Область изобретения
Изобретение относится к устройству и способу литья и прокатки металла, в частности стали, посредством литейных установок и расположенного за ними прокатного стана.
Для ясности необходимо пояснить вначале некоторые термины, которые в рамках предлагаемого описания используются с одинаковым значением. Понятия «тонкий сляб» и «сляб» обозначают соответственно по возможности тонкий сляб (5-35 мм толщины), тонкий сляб (35-90 мм толщины), сляб средней толщины (90-150 мм) или черновую полосу (20-50 мм толщины).
Термин «горизонтальная установка непрерывной разливки для литья тонких слябов» в рамках предлагаемого описания соответствует горизонтальной установке для литья полос, в частности ВСТ-установке (Belt Casting Technology) или DSC-установке (Direct Strip Casting).
Термин «вертикальная установка непрерывной разливки для литья тонких слябов» в рамках предлагаемого описания включает, в частности, следующие типы установок: установку для отливки тонких слябов в смысле Compact Strip Production, вертикальную установку непрерывной разливки с последующим гибочным и правильным устройством для заготовки с еще жидкой сердцевиной, вертикальную установку для литья с последующим гибочным и правильным устройством для полностью затвердевшей заготовки (например, CSP-установку) или радиальную установку.
Уровень техники
В публикации ЕР 1708830 В1 показана CSP-установка, которая разработана для производства тонких слябов толщиной примерно 50 мм. В частности, в этой публикации представлена двухручьевая установка. Произведенные на этой установке заготовки подаются на общий прокатный стан. При этом транспортировка заготовок осуществляется посредством так называемых поворотных «паромных» устройств. Дополнительно параллельно расположена прокатная установка для обычных толстых слябов или также слябов средней толщины, в начале которой подключен двухклетевой черновой стан, посредством которого вводимые в CSP-линию слябы обжимают до толщины 50 мм. Для ввода слябов в CSP-линию предварительно подключают черновую клеть или листопрокатную клеть.
В описании к патенту ЕР 1318876 В1 предусмотрены две CSP-установки, за которыми расположен прокатный стан. Одна из этих установок служит для производства углеродистой стали, а другая - для производства высококачественной и нержавеющей стали. Стальные слябы в этих CSP-установках изгибают.
Несмотря на вышеописанный уровень техники, техническая задача состоит в том, чтобы усовершенствовать известное устройство и известный способ литья и прокатки металла, что позволит использовать их также для производства высоколегированных или сверх высоколегированных сталей, а также тонких полос.
Раскрытие изобретения
Техническая задача решается за счет заявленного устройства для литья и прокатки металла, которое включает, по меньшей мере, одну первую и одну вторую литейную линию для литья слябов и средства для транспортировки отлитых на первой литейной линии слябов на вторую литейную линию и прокатный стан для прокатки отлитых слябов, при этом первая литейная линия выполнена как горизонтальная установка непрерывной разливки для литья тонких слябов, которая включает, по меньшей мере, один загрузочный сосуд для расплава и простирающийся горизонтально в направлении литья позади, по меньшей мере, одного загрузочного сосуда ленточный транспортер, и при этом вторая литейная линия также выполнена как горизонтальная установка непрерывной разливки для литья тонких слябов или выполнена как вертикальная установка непрерывной разливки для литья тонких слябов, которая включает, по меньшей мере, один кристаллизатор для вертикальной отливки слябов, а также гибочное и правильное устройство для изгиба вертикально отлитого сляба в горизонтальное положение, и при этом позади одной из двух литейных линий расположен прокатный стан для прокатки литых слябов и, по меньшей мере, две литейные линии и средства для транспортировки выполнены таким образом, что отлитые соответственно на одной, по меньшей мере, из двух литейных линий слябы могут подаваться на прокатный стан.
Благодаря этому заявленному устройству прокатные клети могут быть лучше загружены. Кроме того, уже имеющиеся прокатные клети могут быть лучше загружены за счет расширения дополнительных литейных линий. Кроме того, за счет дополнительной горизонтальной установки непрерывной разливки для литья тонких слябов можно производить высоколегированные или сверх высоколегированные стали, равно как и чувствительные к растрескиванию стали и, в частности, стали с высоким содержанием алюминия, так как тонкие слябы в горизонтальной установке непрерывной разливки для литья тонких слябов в связи с перемещающимся вместе с ними кристаллизатором или ленточным транспортером не вступают в контакт с литейным порошком. Посредством комбинации с горизонтальной установкой непрерывной разливки для литья тонких слябов достигается также мелкозернистая структура за счет быстрого затвердевания, а также низкая склонность к сегрегации. Кроме того, за счет перемещающегося вместе со слябами кристаллизатора могут быть исключены следы возвратно-поступательного движения на отливке. Также исключаются возможные повреждения в результате трещин, изгибов или правки. Кроме того, предусмотренная дополнительно установка непрерывной разливки для литья тонких слябов может обрабатывать также стандартные стали. Таким образом, значительно расширяется в целом производственная программа или спектр изделий, в сравнении с известными устройствами. За счет внедрения технологии литья тонких слябов могут также изготовляться непосредственно полосы толщиной ниже 15 мм, что значительно снижает трудоемкость прокатки на прокатном стане.
В предпочтительной форме осуществления устройства, каждая, по меньшей мере, из двух литейных линий выполнена как горизонтальная установка непрерывной разливки для литья тонких слябов, после которой расположен прокатный стан для прокатки литых тонких слябов. Благодаря такому расположению может рентабельно эксплуатироваться даже устройство, которое включает лишь горизонтальные установки непрерывной разливки для литья тонких слябов.
В другой предпочтительной форме осуществления устройства, по меньшей мере, две литейные линии выполнены таким образом, что могут отливать настолько тонкие слябы, что литые слябы не нуждаются в черновой клети для прокатки слябов перед вводом на прокатный стан. Благодаря такому расположению достигается экономия за счет рабочего пространства, энергии и себестоимости.
В другой предпочтительной форме осуществления устройства, установка непрерывной разливки для литья тонких слябов выполнена для литья и прокатки слябов толщиной между 40 мм и 120 мм и/или горизонтальная установка непрерывной разливки для литья тонких слябов выполнена для литья и прокатки слябов толщиной между 5 мм и 35 мм (предпочтительно 10 мм и 20 мм).
В другой предпочтительной форме осуществления устройства, по меньшей мере, одна установка непрерывной разливки для литья тонких слябов выполнена для литья высоколегированных и сверх высоколегированных сталей.
В другой предпочтительной форме осуществления устройства, в направлении литья позади ленточного транспортера, по меньшей мере, одной установки непрерывной разливки для литья тонких слябов расположено, по меньшей мере, одно термостатирующее устройство, в частности, печь и/или в направлении литья позади гибочного устройства, по меньшей мере, одной установки непрерывной разливки для отливки тонких слябов расположено, по меньшей мере, одно термостатирующее устройство, в частности, печь.
В другой предпочтительной форме осуществления устройства, средства для транспортировки слябов, отлитых на одной, по меньшей мере, из двух литейных линий, на другую, по меньшей мере, из двух литейных линий образованы «паромными» устройствами, в частности, поворотными «паромными» устройствами и/или «паромные» устройства выполнены таким образом, что транспортировка осуществляется в секцию термостатирующего устройства другой литейной линии, по меньшей мере, из двух литейных линий.
В другой предпочтительной форме осуществления устройства, по меньшей мере, две литейные линии расположены параллельно одна другой и/или одна рядом с другой.
В другой предпочтительной форме осуществления устройства, устройство включает в целом три литейные линии, которые расположены параллельно одна другой, при этом в направлении литья позади средней из трех литейных линий расположен прокатный стан для прокатки отлитых на литейных линиях слябов.
Кроме того, изобретение включает способ литья и прокатки металла, по меньшей мере, на двух литейных линиях, называемых в дальнейшем также первая и вторая линия, для отливки слябов, в частности, при помощи устройства по одному из предыдущих пунктов формулы изобретения, при этом, по меньшей мере, на одной из литейных линий горизонтально отливают тонкие слябы и, по меньшей мере, на другой литейной линии также горизонтально отливают тонкие слябы и/или отливают слябы вертикально и/или радиально и во время или после литья изгибают в горизонтальном направлении, при этом литые слябы подаются затем на прокатный стан. Преимущества способа согласно изобретению в значительной степени соответствуют преимуществам устройства согласно изобретению.
В предпочтительной форме осуществления способа, горизонтально отлитые тонкие слябы изготовлены из сталей с содержанием алюминия до 10%.
В другой предпочтительной форме осуществления способа, горизонтально отлитые тонкие слябы изготовлены из сталей с содержанием алюминия между 1% и 3%.
В другой предпочтительной форме осуществления способа, горизонтально отлитые тонкие слябы изготовлены из высокоуглеродистых сталей, низколегированных сталей, высоколегированных сталей и перитектических сталей.
Краткое описание чертежей
Ниже кратко описаны фигуры чертежей, содержащие примеры осуществления. Другие детали вытекают из детального описания примеров осуществления. При этом показаны:
Фиг.1а - схематичный вид сверху примера осуществления устройства согласно изобретению, в котором горизонтальная установка непрерывной разливки для литья тонких слябов посредством «паромных» устройств» связана с двухручьевой установкой непрерывной разливки для литья тонких слябов;
Фиг.1b - перспективный вид устройства с фиг.1а, но с общим распределительным желобом для двухручьевой вертикальной установки непрерывной разливки для литья тонких слябов;
Фиг.1с - схематичный вид сверху примера осуществления устройства согласно изобретению аналогично фиг.1а, но с короткой секцией термостатирующего устройства;
Фиг.1d - перспективный вид устройства с фиг.1с;
Фиг.2а - схематичный вид сверху примера осуществления согласно изобретению с установкой непрерывной разливки для литья тонких слябов вместе с расположенным позади нее прокатным станом и связываемыми с этой установкой посредством поворотных «паромных» устройств двумя горизонтальными установками непрерывной разливки для литья тонких слябов;
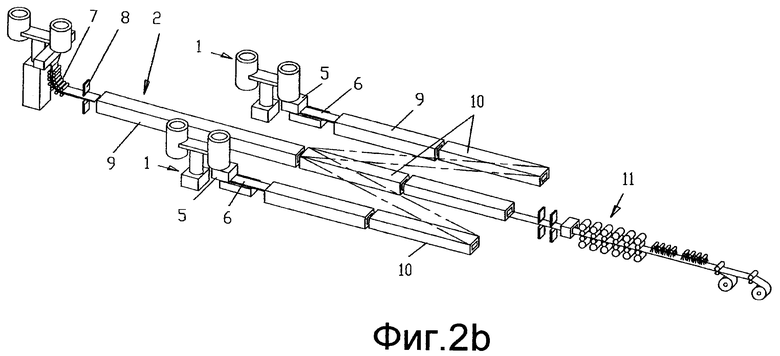
Фиг.2b - перспективный вид устройства с фиг.2а;
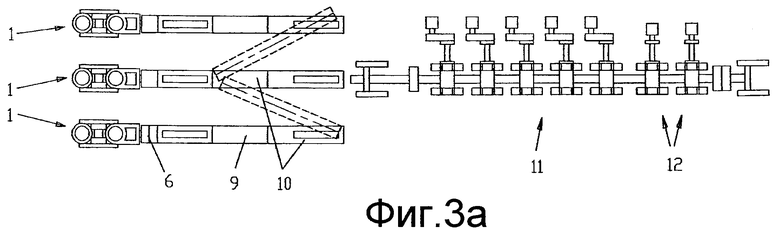
Фиг.3а - схематичный вид сверху примера осуществления согласно изобретению с горизонтальной установкой непрерывной разливки для литья тонких слябов вместе с расположенным позади нее прокатным станом и связываемыми с этой установкой посредством поворотных «паромных» устройств двумя другими горизонтальными установками непрерывной разливки для литья тонких слябов;
Фиг.3b - перспективный вид устройства с фиг.3а;
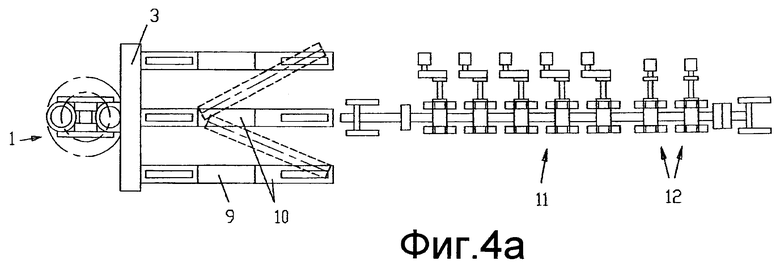
Фиг.4а - схематичный вид сверху примера осуществления согласно изобретению трех горизонтальных установок непрерывной разливки для литья тонких слябов, которые питаются посредством общего распределительного желоба и связаны друг с другом посредством поворотных «паромных» устройств и позади которых расположен общий прокатный стан;
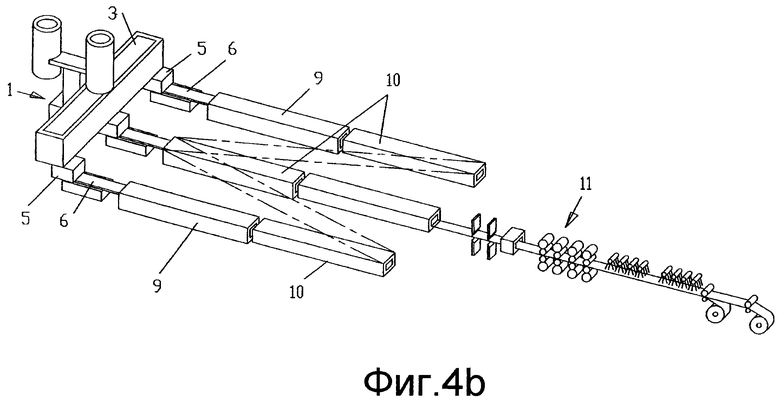
Фиг.4b - перспективный вид устройства с фиг.4а.
На фиг.1а показан пример осуществления согласно изобретению устройства с двумя CSP-установками 2 или вертикальными установками непрерывной разливки для литья тонких слябов 2. Эти вертикальные установки непрерывной разливки для литья тонких слябов 2 как таковые известны. На этих установках заготовку вначале отливают вертикально при помощи кристаллизатора 4, затем изгибают посредством гибочного устройства 7 и, наконец, правят при помощи правильного аппарата. Далее в направлении литья выборочно предусмотрено устройство 8 или ножницы 8 для резки заготовок. Затем слябы попадают в термостатирующее устройство 9, в частности, печь 9. Там слябы могут, например, нагреваться или удерживаться при определенной температуре.
Рядом с двумя CSP-установками 2 расположена горизонтальная УНРС для отливки тонких слябов 1. Предпочтительно она находится параллельно рядом с одной из вертикальных УНРС для отливки тонких слябов 2. Показанная в верхней части на фиг.1а установка 1 включает загрузочный сосуд 5 для расплава, а также ленточный транспортер 6, на который подают жидкий расплав и на котором начинает затвердевать металлическая полоса. Позади них расположена предусмотренная на фиг.1а термостатирующая зона или устройство 9.
Далее, в показанном на фиг.1 примере осуществления предусмотрены поворотные «паромные» устройства 10, чтобы транспортировать слитки с конца расположенных по обеим сторонам литейных линий на расположенную посередине литейную линию. Конструкция поворотных «паромных» устройств 10 специалисту известна. Альтернативно могут быть предусмотрены также параллельные «паромные» устройства, которые также всем известны. По усмотрению зоны термостатирования 9 могут быть выполнены как печи с роликовым подом, в частности, «паромные» устройства 10 выполнены как транспортные устройства для туннельных печей. За счет соответствующего использования «паромных» устройств 10 слябы могут подаваться с каждой из трех установок 1, 2 на расположенный позади прокатный стан 11. В частности, в целом, как показано, три литейные линии или установки 1, 2 расположены рядом друг с другом. Прокатный стан 11 находится предпочтительно в одну линию относительно средней из трех литейных линий. Произведенные на боковых литейных линиях слябы могут в этом случае при помощи «паромных» устройств 10 транспортироваться в секцию термостатирующего устройства 9, которое расположено в одну линию с прокатным станом. В общем, можно также предусмотреть, чтобы для одной или нескольких литейных линий слябы со стороны вводились на одну из литейных линий. Далее, на одной из литейных линий может быть предусмотрена также дополнительная черновая клеть, чтобы прокатывать вводимые слябы. Конструкция расположенного позади литейных установок 1, 2 прокатного стана 11, в том числе предпочтительно с несколькими прокатными клетями 12, не является предметом этого изобретения и осуществляется в известном порядке.
На фиг.1b показано устройство с фиг.1а, при этом кристаллизаторы 4 вертикальных установок непрерывной разливки для литья и прокатки тонких слябов 2 получают расплав посредством общего распределительного желоба 3.
Устройство с фиг.1а и 1b позволяет комбинировать преимущества горизонтальных установок 1 непрерывной разливки для литья тонких слябов с преимуществами вертикальных установок 2 непрерывной разливки для литья тонких слябов. Прокатный стан 11 хорошо загружен, так как три литейные линии снабжают один прокатный стан 11. Если бы была предусмотрена лишь одна установка 1 непрерывной разливки для литья тонких слябов, то инвестиция капитала в прокатный стан 11 была бы относительно велика, измеряя по произведенному объему литейной установки 1 для тонких слябов. Если в эксплуатации уже имеется одна вертикальная установка 2 для литья тонких слябов, то ее можно дополнить, согласно изобретению, за счет горизонтальной установки 1 непрерывной разливки для литья тонких слябов, вследствие чего увеличится также рентабельность уже существующего прокатного стана 11 и расширится спектр производства.
На фиг.1с и 1d показан аналогичный пример осуществления устройства согласно изобретению, что и на фиг.1а и 1b. В отличие от представленного на фиг.1а и 1b устройства, горизонтальная установка 1 непрерывной разливки для литья тонких слябов (показана в верхней части на фиг.1b и 1c) выполнена однако с коротким термостатирующим устройством 9. Также эти установки могут теперь работать более рентабельно, хотя они имеют лишь короткую зону термостатирования 9 для промежуточных установок для отливки тонких и самых тонких слябов. Остальная схема расположения соответствует представленному расположению на фиг.1а и 1b.
На фиг.2а показана вертикальная установка 2 непрерывной разливки для литья тонких слябов, позади которой в одну линию расположен прокатный стан 11. Рядом с этой установкой с обеих сторон расположены горизонтальные установки 1 непрерывной разливки для литья тонких слябов того же типа, что и представленные уже на фиг.1b и 1с. Аналогично вышеописанным примерам осуществления, слитки с расположенных по обеим сторонам двух установок 1 непрерывной разливки для литья тонких слябов или литейных линий могут транспортироваться или перемещаться посредством «паромных» устройств 10, предпочтительно с конца соответствующего термостатирующего устройства 9, в секцию зоны термостатирования 9 средней литейной линии или установки 2 непрерывной разливки для литья тонких слябов. Эта секция расположена предпочтительно, если смотреть в направлении литья, в средней зоне термостатирующего устройства 9 вертикальной установки 2 непрерывной разливки для литья. После того как слитки поступили с боковых литейных линий в эту секцию, они проходят предпочтительно еще часть зоны термостатирования 9 и затем подаются на прокатный стан 11.
На фиг.2b показано аналогичное расположение, что и на фиг.2а, но в перспективном виде. Позиции следует понимать как аналогичные обозначениям на фиг.1а-1d.
На фиг.3а и 3b показан другой пример осуществления устройства согласно изобретению в виде сверху и в перспективном виде. В этом примере осуществления представлены расположенные рядом друг с другом три горизонтальные установки 1 непрерывной разливки для литья тонких слябов, при этом из трех установок позади расположенной в середине установки 1 непрерывной разливки для литья тонких слябов в одну линию с ней расположен прокатный стан 11. Аналогично предыдущим примерам осуществления, предусмотрена система «паромных» устройств 10 для транспортировки слябов из расположенных по обеим сторонам установок на расположенную в середине установку или литейную линию.
Фиг.4а и 4b следует рассматривать аналогичными фиг.3а и 3b, но при этом все литейные линии снабжаются расплавом посредством общего распределительного желоба 3. В этом случае может идти речь об установке из трех или большего числа нитей, которая снабжает один прокатный стан 11.
В общем, признаки из всех фигур можно комбинировать одни с другими или отдельные конструктивные детали специалист может подгонять в зависимости от соответствующего применения.
Перечень позиций к чертежам
1: Горизонтальная установка непрерывной разливки для отливки тонких слябов
2: Вертикальная установка непрерывной разливки для отливки тонких слябов
3: Распределительный желоб
4: Кристаллизатор
5: Загрузочный сосуд
6: Ленточный транспортер
7: Гибочное устройство/правильное устройство
8: Отрезное устройство
9: Термостатирующее устройство
10: Поворотное «паромное» устройство
11: Прокатный стан
12: Прокатная клеть





Изобретение относится к металлургии. Устройство содержит одну первую и одну вторую литейную линию для литья слябов, а также прокатный стан для прокатки отлитых слябов. Первая литейная линия выполнена как горизонтальная установка (1) непрерывной разливки для литья тонкие слябов, включающая загрузочный сосуд (5) для расплава и простирающийся горизонтально в направлении литья позади загрузочного сосуда (5) ленточный транспортер (6). Вторая литейная линия выполнена как горизонтальная установка (2) непрерывной разливки для литья тонких слябов или как вертикальная установка (2) непрерывной разливки для литья тонких слябов, включающая кристаллизатор (4) для вертикальной отливки слябов, а также гибочное и правильное устройство (7). Позади литейных линий расположен прокатный стан (11) для прокатки литых слябов. Отлитые соответственно на одной из двух литейных линий слябы могут подаваться на прокатный стан (11). Обеспечивается возможность производства полос из высоколегированных или сверхвысоколегированных сталей. 2 н. и 11 з.п. ф-лы, 10 ил.
1. Устройство для литья и прокатки металла, содержащее, по меньшей мере, одну первую и одну вторую литейную линию для литья слябов; средства для транспортировки слябов, отлитых на первой литейной линии, на вторую литейную линию и прокатный стан для прокатки литых слябов, отличающееся тем, что первая литейная линия выполнена в виде горизонтальной установки (1) непрерывной разливки для литья тонких слябов, которая включает, по меньшей мере, один загрузочный сосуд (5) для расплава и горизонтально простирающийся в направлении литья позади, по меньшей мере, одного загрузочного сосуда (5) ленточный транспортер (6), причем вторая литейная линия выполнена в виде горизонтальной установки (1) непрерывной разливки для литья тонких слябов или в виде вертикальной установки (2) непрерывной разливки для литья тонких слябов, которая включает в себя, по меньшей мере, один кристаллизатор (4) для вертикальной отливки слябов, а также гибочное и правильное устройство (7) для изгиба и правки вертикально отлитого сляба в горизонтальное положение, при этом позади одной из двух литейных линий расположен прокатный стан (11) для прокатки литых слябов, а, по меньшей мере, две литейные линии и средства для транспортировки слябов выполнены таким образом, что отлитые соответственно на одной, по меньшей мере, из двух литейных линий слябы могут подаваться на прокатный стан (11).
2. Устройство по п.1, отличающееся тем, что каждая, по меньшей мере, из двух литейных линий выполнена как установка (1) непрерывной разливки для литья тонких слябов, после которых расположен прокатный стан (11) для прокатки литых тонких слябов.
3. Устройство по п.1, отличающееся тем, что, по меньшей мере, две литейные линии выполнены с возможностью отливки слябов в виде настолько тонких полос, что не нуждаются в черновой клети для прокатки слябов перед вводом на прокатный стан (11).
4. Устройство по любому из пп.1-3, отличающееся тем, что вертикальная установка (2) непрерывной разливки для литья тонких слябов выполнена для литья слябов толщиной между 40 мм и 120 мм, и/или горизонтальная установка (1) непрерывной разливки для литья тонких слябов выполнена для литья слябов толщиной между 5 мм и 35 мм, предпочтительно 10 мм и 20 мм.
5. Устройство по любому из пп.1-3, отличающееся тем, что, по меньшей мере, одна горизонтальная установка (1) непрерывной разливки для литья тонких слябов выполнена для литья тонких слябов из высоколегированных и сверхвысоколегированных сталей.
6. Устройство по любому из пп.1-3, отличающееся тем, что в направлении литья позади ленточного транспортера (6), по меньшей мере, одной установки (1) непрерывной разливки для литья тонких слябов расположено, по меньшей мере, одно термостатирующее устройство (9), в частности печь (9), и/или в направлении литья позади гибочного и правильного устройства (7), по меньшей мере, одной вертикальной установки (2) непрерывной разливки для литья тонких слябов расположено, по меньшей мере, одно термостатирующее устройство (9), в частности печь (9).
7. Устройство по любому из пп.1-3, отличающееся тем, что средства для транспортировки слябов, отлитых на одной, по меньшей мере, из двух литейных линий на другую, по меньшей мере, из двух литейных линий образованы «паромными» устройствами (10), в частности поворотными «паромными» устройствами (10), и/или что «паромные» устройства выполнены таким образом, что транспортировка осуществляется в секцию термостатирующего устройства (9) другой литейной линии, по меньшей мере, из двух литейных линий.
8. Устройство по любому из пп.1-3, отличающееся тем, что, по меньшей мере, две литейные линии расположены параллельно одна другой и/или одна рядом с другой.
9. Устройство по любому из пп.1-3, отличающееся тем, что устройство включает в целом три литейные линии, которые расположены параллельно рядом одна с другой, при этом прокатный стан (11) для прокатки отлитых на литейных линиях слябов расположен в направлении литья позади и/или в одну линию относительно средней из трех литейных линий.
10. Способ литья и прокатки металла, по меньшей мере, с двумя литейными линиями для литья слябов, в частности, с помощью устройства по любому из пп.1-9, характеризующийся тем, что, по меньшей мере, на одной из литейных линий горизонтально отливают тонкие слябы и, по меньшей мере, на другой литейной линии также горизонтально отливают тонкие слябы и/или отливают слябы вертикально и изгибают в горизонтальном направлении, при этом отлитые слябы подают затем на прокатный стан (11).
11. Способ по п.10, отличающийся тем, что горизонтально отлитые тонкие слябы изготовлены из сталей с содержанием алюминия до 10%.
12. Способ по п.10 или 11, отличающийся тем, что горизонтально отлитые тонкие слябы изготовлены из сталей с содержанием алюминия между 1% и 3%.
13. Способ по п.10 или 11, отличающийся тем, что горизонтально отлитые тонкие слябы изготовлены из углеродистых сталей, низколегированных сталей, высоколегированных сталей или перитектических сталей.
| DE 19839370 A1, 09.03.2000 | |||
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2002 |
|
RU2301120C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПАРНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU224355A1 |

