00
со со
1139900
Изобретение относится к станкостроению и может быть использовано в многошпиндельных токарных автоматах при обработке наружных поверхностей.
Цель изобретения - расширение тех- нологических возможностей резцедержателя за счет передачи автоматических подналадочньтх перемещений отгибаемой части с резцом как в прямом, так и в
обратном направлениях.
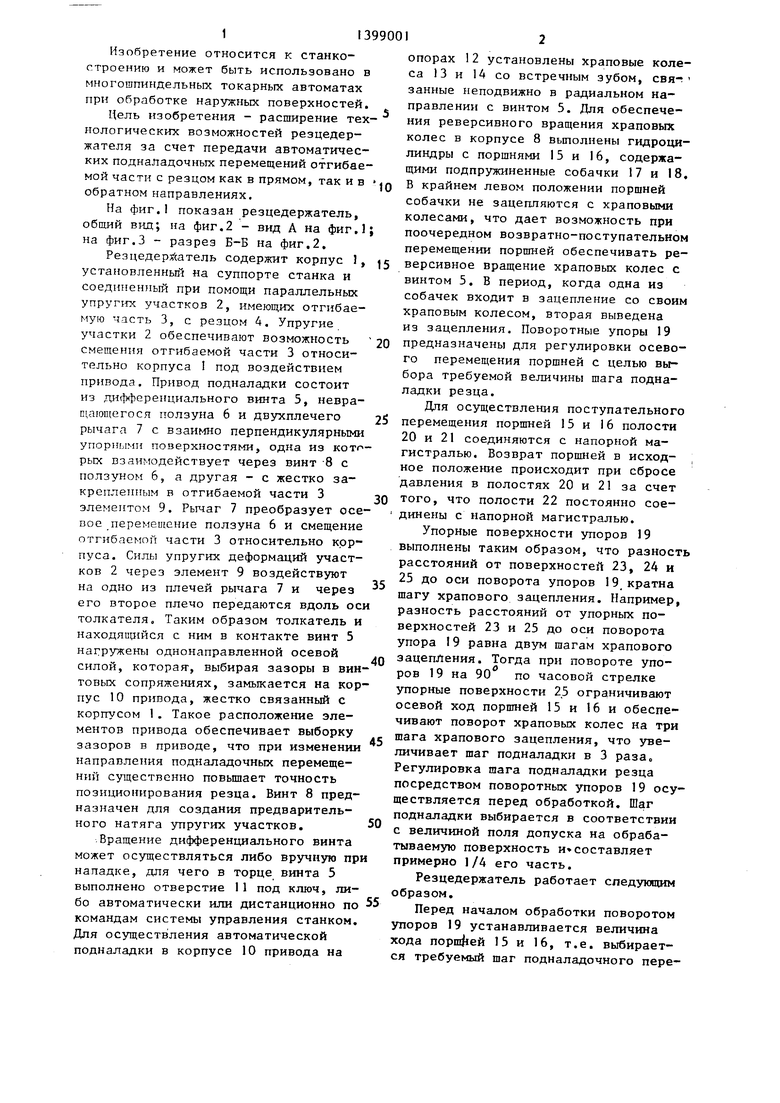
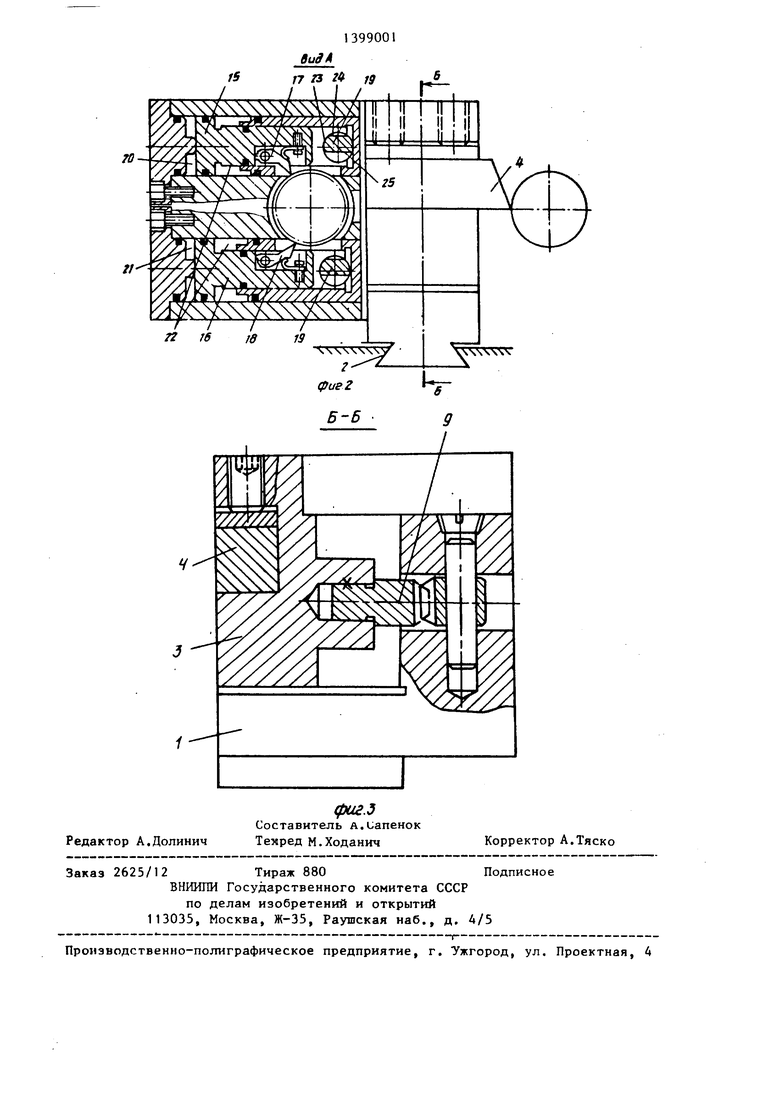
На фиг.1 показан резцедержатель, общий вид; на фиг.2 - вид А на фиг.; на фиг.З - разрез Б-Б на фиг.2,
Peзцeдepstaтeль содержит корпус 1, установленньй на суппорте станка и соединенный при помощи параллельных упругих участков 2, имеющих отгибаемую часть 3, с резцом 4. Упругие участки 2 обеспечивают возможность смешения отгибаемой части 3 относительно корпуса I под воздействием привода. Привод подналадки состоит из дифференциального винта 5, невра- п ающегося ползуна 6 и двухплечего рычага 7 с взаимно перпендикулярньпда упорными поверхностями, одна из которых взаимодействует через винт -8 с ползуном 6, а другая - с жестко за- крепле1П1ым в отгибаемой части 3 элементом 9. Рычаг 7 преобразует осевое перемещение ползуна 6 и смещение отгибаемой части 3 относительно крр пуса. Силы упругих деформаций участков 2 через элемент 9 воздействуют на одно из плечей рычага 7 и через его второе плечо передаются вдоль оси толкателя. Таким образом толкатель и находящийся с ним в контакте винт 5 нагружены однонаправленной осевой силой, которая, выбирая зазоры в винтовых сопряжениях, замыкается на корпус 10 привода, жестко связанный с корпусом 1. Такое расположение элементов привода обеспечивает выборку зазоров в приводе, что при изменении направлетшя подналадочных перемещений существенно повьщ1ает точность позиционирования резца. Винт 8 предназначен для создания предварительного натяга упругих участков.
.Вращение дифференциального винта может осуществляться либо вручную при нападке, для чего в торце винта 5 выполнено отверстие 11 под ключ, либо автоматически или дистанционно по командам системы управления станком. Для осуществления автоматической подналадки в корпусе 10 привода на
0
j 0 5 0 0
5
5
5
12
опорах 12 установлены храповые колеса 13 и 14 со встречным зубом, свя- занные неподвижно в радиальном направлении с винтом 5. Для обеспечения реверсивного вращения храповых колес в корпусе 8 выполнены гидроцилиндры с порщнями 15 и 16, содержащими подпружиненные собачки 17 и 18. В крайнем левом положении поршней собачки не зацепляются с храповыми колесами, что дает возможность при поочередном возвратно-поступательном перемещении поршней обеспечивать реверсивное вращение храповых колес с винтом 5. В период, когда одна из собачек входит в зацепление со своим храповым колесом, вторая выведена из зацепления. Поворотные упоры 19 предназначены для регулировки осевого перемещения поршней с целью выбора требуемой величины щага подналадки резца.
Для осуществления поступательного перемещения поршней 15 и 16 полости 20 и 21 соединяются с напорной магистралью. Возврат поршней в исходное положение происходит при сбросе давления в полостях 20 и 21 за счет того, что полости 22 постоянно соединены с напорной магистралью.
Упорные поверхности упоров 19 выполнены таким образом, что разность расстояний от поверхностей 23, 24 и 25 до оси поворота упоров 19 кратна шагу храпового зацепления. Например, разность расстояний от упорных поверхностей 23 и 25 до оси поворота упора 19 равна двум шагам храпового зацепления. Тогда при повороте упоров 19 на 90 по часовой стрелке упорные поверхности 25 ограничивают осевой ход поршней 15 и 16 и обеспечивают поворот храповых колес на три шага храпового зацепления, что увеличивает шаг подналадки в 3 раза. Регулировка шага подналадки резца посредством поворотных упоров 19 осуществляется перед обработкой. Шаг подналадки выбирается в соответствии с величиной поля допуска на обрабатываемую поверхность и составляет примерно 1/4 его часть.
Резцедержатель работает следующим образом.
Перед началом обработки поворотом упоров 19 устанавливается величина хода поршней 15 и 16, т.е. выбирается требуемый шаг подналадочного пере313
мещения резца. К полостям 22 от гидросистемы станка подводится давление удерживающее поршни 15 и 16 в крайнем левом положении. При необходимости осуществления подналадочных перемещений резца в зависимости от требуемого направления одна из полостей 20 и 21 соединяется с нагнетательной магистралью. Например, для.осущест- вления подналадочных перемещений резца в направлении к детали давление подводится в полость 21. Так как площадь бесштокового торца поршня больше площади торца со штоком, то пор- шень 16 двигается вправо до контакта с упором 19, Собачка 18, зат епившись с храповым колесом 13, преобразует поступательное перемсщетпге поршня во вращение храпового колеса 13 совмест- но с винтом 5.
Вращаясь, винт 5 за счет разности шагов наружной и внутренней резьб обеспечивает поступательное перемещение ползуна 5, которьгй через рычаг 7 передает движение отгибаемой части 3 с резцом 4. Отгибаемая часть 3 смещается относительно корпуса 1, изгибая упругие участки 2 и двигая резец в направлении к детали. При этом натяг в приводе увеличивается. Затем по- - лость 21 соединяется со сливом и поршень 16 под действием давления в полости. 22 возвращается в исходное положение, при котором собачка 18 выведена из зацепления с храповым колесом.
Отвод резца от обрабатьгоаемой детали осуществляется соединением полости 20 с нагнетательной магистралью. При этом поршень 15 перемещается вправо и собачка 17, взаимодействуя с храповым колесом 14, вращает его вместе с винтом 5 в обрат
5 0
5 О
5
0
ном направлении. При этом ползун . под действием сил упругих деформаций в участках 2, передаваемых рычагом 7, перемещается обратно и натяг в приводе уменьшается.
Формула изобретения Резцедержатель,содержащий корпус, отгибаемую часть с резцом, связанную с корпусом упругими участками, и привод ее перемещения, включающий установленный в корпусе с возможностью осевого перемещения ползун, дифференциальный винт, связанный резьбами с ползуном и корпусом, закрепленное на дифференциальном винте храповое колесо и размепдеииый в корпусе гилро- ЦШ1ИНДР с подпружиненной собачкой, установленной в поршне с возможностью взаимодействия с храповым колесом, отличающийся тем, что, с целью расширения технологических возможностей, резцедержатель снабжен за- кpeплeн ым на дифференциальном винте дополнительным храповым колесом с противоположно направленными опюси- тельио основного храпового колеса зубьями, размещенным в корпусе дополнительным гидроцилиндром с подгтру- жипенной собачкой, установленной в его поршне с возможностью взаимодействия с зубьями дополнительного храпового колеса, и установленными в корпусе поворотными упорами, предназначенными для ограничения осевого перемещения поршней, при этом длина хода перемещения поршней выбрана из условия вьгаода собачек из зацепления с храповыми колесами, а на поворотных упорах выполнены опорные поверхности, разность расстояний от которых до оси поворота каждого из упоров кратна шагу храпового зацепления.
//

| название | год | авторы | номер документа |
|---|---|---|---|
| Резцедержатель | 1986 |
|
SU1399000A1 |
| Резцедержатель | 1985 |
|
SU1284719A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1978 |
|
SU776769A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU933277A1 |
| МЕХАНИЗМ АВТОПОДНАЛАДКИ РЕЗЦА | 1971 |
|
SU312737A1 |
| Резцедержатель с устройством дляАВТОМАТичЕСКОй пОдНАлАдКи РЕзцА | 1978 |
|
SU808212A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Подналаживаемый резцедержатель | 1986 |
|
SU1389938A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Устройство для расточки и подрезки торца | 1986 |
|
SU1360912A1 |
Изобретение относится к станкостроению и может быть использовано в многошпиндельных токарных автоматах при обработке наружных поверхностей. Целью изобретения является расширение технологических.возможностей резцедержателя за счет передачи автоматических подналадочных перемещений отгибаемой части с резцом как в прямом, так и в обратном направлениях. Резцедержатель содержит корпус 1,от- гибаемую часть 3 с резцом 4 и привод ее перемещения, включающий дифференциальный винт 5, ползун 6, двуплечий рычаг 7. На дифференциальном винте 5 закреплены два храповых колеса 13 и 14 со встречным расположением зубьев. В корпусе 10 привода размещены гидроцилиндры с поршнями, несущими подпружиненные собачки, предназначенные для взаимодействия с соответствующими храповыми колесами. В корпусе установлены поворотные упоры, предназначенные для регулирования шага переналадки резца. При срабатьшании гидроцилиндров поворачивают соответствующие храповые колеса и тем самым дифференциальный винт 5, а последний через ползун 6 и рычаг 7 перемещает отгибаемую часть 3 с резцом 4 в направлении обрабатываемой поверхности или от нее. 3 ил. (Л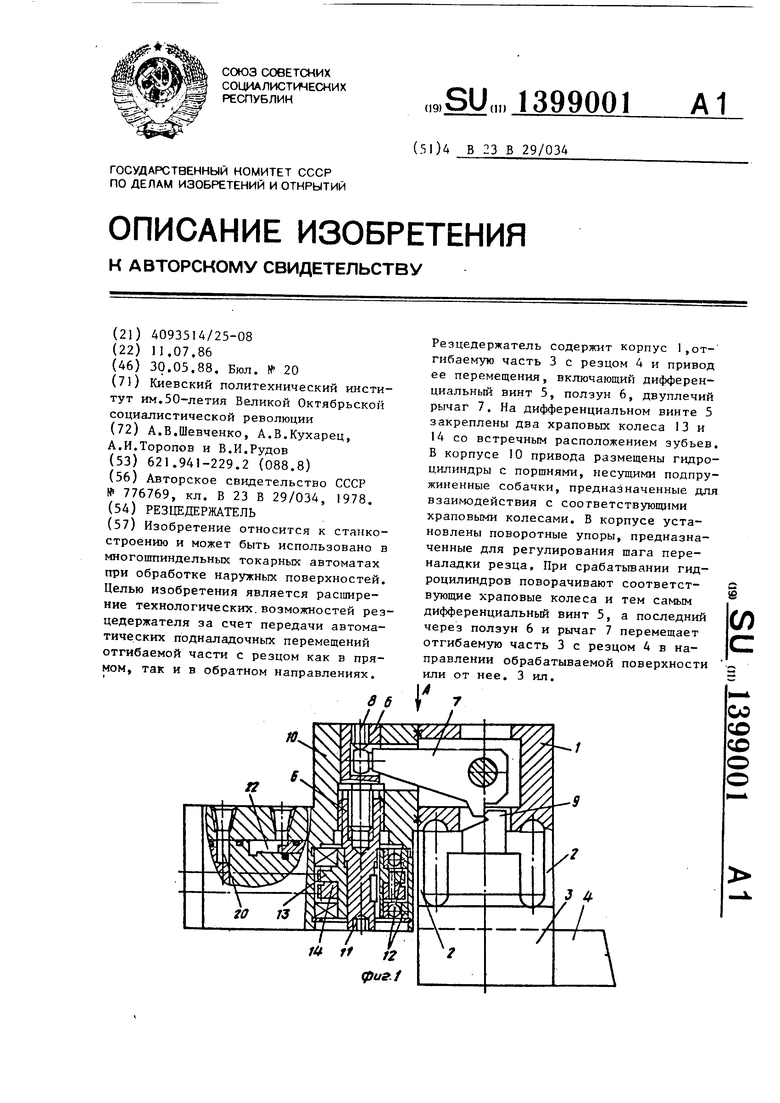
| Резцедержатель с устройством для автоматической подналадки резца | 1978 |
|
SU776769A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
