности, при относительно тонких непрерывных заготовках тонкого сляба эта концепция требует, однако, очень высоких скоростей разливки, так, напр., при толщине сляба 50 мм скорости разливки прибл. 10 м/мин. В промышленной практике выяснилось, что скорости vC > 6 м/мин. разливки проблематичны, так как надежность машины для непрерывной разливки значительно уменьшается. При попытке достичь указанной удельной производительности за счет применения относительно толстых слябов, напр., при толщине сляба 100 мм со скоростью разливки прибл. 5 м/мин., это хотя и приводит к надежным условиям в машине для непрерывной разливки, однако группа клетей прокатного стана должна иметь много клетей (высокий CAPEX), чтобы можно было вырабатывать горячекатаную полосу, имеющую толщину < 10 мм. В практическом применении, кроме того, выяснилось, что предварительно прокатанная черновая полоса характерным образом после 3 или 4 проходов прокатки должна подвергаться промежуточному нагреву. Таким образом, сегодняшние комбинированные установки для разливки и прокатки обычно эксплуатируются при скорости разливки 5, 6 или 7 м/мин., и черновая полоса подвергается промежуточному нагреву в индукционной печи. Но вследствие промежуточного нагрева возрастают эксплуатационные расходы (OPEX). Поэтому существует потребность в экономичной и простой комбинированной установке для разливки и прокатки (низкий CAPEX), которая, с одной стороны, может эксплуатироваться надежно, а с другой стороны, обходится без промежуточного нагрева (низкий OPEX), но, тем не менее, может осуществлять чистовую прокатку высококачественной горячекатаной полосы, имеющей толщину от 2,5 до 10 мм в аустенитном состоянии.
Как может решаться эта задача, из уровня техники не ясно.
Краткое содержание изобретения
Задача изобретения заключается в том, чтобы преодолеть недостатки уровня техники и предложить способ бесконечного изготовления горячекатаной полосы из стали в комбинированной установке для разливки и прокатки, а также компактную, экономичную комбинированную установку для разливки и прокатки вышеназванного вида, с помощью которых может с низкими расходами изготавливаться высококачественная горячекатаная полоса самых различных качеств стали (низко-, средне- и высокоуглеродистая, а также уровня HSLA (англ. High-strength low-alloy steel, высокопрочная низколегированная сталь), API и пр.). Способ должен быть чрезвычайно надежным и обеспечивать крайне низкие эксплуатационные расходы. Предлагаемая изобретением комбинированная установка для разливки и прокатки должна быть гораздо более экономичной, чем сравнимые установки ESP/QSP/CSP. Кроме того, должен быть предложен простой способ пуска комбинированной установки для разливки и прокатки, так чтобы установка могла запускаться быстро и надежно.
Эта задача решается с помощью способа бесконечного изготовления смотанной горячекатаной полосы из стали в комбинированной установке для разливки и прокатки по п.1 формулы изобретения. Предпочтительные варианты осуществления являются предметом зависимых пунктов формулы изобретения.
Конкретно решение задачи изобретения осуществляется с помощью способа бесконечного изготовления смотанной горячекатаной полосы из стали в комбинированной установке для разливки и прокатки, причем эта комбинированная установка для разливки и прокатки включает в себя машину для непрерывной разливки для изготовления бесконечной непрерывно-литой заготовки тонкого сляба, группу клетей прокатного стана, имеющую несколько прокатных клетей для горячей прокатки непрерывно-литой заготовки тонкого сляба с получением горячекатаной полосы, участок охлаждения для охлаждения горячекатаной полосы, ножницы для поперечной резки горячекатаной полосы и сматывающее устройство для сматывания горячекатаной полосы, имеющего шаги:
- непрерывная разливка стального расплава в проходном кристаллизаторе машины для непрерывной разливки с получением непрерывно-литой заготовки тонкого сляба, причем эта непрерывно-литая заготовка тонкого сляба при выходе из проходного кристаллизатора имеет жидкую сердцевину, толщину от 45 до 70 мм, предпочтительно 55-65 мм, и ширину от 900 до 2300 мм, предпочтительно 1100-1900 мм;
- опирание, перемещение и уменьшение толщины непрерывно-литой заготовки тонкого сляба в узле перемещения непрерывно-литой заготовки машины для непрерывной разливки, при этом уменьшенная по толщине непрерывно-литая заготовка тонкого сляба имеет толщину h от 35 до 52 мм, предпочтительно 40-50 мм, скорость vC разливки и удельную производительность D=h*vc, составляющую 0,45 м2/мин. ≥D≥0,27м2/мин.;
- горячая прокатка бесконечной, уменьшенной по толщине непрерывно-литой заготовки тонкого сляба в группе клетей прокатного стана, при этом непрерывно-литая заготовка тонкого сляба исключительно из состояния своего литейного нагрева прокатывается по меньшей мере за три, предпочтительно за три-пять, особенно предпочтительно за четыре прохода прокатки с получением горячекатаной полосы, имеющей толщину от 2,5 до 10 мм, и последний проход прокатки осуществляется в аустенитной области температуры стали;
- охлаждение горячекатаной полосы на участке охлаждения;
- поперечная резка охлажденной горячекатаной полосы; и
- сматывание горячекатаной полосы в рулоны в сматывающем устройстве.
Названный проходной кристаллизатор выполнен либо прямым, либо криволинейным. Однако предпочитается прямой проходной кристаллизатор, так как примеси в стальном расплаве могут вбираться порошкообразным флюсом, и поэтому улучшается внутреннее качество непрерывно-литой заготовки тонкого сляба.
В проходном кристаллизаторе образуется непрерывно-литая заготовка тонкого сляба, имеющая жидкую сердцевину, которая при выходе из проходного кристаллизатора имеет толщину от 45 до 70 мм, предпочтительно 55-65 мм, и ширину от 900 до 2300 мм, предпочтительно 1100-1900 мм. Непрерывно-литая заготовка тонкого сляба в следующем за проходным кристаллизатором узле перемещения непрерывно-литой заготовки опирается, перемещается и уменьшается по толщине, так что уменьшенная по толщине непрерывно-литая заготовка тонкого сляба имеет толщину h от 35 до 52 мм, предпочтительно 40-50 мм и удельную производительность D=h*vc, составляющую 0,45 м2/мин. ≥D≥0,27м2/мин. Уменьшение толщины может предпочтительно осуществляться при жидкой (т.н. Liquid Core Reduction, англ. прокатка с еще жидкой сердцевиной) или частично жидкой сердцевине (т.н. Soft Core Reduction, англ. прокатка с мягкой сердцевиной) непрерывно-литой заготовки тонкого сляба. В предлагаемом изобретением способе бесконечного изготовления смотанной горячекатаной полосы замечательно то, что предпочтительной является не наиболее высокая возможная производительность машины для непрерывной разливки, как в уровне техники, а стремятся к средней удельной производительности D от 0,27 до 0,45 м²/мин. Тем самым гарантируется, что машина для непрерывной разливки будет работать надежно. Бесконечная непрерывно-литая заготовка тонкого сляба после уменьшения толщины, не будучи предварительно очищена от окалины или нагрета, т.е. исключительно из состояния своего литейного нагрева, прокатывается в группе клетей прокатного стана по меньшей мере за три, особенно предпочтительно за четыре прохода прокатки с получением горячекатаной полосы, имеющей толщину от 2,5 до 10 мм, при этом последний проход прокатки осуществляется в аустенитной области температуры стали. Таким образом, эта горячекатаная полоса имеет аустенитную структуру. После этого горячекатаная полоса охлаждается на участке охлаждения, подвергается поперечной резке ножницами и сматывается в рулоны в сматывающем устройстве.
Чтобы можно было как можно более точно настраивать энергосодержание уменьшенной по толщине непрерывно-литой заготовки тонкого сляба, предпочтительно, когда устройство управления или регулирования машины для непрерывной разливки при помощи математической модели непрерывно рассчитывает фактическое положение нижнего конца жидкой сердцевины по пути транспортировки непрерывно-литой заготовки тонкого сляба в узле перемещения непрерывно-литой заготовки и фактический профиль температуры по пути транспортировки непрерывно-литой заготовки тонкого сляба в узле перемещения непрерывно-литой заготовки и предпочтительно в нормальных к нему плоскостях, и непрерывно-литая заготовка тонкого сляба непрерывно, регулируемым образом охлаждается в узле перемещения непрерывно-литой заготовки с учетом номинального положения нижнего конца жидкой сердцевины, так чтобы фактическое положение нижнего конца жидкой сердцевины по возможности соответствовало номинальному положению. При этом предпочтительно, когда фактическое положение нижнего конца жидкой сердцевины лежит в последней трети криволинейной области узла перемещения непрерывно-литой заготовки или в горизонтальной выходной области узла перемещения непрерывно-литой заготовки.
Температура горячекатаной полосы при последнем проходе прокатки может настраиваться точно, когда фактическая температура T1факт. горячекатаной полосы измеряется после последнего прохода прокатки в группе клетей прокатного стана и перед охлаждением на участке охлаждения, и охлаждение непрерывно-литой заготовки тонкого сляба в узле перемещения непрерывно-литой заготовки и/или скорость vC разливки настраивается регулируемым образом, так чтобы фактическая температура T1факт. по возможности соответствовала номинальной температуре T1номин..
Температура сматывания горячекатаной полосы может настраиваться точно, когда фактическая температура T2факт. бесконечной горячекатаной полосы измеряется после охлаждения на участке охлаждения, и охлаждающие форсунки участка охлаждения активируются регулируемым образом в зависимости от температуры, так чтобы фактическая температура T2факт. по возможности соответствовала номинальной температуре T2номин.
Для сокращения толщины горячекатаной полосы и улучшения качества ее поверхности удобно, когда рулон после этого подвергается травлению и за несколько проходов прокатки подвергается холодной прокатке в стане холодной прокатки до толщины от 0,3 до 7 мм.
При пуске комбинированной установки для разливки и прокатки, которая включает в себя машину для непрерывной разливки для изготовления бесконечной непрерывно-литой заготовки тонкого сляба, группу клетей прокатного стана, имеющую несколько клетей прокатного стана для горячей прокатки непрерывно-литой заготовки тонкого сляба с получением горячекатаной полосы, участок охлаждения для охлаждения горячекатаной полосы, ножницы для поперечной резки горячекатаной полосы и сматывающее устройство для сматывания горячекатаной полосы, выполняются следующие шаги:
- начало разливки машины для непрерывной разливки, при этом затравка, которая гидравлически непроницаемым образом уплотняет проходной кристаллизатор машины для непрерывной разливки, вытягивается в направлении транспортировки из проходного кристаллизатора;
- опирание и перемещение следующей за затравкой непрерывно-литой заготовки тонкого сляба в узле перемещения непрерывно-литой заготовки машины для непрерывной разливки;
- прохождение прокатных клетей группы клетей прокатного стана, при этом затравка проходит группу клетей прокатного стана непрокатанная;
- опционально охлаждение непрокатанной непрерывно-литой заготовки тонкого сляба на участке охлаждения;
- отрезание затравки ножницами;
- вывод затравки, при этом затравка предпочтительно проходит сматывающее устройство и в направлении транспортировки складывается позади сматывающего устройства;
- поперечная резка непрокатанной непрерывно-литой заготовки тонкого сляба ножницами на измельченный материал и вывод измельченного материала;
- опционально повышение скорости разливки и уменьшение толщины непрерывно-литой заготовки тонкого сляба в узле перемещения непрерывно-литой заготовки;
- приставление прокатных клетей к непрерывно-литой заготовке тонкого сляба и горячая прокатка непрерывно-литой заготовки тонкого сляба с получением горячекатаной полосы;
- охлаждение горячекатаной полосы на участке охлаждения;
- поперечная резка охлажденной горячекатаной полосы; и
- сматывание горячекатаной полосы в рулоны в сматывающем устройстве.
Вначале затравка вводится в проходной кристаллизатор либо в направлении транспортировки (англ. top feeding, загрузка сверху), либо против направления транспортировки непрерывно-литой заготовки тонкого сляба (англ. bottom feeding, загрузка снизу), так что она гидравлически непроницаемо уплотняет кристаллизатор. При начале разливки машины для непрерывной разливки в проходном кристаллизаторе образуется непрерывно-литая заготовка тонкого сляба, которая сварена с головкой затравки. После этого затравка, включая последующую непрерывно-литую заготовку тонкого сляба, вытягивается из кристаллизатора и опирается и перемещается в узле перемещения непрерывно-литой заготовки. Чтобы предотвратить повреждение прокатных клетей затравкой или, соответственно, относительно холодной непрерывно-литой заготовкой тонкого сляба, прокатные клети поднимаются относительно настройки для прокатки горячекатаной полосы, имеющей толщину от 2,5 до 10 мм, так что затравка может проходить группу клетей прокатного стана непрокатанная. В другом случае, конечно, возможно также, чтобы прокатные клети поднимались уже перед пуском. Затем затравка отрезается ножницами от последующей непрерывно-литой заготовки тонкого сляба, и затравка выводится из рольганга между ножницами и сматывающим устройством или, соответственно, сматывающими устройствами. Особенно просто это может осуществляться таким образом, что затравка ускоряется приводными роликами рольганга и в направлении транспортировки складывается на рольганг позади сматывающего устройства. Потом по меньшей мере непрокатанная непрерывно-литая заготовка тонкого сляба подвергается измельчению ножницами на измельченный материал, и измельченный материал выводится. Вывод может осуществляться таким образом, что измельченный материал вводится в скраповую корзину под рольгангом. После этого предпочтительно, когда скорость разливки машины для непрерывной разливки пошагово повышается, в частности до удельной производительности D, где D=h*vc, составляющей 0,45 м2/мин. ≥D≥0,27м2/мин., и непрерывно-литая заготовка тонкого сляба в узле перемещения непрерывно-литой заготовки подвергается уменьшению толщины с помощью гидравлически приставляемых к непрерывно-литой заготовке роликов узла перемещения непрерывно-литой заготовки. Наконец, к непрерывно-литой заготовке тонкого сляба приставляются прокатные клети, так что непрерывно-литая заготовка тонкого сляба прокатывается с получением горячекатаной полосы, причем эта горячекатаная полоса после этого охлаждается, подвергается поперечной резке и сматывается.
Специалисту ясно, что направление транспортировки в машине для непрерывной разливки изменяется с отвесного направления через криволинейный участок на горизонталь и следует материалопотоку через установку.
Простая, чрезвычайно компактная и экономичная комбинированная установка для разливки и прокатки для изготовления горячекатаной полосы из стали имеет:
машину для непрерывной разливки, которая включает в себя проходной кристаллизатор для непрерывного изготовления непрерывно-литой заготовки тонкого сляба, которая при выходе из проходного кристаллизатора имеет жидкую сердцевину, толщину от 45 до 70 мм и ширину от 900 до 2300 мм, и узел перемещения непрерывно-литой заготовки для опирания, перемещения и уменьшения толщины непрерывно-литой заготовки тонкого сляба, имеющий вторичное охлаждение для охлаждения непрерывно-литой заготовки тонкого сляба, при этом непрерывно-литая заготовка тонкого сляба после уменьшения толщины имеет толщину от 35 до 52 мм, предпочтительно 40-50 мм, скорость vC разливки и удельную производительность 0,45 м2/мин. ≥D≥0,27м2/мин., включает в себя:
- группу клетей прокатного стана для горячей прокатки уменьшенной по толщине непрерывно-литой заготовки тонкого сляба, причем эта расположенная непосредственно после машины для непрерывной разливки группа клетей прокатного стана имеет по меньшей мере три, предпочтительно три-пять, особенно предпочтительно ровно четыре прокатные клети, при этом путем горячей прокатки непрерывно-литой заготовки тонкого сляба исключительно из состояния ее литейного нагрева вырабатывается горячекатаная полоса, имеющая толщину 2,5-10 мм, и последний проход прокатки осуществляется в аустенитной области температуры стали;
- участок охлаждения для охлаждения горячекатаной полосы;
- ножницы для поперечной резки охлажденной горячекатаной полосы; и
- сматывающее устройство для сматывания горячекатаной полосы в рулоны.
Так как группа клетей прокатного стана расположена непосредственно после машины для непрерывной разливки, между концом машины для непрерывной разливки и первой прокатной клетью группы клетей прокатного стана не расположен ни нагреватель, ни устройство для удаления окалины. При этом непрерывно-литая заготовка тонкого сляба после машины для непрерывной разливки входит в группу клетей прокатного стана с высокой температурой поверхности и сердцевины и там прокатывается с получением горячекатаной полосы исключительно из состояния своего литейного нагрева, при этом последний проход прокатки осуществляется в аустенитной области температуры стали.
Для компактности машины для непрерывной разливки удобно, когда криволинейный участок узла перемещения непрерывно-литой заготовки имеет радиус дуги от 4,5 до 6,5 м, предпочтительно 5-6 м.
Чтобы не переохладить краевые области непрерывно-литой заготовки тонкого сляба, удобно, когда вторичное охлаждение в нескольких положениях внутри узла перемещения непрерывно-литой заготовки имеет по меньшей мере по две распылительные форсунки, передвигающиеся в направлении ширины непрерывно-литой заготовки тонкого сляба.
Чтобы забирать как можно больше литейного нагрева от машины для непрерывной разливки в группу клетей прокатного стана, предпочтительно, когда в области между концом горизонтального участка узла перемещения непрерывно-литой заготовки и первой клетью группы клетей прокатного стана установлены теплоизоляционные панели (т.н. тепловые экраны Encopanel или, соответственно, англ. heat covers), предпочтительно термотоннель.
Кроме того, оказалось удобным, когда горизонтальное расстояние между двумя прокатными клетями группы клетей прокатного стана составляет от 3 до 6 м, в частности от 4 до 5 м, и/или длина участка охлаждения от 10 до 60 м.
Наконец, удобно, когда между ножницами и парой тянущих роликов расположено подъемное устройство, при этом горячекатаная полоса зажимается тянущими роликами, и горячекатаная полоса может подниматься подъемным устройством, благодаря чему горячекатаная полоса может оттягиваться от ножниц. При т.н. Cobble (англ. недокат) в комбинированной установке для разливки и прокатки сначала горячекатаная полоса режется ножницами, после этого лежащая в направлении транспортировки позади ножниц горячекатаная полоса зажимается тянущими роликами и поднимается подъемным устройством. Благодаря этому горячекатаная полоса оттягивается от ножниц, так что предотвращается столкновение с последующей горячекатаной полосой.
Краткое описание чертежей
Другие преимущества и признаки настоящего изобретения следуют из описания не ограничивающих примеров осуществления. На последующих, схематично изображенных фигурах показано:
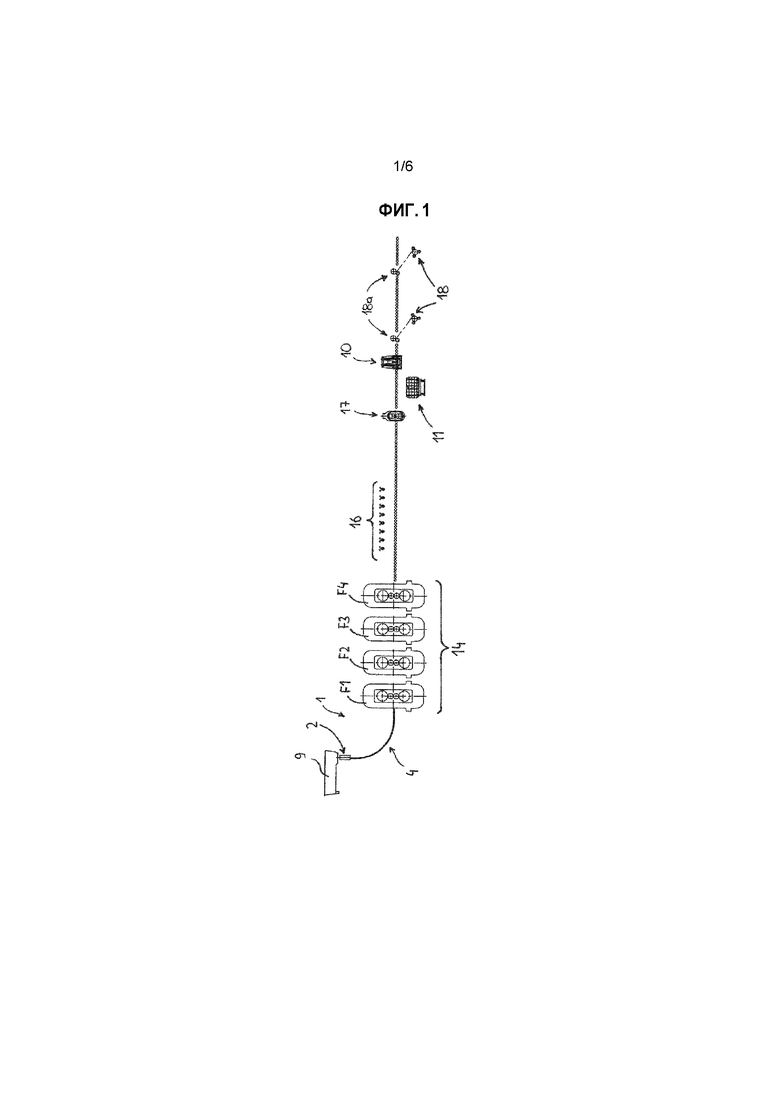
фиг.1: схематичное изображение комбинированной установки для разливки и прокатки;
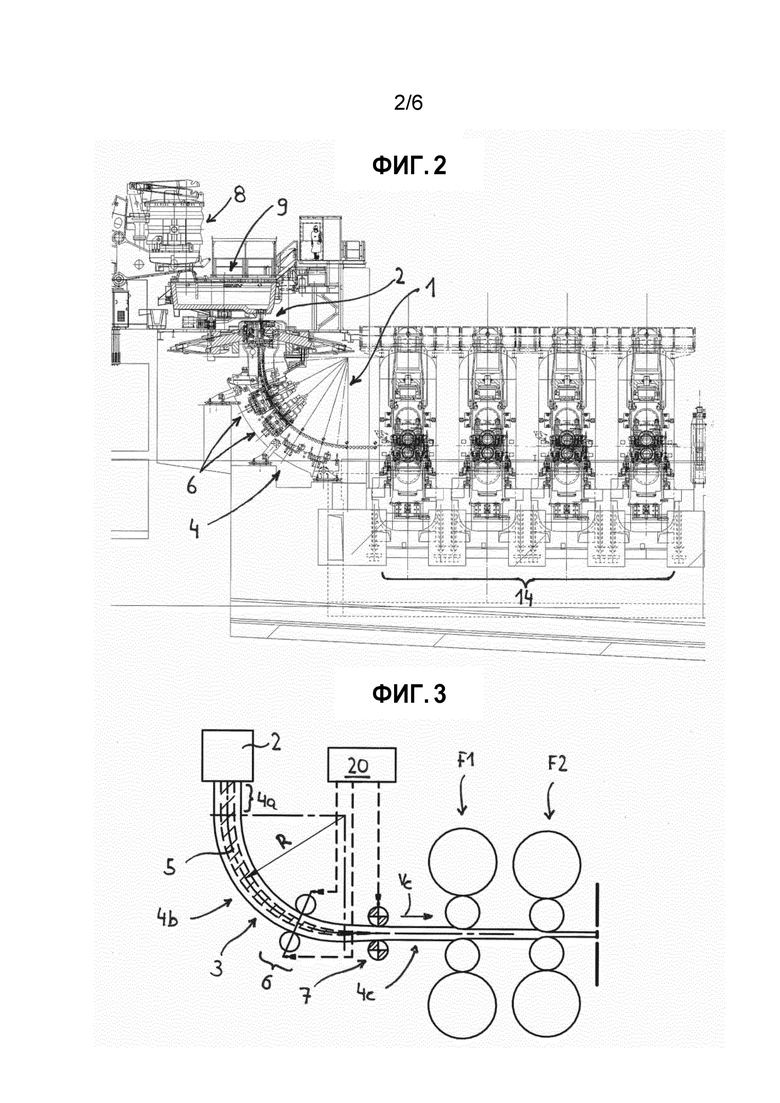
фиг.2: изображение машины для непрерывной разливки с фиг.1;
фиг.3: изображение различных участков узла перемещения непрерывно-литой заготовки машины для непрерывной разливки;
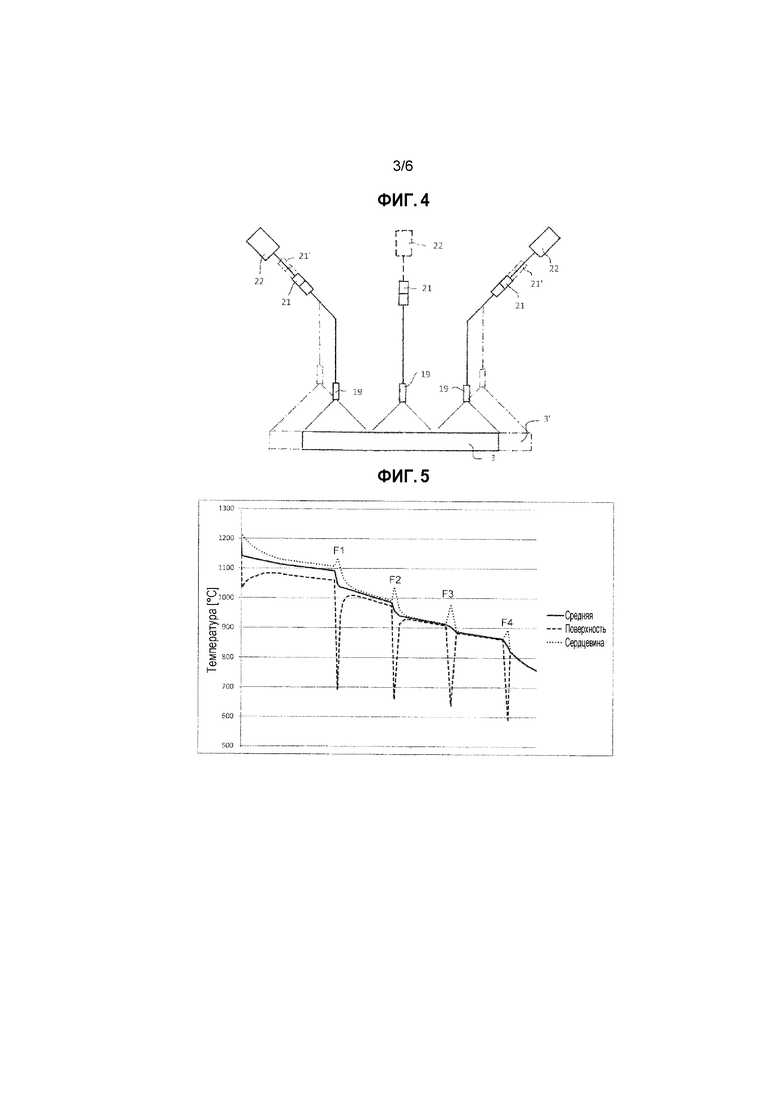
фиг.4: изображение нескольких переставляемых по ширине распылительных форсунок в узле перемещения непрерывно-литой заготовки машины для непрерывной разливки;
фиг.5: изображение кривой изменения температуры при предлагаемом изобретением изготовлении тонкой, горячекатаной готовой полосы в комбинированной установке для разливки и прокатки;
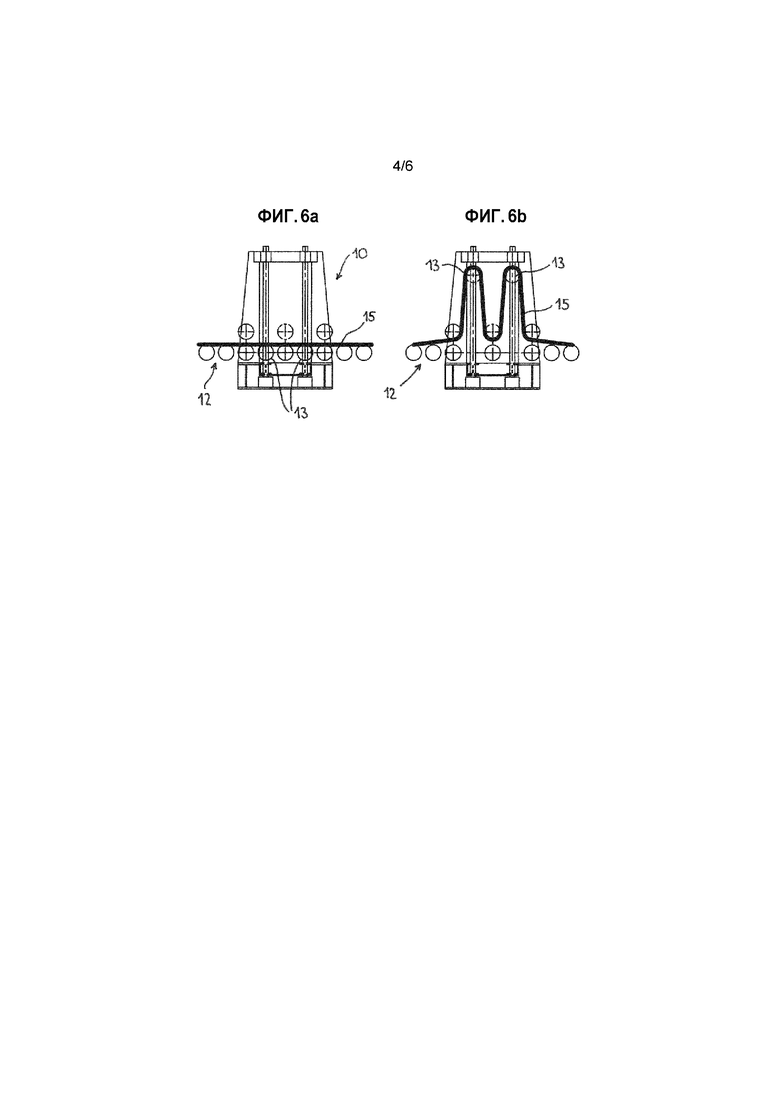
фиг.6a и 6b: по одному изображению вида спереди подъемного устройства в не поднятом и поднятом состоянии;
фиг.7a-7b: шаги при пуске предлагаемой изобретением комбинированной установки для разливки и прокатки.
Описание вариантов осуществления
На фиг.1 схематично показана предлагаемая изобретением комбинированная установка для разливки и прокатки для изготовления полученной горячей прокаткой горячекатаной полосы из стали. Предварительно обработанная вакуумной обработкой жидкая сталь, имеющая содержание углерода ≤ 1 ppm, транспортируется в ковшах к поворотному стенду для ковшей (на фигуре 2 слева вверху изображен ковш 8, подвешенный в поворотном стенде для ковшей) машины 1 для непрерывной разливки и там с помощью промковша 9 заливается в выполненный в виде воронкообразного кристаллизатора проходной кристаллизатор 2. В проходном кристаллизаторе 2 образуется непрерывно-литая заготовка тонкого сляба, имеющая тонкую корочку непрерывно-литой заготовки, которая имеет толщину 55 мм и ширину 1700 мм. Частично затвердевшая непрерывно-литая заготовка 3 тонкого сляба непрерывно вытягивается из проходного кристаллизатора 2 и в последующем узле 4 перемещения непрерывно-литой заготовки опирается, перемещается и дополнительно охлаждается с помощью распылительных форсунок (см. фиг.4, ссылочное обозначение 19) вторичного охлаждения. Узел 4 перемещения непрерывно-литой заготовки имеет вертикальный участок 4a, криволинейный участок 4b, имеющий несколько сегментов узла перемещения непрерывно-литой заготовки, и горизонтальный участок 4c (см. фиг.3). На фиг.2 изображены два сегмента 6 узла перемещения непрерывно-литой заготовки. Каждый сегмент 6 узла перемещения непрерывно-литой заготовки имеет по несколько гидравлически приставляемых к непрерывно-литой заготовке 3 тонкого сляба роликов узла перемещения непрерывно-литой заготовки, вследствие чего непрерывно-литая заготовка 3 тонкого сляба уменьшается до толщины 45. Предпочтительно непрерывно-литая заготовка тонкого сляба при уменьшении толщины имеет жидкую сердцевину 5 (т.н. Liquid Core Reduction, англ. прокатка с еще жидкой сердцевиной) или частично жидкую сердцевину. Чтобы по возможности снизить механическую работу деформации при последующих шагах прокатки в группе 14 клетей прокатного стана и удержать тепло литейного нагрева в непрерывно-литой заготовке 3 тонкого сляба, вторичное охлаждение в узле 4 перемещения непрерывно-литой заготовки, а также скорость vc разливки настраивается устройством 20 управления или регулирования таким образом, чтобы непрерывно-литая заготовка 3 тонкого сляба затвердевала насквозь только в предопределенном положении внутри узла 4 перемещения непрерывно-литой заготовки (см. фиг.3). Машина 1 для непрерывной разливки эксплуатируется со скоростью vc разливки 6 м/мин. и удельной производительностью D=h*vc=0,27 м2/мин.
Управляемая или регулируемая устройством 20 управления или регулирования эксплуатация машины 1 для непрерывной разливки, так чтобы нижний конец жидкой сердцевины (т.е. точка сквозного затвердевания) непрерывно-литой заготовки 3 тонкого сляба оказывалпсь в предопределенном положении внутри узла 4 перемещения непрерывно-литой заготовки, известна, напр., из WO 01/03867 A1. Настоящим соответствующее раскрытие посредством ссылки включается в эту заявку.
Уменьшенная по толщине, насквозь затвердевшая, не очищенная от окалины и бесконечная непрерывно-литая заготовка 3 тонкого сляба непосредственно после непрерывной разливки прокатывается в четырех прокатных клетях F1…F4 группы 14 клетей прокатного стана с получением горячекатаной полосы, имеющей толщину 3,2 мм (см. последующую таблицу, содержащую отдельные значения уменьшения толщины и средние температуры).
Таб.1
После этого горячекатаная полоса охлаждается участком 16 охлаждения до температуры сматывания, режется ножницами 17 и сматывается в рулоны одним из сматывающих устройств.
При возникновении проблемы в группе 14 клетей прокатного стана или участке 16 охлаждения горячекатаная полоса отрезается ножницами 17, лежащий в направлении транспортировки позади ножниц 17 участок горячекатаной полосы зажимается тянущими роликами (напр., пара 18a тянущих роликов сматывающих устройств 18), и нижняя часть участка горячекатаной полосы оттягивается подъемным устройством 10 от ножниц 17. Поступающая от группы 14 клетей прокатного стана горячекатаная полоса измельчается ножницами 17 на короткие участки горячекатаной полосы и выводится, напр., посредством скраповых корзин 11.
На фиг.2 изображены другие детали машины 1 для непрерывной разливки.
На фиг.3 подробнее показан вертикальный участок 4a, криволинейный участок 4b и горизонтальный участок 4c узла 4 перемещения непрерывно-литой заготовки машины 1 для непрерывной разливки. Вследствие прямого кристаллизатора 2 и вертикального участка 4a в стальном расплаве на мениске собираются включения, они вбираются порошкообразным флюсом и в виде литейного шлака используются для смазки непрерывно-литой заготовки. Радиус R криволинейного узла 4b перемещения непрерывно-литой заготовки показан на фиг.3 и у предлагаемой изобретением машины для непрерывной разливки составляет прибл. 5 м. Непрерывно-литая заготовка 3 тонкого сляба непосредственно (т.е. без удаления окалины) после горизонтального участка 4c входит в первую прокатную клеть F1 группы клетей прокатного стана. Также на этой фигуре показано, как непрерывно-литая заготовка 3 тонкого сляба, имеющая жидкую сердцевину 5, выходит из проходного кристаллизатора 2 и уменьшается по толщине в узле 4 перемещения непрерывно-литой заготовки. Уменьшенная по толщине непрерывно-литая заготовка 3 тонкого сляба вытягивается из проходного кристаллизатора 2 с помощью вытягивающего устройства 7, выполненного в виде пары приводных роликов узла перемещения непрерывно-литой заготовки. Чтобы удерживать нижний конец жидкой сердцевины непрерывно-литой заготовки 3 тонкого сляба в определенном положении, устройством 20 управления и/или регулирования управляемым или, соответственно, регулируемым образом осуществляется настройка скорости vc разливки, опционально также уменьшения толщины непрерывно-литой заготовки 3 тонкого сляба с помощью сегментов 6 узла перемещения непрерывно-литой заготовки.
На фиг.4 показано переставляемое по ширине вторичное охлаждение в узле 4 перемещения непрерывно-литой заготовки. Как при узких 3, так и при широких непрерывно-литых заготовках 3' тонкого сляба предотвращается переохлаждение краевых областей непрерывно-литой заготовки 3, при этом наружные две распылительные форсунки 19 выполнены с возможностью смещения, как в направлении ширины, так и нормально к поверхности непрерывно-литой заготовки. Распылительные форсунки 19 с помощью держателей 21, 21' распылительных форсунок соединены с линейным приводом 22, который смещает распылительные форсунки 19 в осевом направлении линейного привода 22. Средняя распылительная форсунка 19 может быть выполнена либо фиксированной, либо, как изображено, тоже с возможностью смещения.
На фиг.5 изображена кривая изменения температуры в °C при предлагаемом изобретением изготовлении горячекатаной готовой полосы в предлагаемой изобретением комбинированной установке для разливки и прокатки; эта фигура соответствует приведенному выше описанию и данным в таб.1. Температура сердцевины изображена соответственно пунктиром, температура поверхности штриховой линией, а средняя температура сплошной линией. Стальной расплав качества DD11 перед непрерывной разливкой подвергается вакуумной обработке, вследствие чего содержание углерода в жидкой стали уменьшается до≤1 ppm. В проходном кристаллизаторе 2 машины 1 для непрерывной разливки образуется частично затвердевшая непрерывно-литая заготовка 3 тонкого сляба, имеющая толщину 55 мм и ширину 1700 мм, и уменьшается по толщине путем Liquid Core Reduction с получением затвердевшей насквозь непрерывно-литой заготовки 3 тонкого сляба, имеющей толщину 45 мм. Затвердевшая насквозь непрерывно-литая заготовка 3 тонкого сляба выходит из горизонтального участка 4c машины 1 для непрерывной разливки со скоростью vc=6 м/мин. разливки и при этом с удельной производительностью D=h*vc=0,27м2/мин. Затвердевшая насквозь непрерывно-литая заготовка 3 тонкого сляба без удаления окалины подводится к группе 14 клетей прокатного стана и там с помощью четырех прокатных клетей F1-F4 обжимается до толщины 3,2 мм. При этом следует заметить, что даже при очень низкой удельной производительности D=0,27м2/мин. последний проход прокатки в прокатной клети F4 осуществляется в аустенитном состоянии стали. После этого горячекатаная полоса охлаждается на участке 16 охлаждения, режется и сматывается в рулоны.
На фиг.6a показано подъемное устройство 10 с фиг.1 в не поднятом, а на фиг.6b в поднятом состоянии. В не поднятом состоянии все нижние ролики рольганга, вкл. два поднимаемых подъемных ролика 13, образуют горизонтальный рольганг 12. Когда, как указано в описании к фиг.1, во время бесконечной эксплуатации в прокатном стане 14 или после нее возникает проблема, бесконечная горячекатаная полоса режется ножницами 17, зажимается, и два подъемных ролика 13 передвигаются вверх (см. поднятое состояние на фиг.6b). Так как горячекатаная полоса 15 зажата в некотором положении позади ножниц 17, нижняя часть участка горячекатаной полосы оттягивается от ножниц 17. Благодаря этому простым образом избегают столкновения между оттянутым участком горячекатаной полосы и горячекатаной полосой, поступающей от группы 14 клетей прокатного стана.
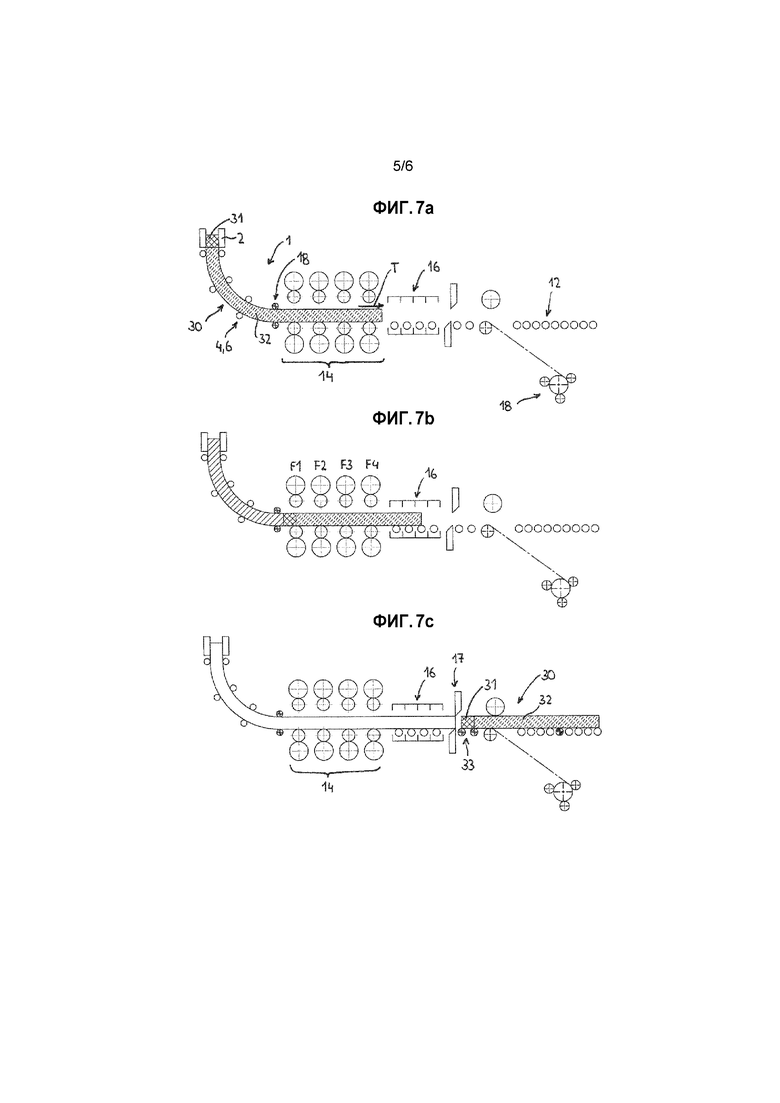
На фиг.7a-7e схематично показаны шаги способа при пуске предлагаемой изобретением комбинированной установки для разливки и прокатки.
На фиг.7a показана комбинированная установка для разливки и прокатки перед началом литья машины для непрерывной разливки. Проходной кристаллизатор 2 гидравлически непроницаемо уплотняется затравкой 30, которая включает в себя головку 31 затравки и звеньевую цепь 32. После начала разливки машины 1 для непрерывной разливки затравка 30 вытягивается тянущими роликами 18a в направлении T транспортировки из охлажденного проходного кристаллизатора 2. При начале разливки головка 31 затравки сваривается с последующей непрерывно-литой заготовкой 3 тонкого сляба (см. фиг.7b), при этом непрерывно-литая заготовка 3 тонкого сляба подпирается узлом 4 перемещения непрерывно-литой заготовки (чаще всего роликами узла перемещения непрерывно-литой заготовки сегмента 6 узла перемещения непрерывно-литой заготовки), перемещается и дополнительно охлаждается вторичным охлаждением.
На фиг.7b затравка уже практически вытянута из машины 1 для непрерывной разливки. Так как затравка 30 существенно холоднее и тверже, чем последующая непрерывно-литая заготовка 3 тонкого сляба, прокатные клети F1…F4 группы 14 клетей прокатного стана находятся в поднятом состоянии, так что затравка 30 может проходить группу 14 клетей прокатного стана непрокатанная. Тем самым предотвращается повреждение рабочих валков прокатных клетей F1…F4.
На фиг.7c затравка уже прошла группу 14 клетей прокатного стана и участок 15 охлаждения и была отрезана ножницам 17 от непрерывно-литой заготовки 3 тонкого сляба. В изображенном состоянии затравка 30 была отделена от ножниц 17 приводными роликами 33 или, соответственно, тянущими роликами.
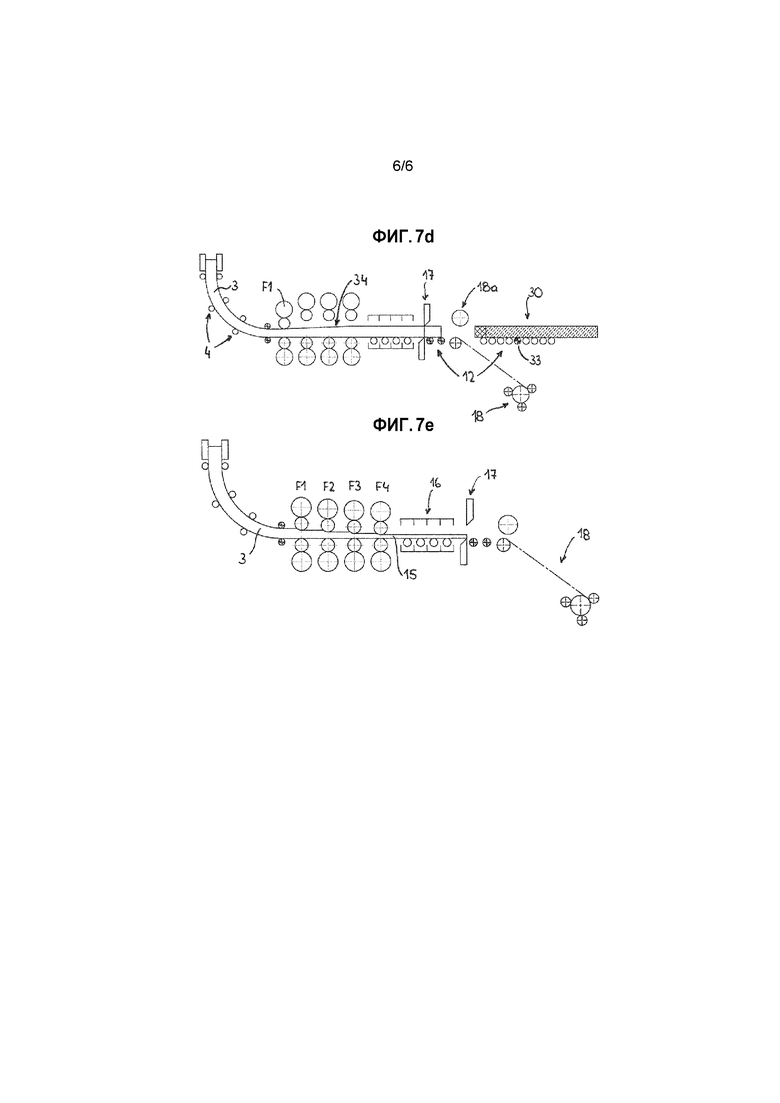
В соответствии с фиг.7d затравка 30 была сложена приводными роликами 3 позади тянущих роликов 18a сматывающего устройства 18 на рольганг 12. Кроме того, скорость vC разливки машины 1 для непрерывной разливки была повышена, и непрерывно-литая заготовка 3 тонкого сляба уменьшена по толщине с помощью узла 4 перемещения непрерывно-литой заготовки, вследствие чего образуется клиновидная часть 34. Непрокатанная непрерывно-литая заготовка 3 тонкого сляба и клиновидная часть 34 измельчаются ножницами 17, и измельченный материал выводится с рольганга 12 между ножницами 17 и сматывающим устройством 18, напр., путем сдвигания измельченного материала в горизонтальном направлении поперек направления T транспортировки. Кроме того, прокатные клети F1-F4 группы 14 клетей прокатного стана теперь пошагово приставляются к уменьшенной по толщине непрерывно-литой заготовке 3 тонкого сляба, и непрерывно-литая заготовка 3 тонкого сляба прокатывается с получением горячекатаной полосы 15. На этой фигуре изображен момент времени, когда первая прокатная клеть F1 приставляется к уменьшенной по толщине непрерывно-литой заготовке 3 тонкого сляба. Проход через прокатные клети F2-F4 происходит еще без прокатки.
На фиг.7e, наконец, были приставлены все прокатные клети F1…F4, так что уменьшенная по толщине непрерывно-литая заготовка 3 тонкого сляба прокатывается с получением горячекатаной полосы, имеющей толщину от 2,5 до 10 мм. Горячекатаная полоса 15 охлаждается на участке 16 охлаждения, после этого подвергается поперечной резке ножницами 17 на длину или, соответственно, вес рулона и сматывается в рулоны в сматывающем устройстве 18.
В отличие от комбинированных установок для разливки и прокатки по уровню техники, предлагаемая изобретением установка гораздо проще, так как ей, напр., нужны только одни единственные ножницы 17, и она обходится совсем без устройства для удаления окалины. Кроме того, пуск этой комбинированной установки для разливки и прокатки существенно проще. Тем не менее, изготовленная горячекатаная полоса 15 отлично подходит в качестве исходного продукта для классической холодной прокатки.
Хотя изобретение было подробнее проиллюстрировано и описано в деталях на предпочтительных примерах осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Машина для непрерывной разливки
2 Проходной кристаллизатор
3, 3' Непрерывно-литая заготовка тонкого сляба
4 Узел перемещения непрерывно-литой заготовки
4a Вертикальный участок узла перемещения непрерывно-литой заготовки
4b Криволинейный участок узла перемещения непрерывно-литой заготовки
4c Горизонтальный участок узла перемещения непрерывно-литой заготовки
5 Жидкая сердцевина
6 Сегмент узла перемещения непрерывно-литой заготовки
7 Вытягивающее устройство
8 Ковш
9 Промковш
10 Подъемное устройство
11 Скраповая корзина
12 Рольганг
13 Поднимаемый подъемный ролик
14 Группа клетей прокатного стана
15 Горячекатаная полоса
16 Участок охлаждения
17 Ножницы
18 Сматывающее устройство
18a Тянущие ролики
19 Распылительная форсунка
20 Устройство управления или регулирования
21, 21' Держатель распылительной форсунки
22 Линейный привод
30 Затравка
31 Головка затравки
32 Звеньевая цепь
33 Приводной ролик
34 Клиновидная часть
h Толщина уменьшенной по толщине непрерывно-литой заготовки тонкого сляба
F1…F4 Прокатная клеть
D Удельная производительность
R Радиус
T Направление транспортировки
vC Скорость разливки
Изобретение относится к области металлургического производства и может быть использовано при изготовлении смотанной горячекатаной полосы из стали в комбинированной установке для разливки и прокатки. Получают непрерывно-литую заготовку тонкого сляба толщиной от 45 до 70 мм и шириной от 900 до 2300 мм путем непрерывной разливки стального расплава в проходном кристаллизаторе машины для непрерывной разливки. Уменьшают толщину непрерывно-литой заготовки до величины от 35 до 52 мм в узле ее перемещения машины для непрерывной разливки. Непрерывно-литую заготовку уменьшенной толщины в состоянии литейного нагрева прокатывают по меньшей мере за три прохода с получением горячекатаной полосы (15) толщиной от 2,5 до 10 мм. Последний проход прокатки осуществляют в аустенитной области температуры стали. Горячекатаную полосу охлаждают на участке охлаждения комбинированной установки, после чего производят ее поперечную резку и сматывание в рулоны. В результате обеспечивается возможность получения горячекатаной полосы высокого качества из различных сталей и сокращение времени на пуск комбинированной установки для разливки и прокатки. 3 н. и 20 з.п. ф-лы, 7 ил., 1 табл.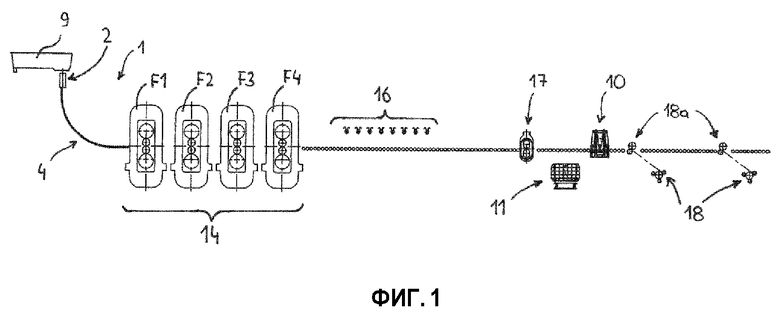
1. Способ непрерывного изготовления смотанной горячекатаной полосы (15) из стали в комбинированной установке для разливки и прокатки, содержащей
- машину (1) для непрерывной разливки для изготовления бесконечной непрерывно-литой заготовки (3, 3') тонкого сляба, имеющую проходной кристаллизатор (2) и узел (4) перемещения бесконечной непрерывно-литой заготовки;
- группу (14) клетей прокатного стана, имеющую прокатные клети (F1…F4) для горячей прокатки непрерывно-литой заготовки (3, 3') тонкого сляба с получением горячекатаной полосы (15);
- участок (16) охлаждения для охлаждения горячекатаной полосы (15);
- ножницы (17) для поперечной резки горячекатаной полосы (15); и
- сматывающее устройство (18) для сматывания горячекатаной полосы (15);
включающий
- непрерывную разливку стального расплава в проходном кристаллизаторе (2) машины (1) для непрерывной разливки с получением непрерывно-литой заготовки (3, 3') тонкого сляба, которая при выходе из проходного кристаллизатора (2) имеет жидкую сердцевину (5), толщину от 45 до 70 мм и ширину от 900 до 2300 мм;
- обеспечение опоры для непрерывно-литой заготовки (3, 3') тонкого сляба, ее перемещение и уменьшение толщины в узле (4) перемещения непрерывно-литой заготовки машины (1) для непрерывной разливки, при этом уменьшенная по толщине непрерывно-литая заготовка (3, 3') тонкого сляба имеет толщину h от 35 до 52 мм, а удельная производительность D=h*vc (м2/мин), где vс - скорость разливки, составляет 0,45≥D≥0,27;
- горячую прокатку бесконечной уменьшенной по толщине непрерывно-литой заготовки тонкого сляба в группе (14) клетей прокатного стана, при этом непрерывно-литую заготовку тонкого сляба в состоянии своего литейного нагрева прокатывают по меньшей мере за три прохода прокатки с получением горячекатаной полосы (15), имеющей толщину от 2,5 до 10 мм, причем последний проход прокатки осуществляют в аустенитной области температуры стали;
- охлаждение горячекатаной полосы (15) на участке (16) охлаждения;
- поперечную резку охлажденной горячекатаной полосы (15); и
- сматывание горячекатаной полосы (15) в рулоны в сматывающем устройстве (18).
2. Способ по п.1, отличающийся тем, что непрерывно-литая заготовка (3, 3') тонкого сляба при выходе из проходного кристаллизатора (2) имеет толщину 55-65 мм и ширину 1100-1900 мм.
3. Способ по п.1 или 2, отличающийся тем, что уменьшенная по толщине непрерывно-литая заготовка (3, 3') тонкого сляба имеет толщину 40-50 мм.
4. Способ по любому из пп.1-3, отличающийся тем, что непрерывно-литую заготовку тонкого сляба в состоянии литейного нагрева прокатывают за четыре прохода прокатки.
5. Способ по любому из пп.1-3, отличающийся тем, что используют машину (1) для непрерывной разливки с устройством (20) регулирования, которое при помощи математической модели непрерывно рассчитывает
- фактическое положение нижнего конца жидкой сердцевины по пути транспортировки непрерывно-литой заготовки (3, 3') тонкого сляба в узле (4) перемещения непрерывно-литой заготовки и
- фактический профиль температуры по пути транспортировки непрерывно-литой заготовки (3, 3') тонкого сляба в узле (4) перемещения непрерывно-литой заготовки и в нормальных к нему плоскостях, при этом осуществляют непрерывное регулируемое охлаждение непрерывно-литая заготовка (3, 3') тонкого сляба с учетом номинального положения нижнего конца жидкой сердцевины в узле (4) перемещения непрерывно-литой заготовки с обеспечением соответствия фактического положения нижнего конца жидкой сердцевины номинальному положению.
6. Способ по любому из пп.1-5, отличающийся тем, что после последнего прохода прокатки в группе (14) клетей прокатного стана и перед охлаждением на участке (16) охлаждения измеряют фактическую температуру T1факт. горячекатаной полосы (15), а охлаждение непрерывно-литой заготовки (3, 3') тонкого сляба в узле (4) перемещения непрерывно-литой заготовки и/или скорость vс разливки настраивают регулируемым образом с обеспечением соответствия фактической температуры T1факт. номинальной температуре T1номин..
7. Способ по любому из пп.1-6, отличающийся тем, что уменьшение толщины непрерывно-литой заготовки (3, 3') тонкого сляба осуществляют путем мягкого обжатия в области, имеющей еще жидкую сердцевину (5) или частично жидкую сердцевину.
8. Способ по любому из пп.1-7, отличающийся тем, что измеряют фактическую температуру T2факт. бесконечной горячекатаной полосы (15) после охлаждения на участке (16) охлаждения, имеющем охлаждающие форсунки, которые активируют регулируемым образом в зависимости от температуры с обеспечением соответствия фактической температуры T2факт. номинальной температуре T2номин..
9. Способ по любому из пп.1-8, отличающийся тем, что горячекатаную полосу (15) затем подвергают травлению и холодной прокатке за несколько проходов в стане холодной прокатки до толщины от 0,3 до 7 мм.
10. Комбинированная установка для разливки и прокатки для изготовления смотанной горячекатаной полосы (15) из стали способом по любому из пп.1-9, содержащая
машину (1) для непрерывной разливки, которая включает проходной кристаллизатор (2) для непрерывного изготовления непрерывно-литой заготовки (3, 3') тонкого сляба, которая при выходе из проходного кристаллизатора (2) имеет жидкую сердцевину (5), толщину от 45 до 70 мм и ширину от 900 до 2300 мм; и
узел (4) перемещения непрерывно-литой заготовки для обеспечения опоры, перемещения и уменьшения толщины непрерывно-литой заготовки (3, 3') тонкого сляба, имеющий вторичное охлаждение для охлаждения непрерывно-литой заготовки (3, 3') тонкого сляба, при этом непрерывно-литая заготовка (3, 3') тонкого сляба после уменьшения толщины имеет толщину от 35 до 52 мм, а удельная производительность D=h*vс (м2/мин), где vс - скорость разливки, составляет 0,45≥D≥0,27;
- расположенную непосредственно после машины (1) для непрерывной разливки группу (14) клетей прокатного стана для горячей прокатки уменьшенной по толщине непрерывно-литой заготовки (3, 3') тонкого сляба, которая имеет по меньшей мере три прокатные клети (F1…F4) и выполнена с возможностью получения путем горячей прокатки непрерывно-литой заготовки (3, 3') тонкого сляба в состоянии ее литейного нагрева горячекатаной полосы (15), имеющей толщину от 2,5 до 10 мм, и осуществления последнего прохода прокатки в аустенитной области температуры стали;
- участок (16) охлаждения для охлаждения горячекатаной полосы (15);
- ножницы (17) для поперечной резки охлажденной горячекатаной полосы (15); и
- сматывающее устройство (18) для сматывания горячекатаной полосы (15) в рулоны.
11. Комбинированная установка по п.10, отличающаяся тем, что непрерывно-литая заготовка (3, 3') тонкого сляба при выходе из проходного кристаллизатора (2) имеет толщину 55-65 мм и ширину 1100-1900 мм.
12. Комбинированная установка по п.10 или 11, отличающаяся тем, что непрерывно-литая заготовка (3, 3') тонкого сляба после уменьшения толщины имеет толщину 40-50 мм.
13. Комбинированная установка по любому из пп.10-12, отличающаяся тем, что группа (14) клетей прокатного стана имеет четыре прокатные клети (F1…F4).
14. Комбинированная установка по любому из пп.10-13, отличающаяся тем, что машина (1) для непрерывной разливки содержит устройство (20) регулирования для непрерывного расчета с помощью математической модели
- фактического положения нижнего конца жидкой сердцевины по пути транспортировки непрерывно-литой заготовки (3, 3') тонкого сляба в узле (4) перемещения непрерывно-литой заготовки и
- фактического профиля температуры по пути транспортировки непрерывно-литой заготовки (3, 3') тонкого сляба в узле (4) перемещения непрерывно-литой заготовки и в нормальных к нему плоскостях,
при этом устройство (20) регулирования регулируемым образом настраивает по меньшей мере одну величину из группы, включающей интенсивность охлаждения во вторичном охлаждении и скорость vс разливки, с учетом номинального положения нижнего конца жидкой сердцевины в узле перемещения непрерывно-литой заготовки с обеспечением соответствия фактического положения нижнего конца жидкой сердцевины непрерывно-литой заготовки (3, 3') тонкого сляба номинальному положению.
15. Комбинированная установка по любому из пп.10-14, отличающаяся тем, что криволинейный участок (4b) узла (4) перемещения непрерывно-литой заготовки имеет радиус R дуги от 4,5 до 6,5 м, предпочтительно 5-6 м.
16. Комбинированная установка по любому из пп.10-15, отличающаяся тем, что в области между концом горизонтального участка (4c) узла (4) перемещения непрерывно-литой заготовки и первой клетью (F1) группы (14) клетей прокатного стана установлены теплоизоляционные панели, предпочтительно термотоннель.
17. Комбинированная установка по любому из пп.10-16, отличающаяся тем, что горизонтальное расстояние между двумя прокатными клетями (F1, F2, F3, F4) группы (14) клетей прокатного стана составляет от 3 до 6 м, в частности от 4 до 5 м.
18. Комбинированная установка по любому из пп.10-17, отличающаяся тем, что длина участка (16) охлаждения составляет от 10 до 60 м.
19. Комбинированная установка по любому из пп.10-18, отличающаяся тем, что между ножницами (17) и парой тянущих роликов (18a) расположено подъемное устройство (10), при этом тянущие ролики (18a) выполнены с возможностью зажатия горячекатаной полосы (15), а подъемное устройство (10) выполнено с возможностью подъема горячекатаной полосы (15) для обеспечения ее оттягивания от ножниц (17).
20. Способ пуска комбинированной установки для разливки и прокатки по любому из пп.10-19, включающий
- начало разливки машины (1) для непрерывной разливки, при этом используют затравку (30) для уплотнения проходного кристаллизатора (2) машины (1) для непрерывной разливки, которую вытягивают в направлении (T) транспортировки из проходного кристаллизатора (2);
- обеспечение опоры для следующей за затравкой (30) непрерывно-литой заготовки (3, 3') тонкого сляба и ее перемещение в узле (4) перемещения непрерывно-литой заготовки машины для непрерывной разливки;
- прохождение прокатных клетей (F1…F4) группы (14) клетей прокатного стана, при этом обеспечивают прохождение затравкой (30) группы (14) клетей прокатного стана без прокатки;
- отрезание затравки (30) ножницами (17);
- вывод затравки (30),
- поперечную резку непрокатанной непрерывно-литой заготовки (3, 3') тонкого сляба ножницами (17) и вывод измельченного материала;
- уменьшение толщины непрерывно-литой заготовки (3, 3') тонкого сляба в узле (4) перемещения непрерывно-литой заготовки;
- установку прокатных клетей (F1…F4) к непрерывно-литой заготовке (3, 3') тонкого сляба и горячую прокатка непрерывно-литой заготовки (3, 3') тонкого сляба с получением горячекатаной полосы (15);
- охлаждение горячекатаной полосы (15) на участке (16) охлаждения;
- поперечную резку охлажденной горячекатаной полосы (15); и
- сматывание горячекатаной полосы (15) в рулоны в сматывающем устройстве (18).
21. Способ по п.20, отличающийся тем, что при выводе затравки (30) обеспечивают прохождение ею сматывающего устройства (18) и складывание позади него в направлении (T) транспортировки.
22. Способ по п.20 или 21, отличающийся тем, что после вывода измельченного материала осуществляют повышение скорости разливки.
23. Способ по любому из пп.20-22, отличающийся тем, что при повышении скорости разливки устанавливают удельную производительность D=h*vc (м2/мин), которая составляет 0,45≥D≥0,27.
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОВМЕЩЕННОЙ УСТАНОВКИ РАЗЛИВКИ И ПРОКАТКИ | 2009 |
|
RU2489227C2 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ КАТАНОЙ ПОЛОСЫ | 1984 |
|
SU1193867A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2008 |
|
RU2453393C2 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| DE 102007022932 A1, 20.12.2007. | |||

