Изобретение относится к прокатному производству и может быть использовано при изготовлении сортовых гнутых профилей на станах легкого типа.
Одним из обязательных элементов прокатных станов (в том числе профилегибочных) являются транспортные рольганги, в частности отводящие, расположенные за последней клетью стана и служащие для перемещения готовых профилей к карманам, где производится их упаковка в пачки. Чаще всего рольганги содержат цилиндрические приводные ролики.
Основные особенности конструкции существующих рольгангов описаны, например, в справочнике под ред. Е.С.Рокотяна «Прокатное производство», т.I, М.: Металлургиздат, 1962, с.291-294.
Известно устройство для транспортировки листов прокатного стана, содержащее ролики с дисками из пластмассы с кольцевыми магнитами между ними (см. пат. ЧССР №108261, кл. В21В, от 15.08.63 г.), что предотвращает выпучивание и проскальзывание транспортируемых листов.
Недостатком этого устройства является относительная сложность его конструкции, что удорожает его изготовление и эксплуатацию.
Наиболее близким аналогом к заявляемому устройству является рольганг, используемый в профилегибочном стане (SU 1611496 A1, B21D 5/06, 07.12.1990, 2 с.).
Рольганг профилегибочного стана для транспортировки профиля расположен за последней клетью стана и содержит приводные ролики,
Недостатком известного рольганга является относительная сложность его конструкции, что удорожает его и делает неприемлемым для профилегибочного стана легкого типа.
Технической задачей предлагаемого изобретения является сокращение производственных затрат за счет удешевления оборудования при сохранении его функциональных свойств.
Для решения этой задачи рольганг профилегибочного стана легкого типа для транспортировки профиля, расположенный за последней клетью стана, содержащий приводные ролики, в отличие от ближайшего аналога, снабжен отбойником в виде прямоугольной пластины, высота которого равна максимальной высоте транспортируемого профиля, выполненным с возможностью установки на заданном расстоянии от последней клети в зависимости от длины профиля и поворота в горизонтальной плоскости на угол 45°...75° между поперечной осью рольганга и плоскостью отбойника, приводные ролики выполнены цилиндрическими и установлены консольно в горизонтальных опорах-секциях, а их привод выполнен групповым, привод рольганга может быть цепным с использованием роликовой цепи Галля.
Сущность заявляемого технического решения заключается в максимальном упрощении конструкции рольганга при сохранении его функциональных свойств.
Это достигается, во-первых, применением группового привода роликов; во-вторых, консольным креплением каждого ролика только в одной опоре и, в-третьих, установкой простейшего по исполнению отбойника, направляющего выходящие из последней клети стана профили в карман готовой продукции. У большинства существующих отводящих рольгангов профилегибочных станов для этого используются специальные цепные устройства с кулачками (шлепперы) - см., например, книгу под ред. И.С.Тришевского «Производство гнутых профилей (оборудование и технология)». М.: Металлургия, 1982, с.151-153.
Кроме того, заявляемый рольганг имеет цепной привод, весьма несложный в изготовлении и эксплуатации.
Предлагаемый рольганг схематично показан на фиг.1.
Каждый цилиндрический ролик 1 рольганга установлен консольно в горизонтальной опоре-секции 2, причем на конце его оси 3, проходящей через опору, расположена звездочка 4 для цепи 5 привода 6. Между роликами 2 расположен отбойник 7, местоположение которого относительно последней клети 8 стана может изменяться (т.е. изменяется величина L). Кроме того, может изменяться (в пределах 45°...75°) величина угла α между отбойником и осью уу рольганга.
Рольганг работает следующим образом.
Движущаяся штанга профиля (направление ее движения показано стрелкой х) ударяется передним своим концом в отбойник 7 и под действием реактивной силы смещается (на фиг.1 - вниз) с падением в карман готовой продукции (не показан).
Величину L изменяют в зависимости от длины штанги, а угол α - в зависимости от требуемого местоположения падающей штанги в кармане. Это положение также можно менять в определенных пределах изменением скорости движения штанги по рольгангу.
Опытную проверку предлагаемого рольганга осуществляли на профилегибочном агрегате «1-4» ОАО «Магнитогорский металлургический комбинат». С этой целью при транспортировке гнутых профилей с весом до 50 кг опробовались различные варианты конструкции отводящего рольганга (на профилегибочных станах легкого типа рольганги между клетями не устанавливаются из-за малого расстояния между ними - 0,5...0,8 м).
Наилучшие результаты (отсутствие «забуривания» штанг и попадание их в требуемое место кармана готовой продукции) получены при углах α=45°...75°. При α<45° наблюдались случаи остановки штанг («забуривания»), а при α>75° большая их часть падали за пределами кармана.
Величину L изменяли в зависимости от длины штанг  и установили, что минимально-достаточная величина L=
и установили, что минимально-достаточная величина L= +(0,5...1,0) м. При высоте отбойника меньше высоты транспортируемого профиля наблюдались «забоины» на передних торцах штанг (от верхней грани отбойника).
+(0,5...1,0) м. При высоте отбойника меньше высоты транспортируемого профиля наблюдались «забоины» на передних торцах штанг (от верхней грани отбойника).
Консольное крепление роликов в опорах, а также их общий цепной привод не вызывали каких-либо затруднений в работе рольганга. Сравнительные испытания известного рольганга (см.выше) не проводились ввиду его непригодности для транспортировки легких гнутых профилей.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом, взятым в качестве ближайшего аналога.
По данным Центральной лаборатории контроля ОАО «ММК» использование предлагаемого рольганга на профилегибочных агрегатах легкого типа позволит снизить производственные затраты за счет удешевления эксплуатации рольганга (и первоначальных затрат на его изготовление) ориентировочно на 5% с соответствующим ростом прибыли от реализации проката.
Пример конкретного выполнения
Рольганг сортового профилегибочного стана «0,7-3,0» расположен за последней клетью и транспортирует готовые штанги с максимальным весом 35 кг, длиной 3 м и высотой 60 мм.
Все ролики выполнены с консольным креплением в опорах-секциях и с цепным приводом (шаг роликовый цепи t=15,875 мм).
Плоский отбойник установлен на расстоянии L=3,5 м от стана и под углом 60° к поперечной оси уу рольганга. Высота отбойника - 60 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1996 |
|
RU2113926C1 |
| ПРИВОД ТРАНСПОРТНОГО РОЛЬГАНГА ДЛЯ ТРАНСПОРТИРОВКИ ШТАНГ ПРОФИЛЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА ЛЕГКОГО ТИПА | 2005 |
|
RU2310535C2 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| АГРЕГАТ ДЛЯ ПРОФИЛИРОВАНИЯ | 2007 |
|
RU2344013C1 |
| Профилегибочный стан | 1992 |
|
SU1819171A3 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении сортовых гнутых профилей. Рольганг расположен за последней клетью стана и содержит ролики, групповой привод, отбойник в виде прямоугольной пластины определенной высоты, установленный на заданном расстоянии от последней клети в зависимости от длины профиля и имеющий возможность поворота. При этом приводные ролики выполнены цилиндрическими и установлены консольно в горизонтальных опорах - секциях. Упрощается и удешевляется эксплуатация рольганга. 1 з.п. ф-лы, 1 ил.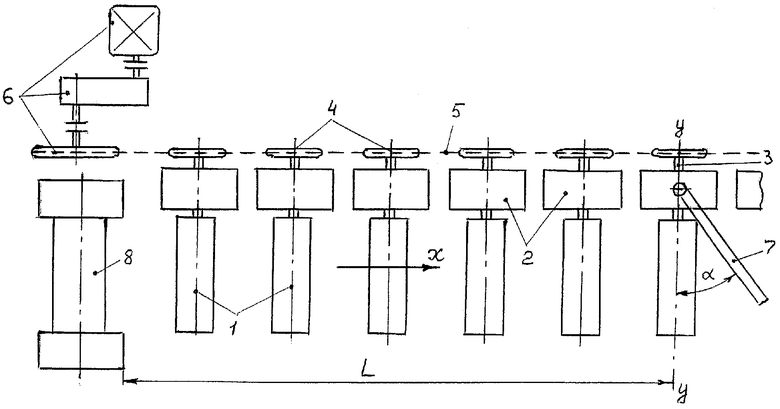
| Профилегибочный стан | 1988 |
|
SU1611496A1 |
| Приспособление для механического перемещения катанного полосового металла | 1929 |
|
SU19599A1 |
| Устройство для гибки панелей | 1975 |
|
SU554906A1 |
| РАЗВОРОТНО-ТРАНСПОРТНЫЙ РОЛЬГАНГ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1990 |
|
RU2020008C1 |
| US 3529461 A, 22.09.1970. | |||

