Изобретение относится к станкостроению и может быть использовано для автоматической подналадки инструмента.
Известна регулируемая расточная оправка, содержащая корпус, выполненный с отверстием, и установленный на корпусе инструментодержатель. При этом в отверстии корпуса установлен с возможностью перемещения палец, связанный с храповым колесом, которое закреплено на винте, связанным с гайкой, имеющей возможность контактирования с упругой планкой, соединенной с фланцем инструментодержателя (Справочник технолога-машиностроителя в 2-х томах, т.1. Под редакцией А.Г.Косиловой, Р.К.Мещерякова. М.: Машиностроение, 1986, С.594).
Недостатком описанного устройства является низкая точность подналадки, обусловленная ступенчатым регулированием вылета инструмента вследствие создаваемого поворотом храпового колеса ступенчатого перемещения инструментодержателя.
Наиболее близким к предлагаемому изобретению по технической сущности (прототипом) является устройство для автоматической подналадки инструмента, содержащее корпус, выполненный с отверстием, установленный на корпусе посредством параллельных пружинных шарниров инструментодержатель и размещенные в отверстии корпуса с возможностью контактирования гибкие элементы и ползун, взаимодействующий с инструментодержателем. При этом в качестве гибких элементов могут быть использованы упругие ленты с отбортовками на концах, имеющие возможность взаимодействия с торцами ползуна, причем в ползуне выполнены по крайней мере три радиальные расточки, центральная из которых расположена в зоне выемки корпуса и снабжена плунжером, имеющим возможность взаимодействия с упругой лентой. Радиальные расточки связаны с каналами для подвода рабочего тела (масла) (Авторское свидетельство СССР №1511063, кл. B23Q 15/00, опубл. 1989).
Недостатком описанного устройства является низкая точность подналадки, обусловленная ступенчатым регулированием вылета инструмента вследствие ступенчатого перемещения инструментодержателя, создаваемого дискретным движением ползуна при взаимодействии с отбортовкой упругой ленты под воздействием давления масла на плунжер.
Предлагаемым изобретением решается задача повышения точности подналадки инструмента.
Для достижения этого технического результата устройство для автоматической подналадки инструмента содержит корпус, выполненный с отверстием, установленный на корпусе посредством параллельных пружинных шарниров инструментодержатель и размещенные в отверстии корпуса с возможностью контактирования гибкие элементы и ползун, взаимодействующий с инструментодержателем, при этом ползун выполнен с отверстием, в котором размещен нагревательный элемент, связанный с фиксатором, внутри нагревательного элемента установлена вставка из нитинола, с возможностью контактирования одним торцом с ползуном, а другим - с корпусом, гибкие элементы выполнены в виде, по крайней мере, двух биметаллических пластин и расположены в зоне отверстия ползуна, при этом в ползуне дополнительно выполнены сквозные отверстия для подвода тепла от нагревательного элемента к гибким элементам.
Повышение точности подналадки обеспечивается беступенчатым регулированием вылета инструмента вследствие возможности осуществления плавного перемещения инструментодержателя за счет того, что ползун выполнен с отверстием, в котором размещен нагревательный элемент, связанный с фиксатором, внутри нагревательного элемента установлена вставка из нитинола с возможностью контактирования одним торцом с ползуном, а другим - с корпусом, гибкие элементы выполнены в виде, по крайней мере, двух биметаллических пластин и расположены в зоне отверстия ползуна, при этом в ползуне дополнительно выполнены сквозные отверстия для подвода тепла от нагревательного элемента к гибким элементам.
Предлагаемое изобретение поясняется чертежом, на котором показано устройство для автоматической подналадки инструмента, общий вид.
Устройство для автоматической подналадки инструмента содержит корпус 1, выполненный с отверстием 2, установленный на корпусе посредством параллельных пружинных шарниров 3 инструментодержатель 4 и размещенные в отверстии 2 корпуса 1 с возможностью контактирования гибкие элементы 5 и ползун 6, взаимодействующий с инструментодержателем 4. Ползун 6 выполнен с отверстием 7, в котором размещен нагревательный элемент 8, в качестве которого может быть использована электрическая спираль 9 на керамическом основании 10. Названный элемент связан с фиксатором 11, например, стопорным кольцом, предотвращающим его осевое смещение. Внутри нагревательного элемента 8 установлена вставка 12 из нитинола с возможностью контактирования при повышении температуры одним торцом с ползуном 6, а другим - с корпусом 1. Гибкие элементы 5 выполнены в виде, по крайней мере, двух биметаллических пластин и расположены в зоне отверстия 2 ползуна 6. Каждая из биметаллических пластин изготовлена таким образом, что при понижении температуры принимает изогнутую форму, например форму дуги, контактируя с ползуном 6 и закрепляя его в заданном положении. При повышении температуры пластина распрямляется, давая ползуну 6 возможность перемещения. Количество биметаллических пластин определяется усилием, которое требуется для фиксации ползуна 6, а их расположение обусловливается необходимостью равномерного распределения данного усилия на ползун 6. Например, при использовании двух биметаллических пластин они расположены друг против друга. В ползуне 6 дополнительно выполнены сквозные отверстия 13 для подвода тепла от нагревательного элемента 8 к гибким элементам 5.
Устройство для автоматической подналадки инструмента работает следующим образом.
Подналадка инструмента для компенсации размерного износа после прекращения процесса резания осуществляется регулированием вылета инструмента перемещением инструментодержателя 4. Для этого на нагревательный элемент 8 подается напряжение. При повышении температуры в отверстии 2 корпуса 1 происходит выпрямление гибких элементов 5, до этого момента имеющих изогнутую форму, контактирующих с ползуном 6 и фиксирующих его положение, и одновременное плавное удлинение вставки 12 из нитинола. При этом вставка 12 одним торцом контактирует с ползуном 6, а другим - с корпусом 1. В результате этого ползун 6, совершая осевое перемещение в сторону инструментодержателя 4, наклонные поверхности которого взаимодействуют с наклонными поверхностями паза ползуна 6, вызывает бесступенчатое перемещение инструментодержателя 4 в радиальном направлении на величину размерного износа инструмента. После этого снимается напряжение с нагревательного элемента 8. При уменьшении температуры гибкие элементы 5 принимают первоначальную изогнутую форму, контактируя с ползуном 6 и обеспечивая его закрепление в новом положении. Подналадка инструмента может быть осуществлена в большую сторону от зафиксированного положения инструмента повторением вышеприведенного цикла.
Таким образом, использование предлагаемого изобретения обеспечивает повышение точности подналадки инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИ ИНСТРУМЕНТА | 2005 |
|
RU2307017C2 |
| Борштанга с автоматической подналадкой резца | 1981 |
|
SU975227A1 |
| Рычажный пресс для тиснения | 1991 |
|
SU1802797A3 |
| Прикуриватель | 1982 |
|
SU1036584A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| Резцедержатель | 1986 |
|
SU1399001A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |
| Защитный автоматический клапан | 2021 |
|
RU2753787C1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
Изобретение относится к области станкостроения. Устройство содержит корпус, выполненный с отверстием, установленный на корпусе посредством параллельных пружинных шарниров инструментодержатель и размещенные в отверстии корпуса с возможностью контактирования гибкие элементы и ползун, взаимодействующий с инструментодержателем. Ползун выполнен с отверстием, в котором размещен нагревательный элемент, связанный с фиксатором. Внутри нагревательного элемента установлена вставка из нитинола с возможностью контактирования одним торцом с ползуном, а другим - с корпусом. Гибкие элементы выполнены в виде по крайней мере двух биметаллических пластин и расположены в зоне отверстия ползуна. В ползуне дополнительно выполнены сквозные отверстия для подвода тепла от нагревательного элемента к гибким элементам. В результате обеспечивается повышение точности подналадки инструмента. 1 ил.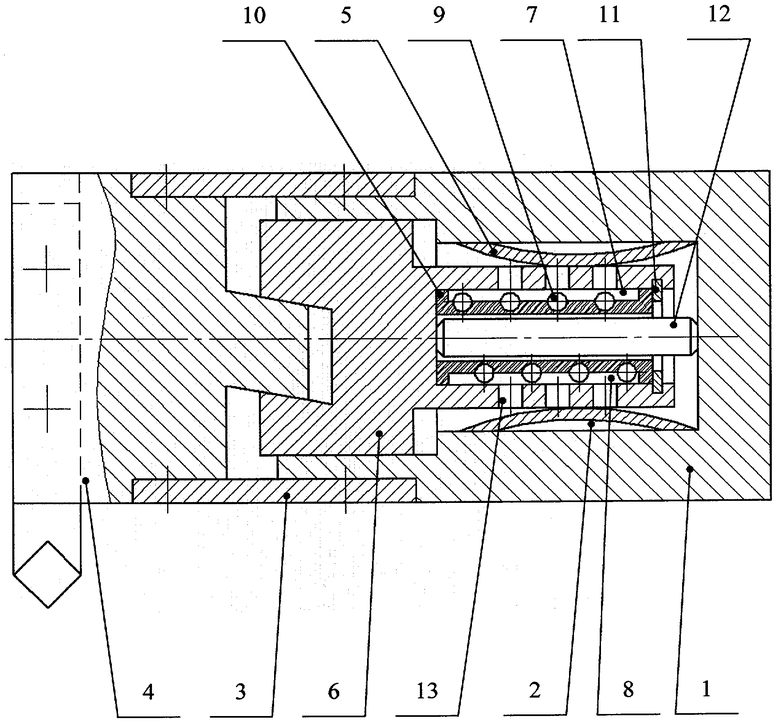
Устройство для автоматической подналадки инструмента, содержащее корпус, выполненный с отверстием, установленный на корпусе посредством параллельных пружинных шарниров инструментодержатель и размещенные в отверстии корпуса с возможностью контактирования гибкие элементы и ползун, взаимодействующий с инструментодержателем, отличающееся тем, что ползун выполнен с отверстием, в котором размещен нагревательный элемент, связанный с фиксатором, внутри нагревательного элемента установлена вставка из нитинола, с возможностью контактирования одним торцом с ползуном, а другим - с корпусом, гибкие элементы выполнены в виде по крайней мере двух биметаллических пластин и расположены в зоне отверстия ползуна, при этом в ползуне дополнительно выполнены сквозные отверстия для подвода тепла от нагревательного элемента к гибким элементам.
| SU 1511063 A1, 30.09.1989 | |||
| Резцедержатель с устройством дляАВТОМАТичЕСКОй пОдНАлАдКи РЕзцА | 1978 |
|
SU808212A1 |
| 0 |
|
SU166215A1 | |
| 2-АМИНОАЛКИЛ-5-АМИНОАЛКИЛАМИНОЗАМЕЩЕННЫЕ ИЗОХИНОИНДАЗОЛ-6-(2Н)-ОНЫ, СПОСОБ ИХ ПОЛУЧЕНИЯ, ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ЛЕЧЕНИЯ ОПУХОЛИ | 1993 |
|
RU2130937C1 |
| WO 8302739 A1,18.08.1983. | |||

