Изобретение относится к обработке металлов давлением и может быть использовано при производстве сортовых гнутых профилей проката.
Целью изобретения является уменьшение энергозатрат при формовке за-- готовок толщиной не менее- 5 мм.
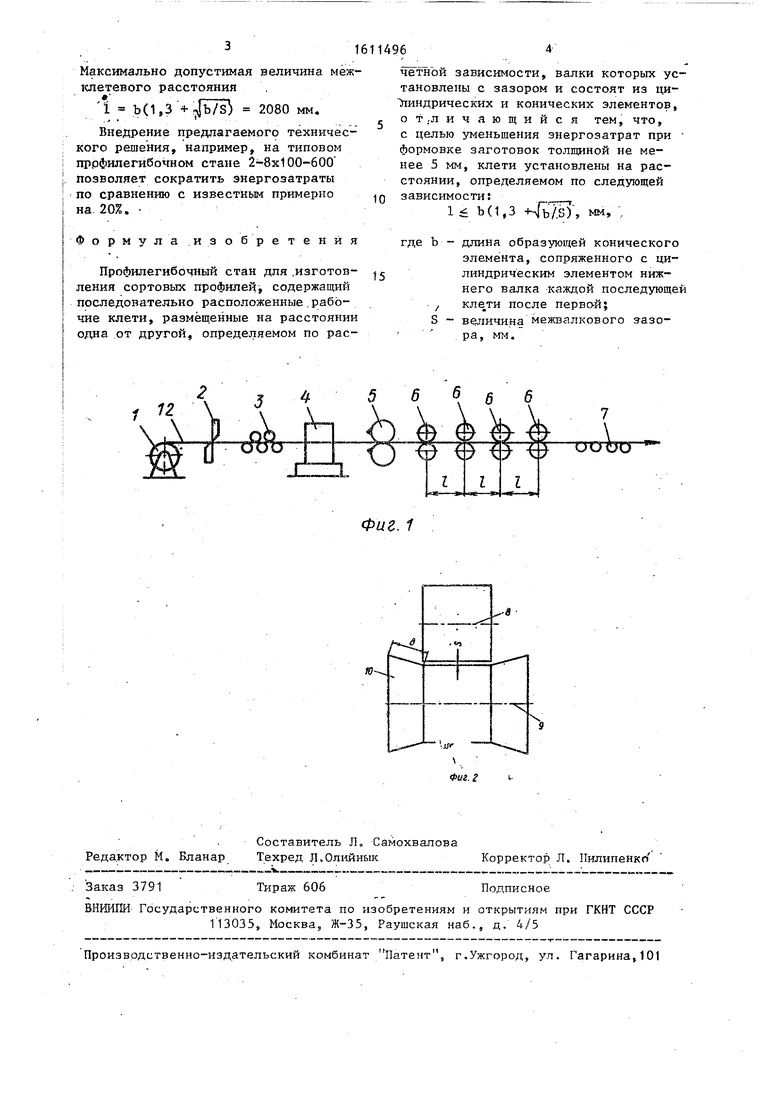
На фиг. 1 показана схема профиле- .гибочного стана; на фиг, 2 - валки одной из его формующих клетей
Стан содержит разматыватель 1, гиль- отикные ножницы 2, правильную 3 и стыкосварочн ую 4 машины, накопитель полосы (не показан), летучие ножницы 5, формуюрше клети дуо 6 к отводящий рольганг 7.
Каждая клеть стана после первой содержит верхний 8 и нижний 9 валки, установленные с зазором S, Нижний валок имеет два конических элемента 10 длиной Ь; сопряженные с цилиндри™ ческим его элементом 11, Мезсклетевые расстояния 1 стана могут изменяться,
путем перестановки клетей в зависимости от величин Ь к S.
Клети в стане расположены на определенном расстоянии 1 одна от другой, зависящем от длины b образующей конического.,элемента, сопряженного с цилиндрическим элементом нижнего валка каждой последьтощей клети после первой 4 от величины S межв-алкового
зазора:
1 6 Ь(1,3 + -4 b/S)
Разматываемая полоса 12 после ; отрезки переднего конца ножница -ги 2 рроходит правку и посла стыкосварки
попадает в накопитель, а оттуда после порезки на мерные длины - в клети, где осуществляется формовка, готовые профили по отводящему рольгангу идут на упаковку.
Пример. Стан для формовки коробчатого прохфиля 300x300x10 мм. Величитга b 305 мм и S 10 мм.
(Л
СП)
QD 05
Максимально допустимая величина мёж- клетевого расстояния
i b(1,3 -|ь7В 2080 мм.
Внедрение предлагаемого технического решения, например, на типовом пррфилегибочном стане 2-8x100-600 позволяет сократить энергозатраты по сравнению с известным примерно на 20%.
Формула изобретения
i Профилегибочный стан для .изготов- I ления сортовых профилей, содержащий I последовательно расположенные.рабЬ- I чие клети, размещенные на расстоянии одна от другой, определяемом по расчетной зависимости, валки которых установлены с зазором и состоят из ци- тиндрических и конических элементов,
от.личающийся тем, что, с целью уменьшения энергозатрат при формовке заготовок толщиной не менее 5 мм, клети установлены на расстоянии, определяемом по следующей
зависимости:
1 Ь(1,3 .вУ, мм, ,
где b - длина образующей конического элемента, сопряженного с ци- линдрическим элементом нижнего валка -каждой последующей f после перво-й; S - величина межвалкового з-азо- . ра, мм.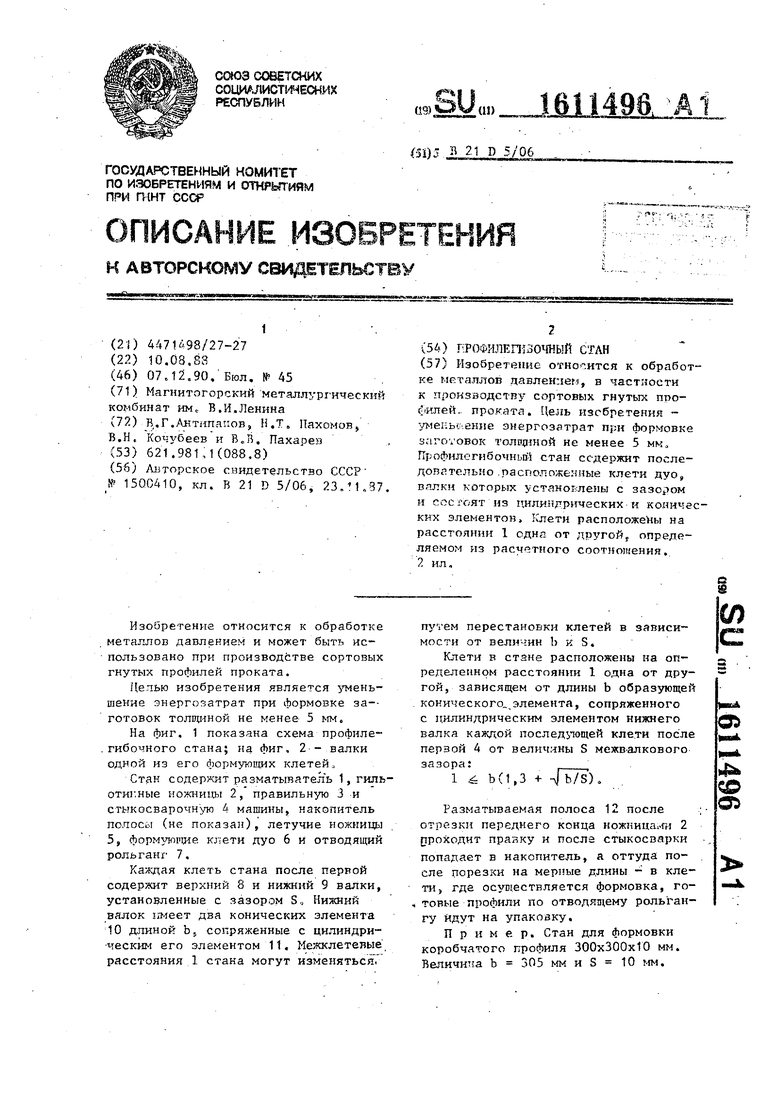
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ПРОФИЛИРОВАНИЯ | 2007 |
|
RU2344013C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2007 |
|
RU2343032C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА ПРОСЕЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2124409C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2004 |
|
RU2264877C2 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1996 |
|
RU2113926C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
Изобретение относится к обработке металлов давлением, в частности к производству сортовых гнутых профилей, проката. Цель изобретения - уменьшение энергозатрат при формовке заготовок толщиной не менее 5 мм. Профилегибочный стан содержит последовательно расположенные клети дуо, валки которых установлены с зазором и состоят из цилиндрических и конических элементов. Клети расположены на расстоянии L одна от другой, на расстоянии, определяемом из расчетного соотношения. 2 ил.
Редактор М, Бланар
Составитель Л„ Самохвалова
Техред Л.ОлийныкКорректор Л. Иилипенко
Заказ 3791
Тираж 606
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва,, Ж-35, Раушская наб., д. 4/5
Фиг. 1
Подписное
| Профилегибочный стан | 1987 |
|
SU1500410A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
