Настоящее изобретение относится к прессующей головке, устройству для прессования прессуемого материала и способу прессования прессуемого материала согласно ограничительным частям независимых пунктов формулы изобретения.
При обработке деталей, в частности, деталей из металлов, образуются отходы в виде стружек. В зависимости от обрабатываемого материала в этих стружках находится важное звено цепочки добавочной стоимости. С одной стороны не должны разбазариваться никакие исходные материалы, с другой стороны исходные материалы, в данном случае стружки, должны или могут использоваться снова.
Из уровня техники известно прессование этих образующихся стружек, с одной стороны, чтобы уменьшить объем, с другой стороны, чтобы иметь возможность отжать из стружек смазочные материалы, такие как масло и тому подобное, а также охлаждающую жидкость. Подобного рода прессование известно специалисту как прессование с получением брикетов. Прессование с получением брикетов применяется, в частности, также для брикетирования древесной щепы или также сухих растительных остатков как измельченной травы или сена.
Подобного рода пресс известен из DE1627914. В этой публикации показана прессующая головка с каналом и расположенным подвижно в канале прессующей головки прессующим элементом. Подвижный прессующий элемент оказывает на подлежащий прессованию материал силовое воздействие, которое может регулироваться установочным винтом.
Известное из DE1627914 устройство оказывается не пригодным для прессования прессуемого материала, имеющего высокую неоднородность, как это имеет место в случае стружек. Скошенная трава или клевер, на которые рассчитана прессующая головка согласно DE1627914, порезаны мелко и равномерно и имеют однородное распределение размеров. Прессуемый материал, который получается, например, при механической обработке деталей, имеет высокую степень неоднородности. Это обусловлено, например, обработкой деталей различными инструментами. Так могут получаться, например, в равной мере как очень крупные, так и очень мелкие стружки.
Прессующая головка, известная из DE1627914, оснащена пружиной, которая воздействуют на прессующий элемент со статическим неизменяющимся усилием начальной нагрузки, Это усилие начальной нагрузки может регулироваться упомянутым выше установочным винтом, но в этом случае оно постоянно. Другим недостатком этого известного устройства является ограниченное количество прессуемого материала, которое может обрабатываться или прессоваться за один ход.
Задачей изобретения является устранение этого и других недостатков уровня техники.
Эта задача решается с помощью определенных в независимых пунктах формулы изобретения устройств и способа. Другие формы осуществления следуют из зависимых пунктов формулы изобретения.
Предложенная в соответствии с изобретением прессующая головка устройства для прессования прессуемого материала и, в частности, для прессования стружек, преимущественно червячного пресса, имеет, по меньшей мере, два канала. Каждый из каналов прессующей головки имеет входное отверстие и выходное отверстие. Каждый канал прессующей головки имеет, в частности, установленный неподвижно опорный элемент и соответственно подвижный прессующий элемент. Прессующий элемент может перемещаться в одном направлении, преимущественно относительно опорного элемента и, в частности, в области выходного отверстия, таким образом, что поперечное сечение канала прессующей головки в его выходном отверстии может изменяться относительно поперечного сечения канала прессующей головки в его входном отверстии.
Прессующая головка имеет матрицу, расположенную перед входным отверстием канала прессующей головки. Входное отверстие канала прессующей головки в этом случае совпадает с входным отверстием матрицы. Это означает, что канал прессующей головки включает матрицу или ее отверстие. Для каждого канала прессующей головки матрица имеет отверстие.
Это делает возможным прессование по одному брикету в каждом канале прессующей головки, т.е. по меньшей мере, два брикета одновременно, причем поперечное сечение каждого канала прессующей головки для каждого брикета может регулироваться или изменяться отдельно.
Посредством изменения поперечного сечения канала прессующей головки в его выходном отверстии относительно поперечного сечения канала прессующей головки в его входном отверстии становится возможным более или менее сильное зажимание находящегося в канале прессующей головки брикета. Хотя, естественно, что в процессе прессования брикет имеет поперечное сечение, соответствующее главным образом поперечному сечению канала прессующей головки в его входном отверстии. Вследствие неоднородности прессуемого с образованием брикета материала, брикет в своем поперечном сечении обладает большей или меньшей упругостью, так что отдельные брикеты обладают отличающейся друг от друга упругостью.
Посредством изменения поперечного сечения канала прессующей головки таким образом можно воздействовать на брикет удерживающим или зажимающим усилием, которое остается главным образом неизменным независимо от свойства брикета. Таким образом обеспечено, что второй брикет, который прессуется следующим в канале прессующей головки, встречает достаточно высокое сопротивление со стороны первого брикета. Таким образом, может улучшаться качество следующего брикета. При этом поперечное сечение каналов прессующей головки может индивидуально регулироваться для каждого канала прессующей головки. Качество брикетов при этом остается неизменным на высоком уровне независимо от свойства подлежащего прессованию прессуемого материала.
Преимущественно каналы прессующей головки в их поперечном сечении зачастую образованы с помощью опорного элемента и прессующего элемента. При этом можно себе представить, что регулируется зазор между опорным элементом и прессующим элементом, который даже при уменьшении поперечного сечения в выходном отверстии не должен быть полностью закрытым.
В качестве альтернативы точно также можно было бы себе представить, что хотя площадь поперечного сечения канала прессующей головки делится пополам главным образом опорным элементом и прессующим элементом, но прессующий элемент соответствует лишь примерно диаметру канала прессующей головки и образован в прессующей головке в качестве сменного блока, который пополняет поперечное сечение канала прессующей головки.
При этом канал прессующей головки между своим входным отверстием и своим выходным отверстием имеет продольную ось и открыт вдоль нее, в перпендикулярном направлении к продольной оси. Это означает, что входное отверстие и выходное отверстие с помощью открытого канала соединены друг с другом. При этом прессующий элемент может находиться в этом открытом канале и, в частности, подвижно расположен в нем.
Преимущественно каналы прессующей головки имеют общий опорный элемент. Этот опорный элемент образован преимущественно неразъемным, в частности, цельным.
Это делает возможным с одной стороны простое изготовление и с другой стороны улучшение восприятия усилия. Общий опорный элемент приводит к тому, что каналы прессующей головки занимают неизменное относительно друг друга положение.
Так как каналы прессующей головки имеют соответственно отдельный прессующий элемент, не является проблематичным неравномерное изнашивание частей или областей соответствующих каналов прессующей головки, которые находятся в опорном элементе, Удерживающее усилие для каждого канала прессующей головки может регулироваться независимо.
В качестве альтернативы точно также можно было бы себе представить, что для каждого канала прессующей головки предусмотрен отдельный опорный элемент или на опорном элементе предусмотрены отдельные насадки.
Таким образом, было бы возможно в опорном элементе заменять только части или области, которые имеют соответствующий износ и дальше использовать другие части и области.
Каналы в прессующей головке могут быть расположены рядом друг с другом.
Это позволяет, с одной стороны, собирать и прессовать прессуемый материал на более широком в сравнении с уровнем техники участке. С другой стороны это облегчает изготовление прессующей головки. Общий опорный элемент, таким образом, должен обрабатываться, например, только с одной стороны. При этом прессующие элементы могут быть расположены точно также рядом друг с другом. При этом они могут иметь общие крепежные элементы.
В качестве альтернативы можно себе представить, что каналы прессующей головки расположены противолежащими друг другу. Это означает, что каналы прессующей головки лежат в общей плоскости, имеют общее направление прессования, но прессующие элементы расположены противолежащими друг другу или диаметрально.
Расположены рядом друг с другом при этом означает, что каналы прессующей головки лежат в первой плоскости и прессующие элементы во второй параллельной к ней плоскости.
При противолежащих друг другу каналах прессующей головки получается преимущество, что реакция опорного элемента, которая возникает, когда прессующий элемент воздействует усилием на брикеты, предоставляется соответственно с помощью противолежащего прессующего элемента. Это означает, что при идеальном процессе прессования опорный элемент в принципе находился бы в нейтральном в плане приложения сил положении. Хотя такое идеальное распределение сил, естественно, не имеет место на практике, однако силы на опорном элементе, по меньшей мере, становятся меньше при одновременном приведении в действие прессующих элементов.
Преимущественно прессующая головка выполнена таким образом, что каждый прессующий элемент установлен с возможностью поворота вокруг преимущественно зафиксированной относительно опорного элемента оси вращения. Эта ось находится, в частности, в области входного отверстия канала прессующей головки. Ось вращения расположена главным образом под прямым углом к каналу прессующей головки. Это означает, что ось вращения находится в плоскости, параллельной к плоскости, проходящей через продольную ось канала прессующей головки, и при этом имеет направление, которое перпендикулярно к продольной оси канала прессующей головки. При нескольких каналах прессующей головки плоскость определяется несколькими продольными осями соответствующих каналов прессующей головки.
Каждому прессующему элементу может быть придан исполнительный элемент для регулировки прессующего элемента. Это делает возможным регулировку прессующего или удерживающего усилия каждого прессующего элемента.
При этом преимущественно каждый исполнительный элемент может регулироваться независимо и, в частности, также настраиваться независимо.
Таким образом, как изложено выше, в каждом канале прессующей головки усилие прессования может устанавливаться независимо. Это делает возможным воздействие на брикет во время процесса прессования. Исполнительные элементы при этом могут быть образованы, например, в виде гидравлических или пневматических элементов. Точно также можно себе представить, что предусмотрена пружина. Равным образом могут быть представлены себе электрические или механические исполнительные элементы.
Преимущественно рядом друг с другом расположены три канала прессующей головки. Но также можно себе представить рядом друг с другом больше чем три канала прессующей головки.
Это повышает пропускную способность прессующей головки.
Точно также можно себе представить, что расположены противолежащими друг другу две пары каналов прессующей головки. Преимущественно расположены противолежащими друг другу по три канала прессующей головки.
Но также можно себе представить, что расположено более трех противолежащих друг другу каналов прессующей головки.
Точно также можно себе представить неравномерное число расположенных противолежащими друг другу каналов прессующей головки, например, на одной стороне могут находиться три, а на другой стороне два канала прессующей головки. Возможны другие комбинации.
Таким образом, прессующая головка может индивидуально ориентироваться на соответствующее устройство для прессования или на соответствующий прессуемый материал. Это может быть преимуществом, например, когда при проектировании хорошо известен подлежащий прессованию материал и он имеет, например, определенное распределение и или размеры или представляет определенную смесь прессуемых материалов, например, крупные и мелкие стружки. Если, например, каналы прессующей головки расположены противолежащими друг другу в направлении падения прессуемого материала, то можно предположить, что в нижней области устройства соберутся более мелкие стружки, а в верхней области более крупные стружки. При этом может быть преимуществом, когда, например, в нижней области расположены два и в верхней области три канала прессующей головки. Таким образом, в данных обстоятельствах может достигаться требуемое прессование.
Поэтому другой аспект изобретения относится точно также к устройству для прессования прессуемого материала, в частности, для прессования стружек и, в частности, к червячному прессу, причем устройство для прессования прессуемого материала включает, по меньшей мере, прессующую головку, как описано выше.
Преимущества подобного рода устройства в данном случае точно также уже пояснены.
Устройство преимущественно включает прессующую головку, как описано выше, причем каждому прессующему элементу для регулировки прессующего элемента придан исполнительный элемент. Устройство включает при этом устройство управления для регулировки исполнительного элемента.
Это делает возможным индивидуальную регулировку устройства и, в частности, каналов прессующей головки и точно также независимую эксплуатацию устройства.
Предпочтительно каждому каналу прессующей головки придан поршень пресса для прессования прессуемого материала.
Это делает возможным и упрощает техническое обслуживание устройства и, в частности, техническое обслуживание прессующей головки.
В предпочтительной форме осуществления поршни пресса могут перемещаться с помощью общего цилиндра.
Таким образом, за один единственный ход прессования цилиндра могут одновременно изготавливаться или прессоваться несколько брикетов.
Благодаря этому упрощается и облегчается конструкция или изготовление устройства.
Однако можно было бы себе представить, что предусмотрено несколько цилиндров, которые приводят в действие различные группы поршней пресса. Таким образом, можно было бы себе представить чередующийся режим работы поршней пресса. К тому же было бы возможно уменьшение соответствующих усилий в цилиндрах.
Устройство, как описано выше, может иметь камеру предварительного сбора для размещения и/или для предварительного уплотнения прессуемого продукта. При этом камера предварительного сбора придана преимущественно одновременно всем каналам прессующей головки.
Обычно устройство для прессования прессуемого материала имеет загрузочное приспособление, которое обычно образовано в виде воронки.
При этом, подлежащий прессованию материал собирается в воронке и направляется в прессующую головку. Прессуемый материал может транспортироваться до прессующей головки, например, только с помощью гравитации. В качестве альтернативы или дополнительно можно себе представить другие элементы, которые транспортируют прессуемый материал, как, например, транспортирующие шнеки или тому подобное. Обычно внутри воронки в сочетании с прессующей головкой находится, по меньшей мере, один механический транспортирующий элемент, посредством которого обеспечивается достаточное количество прессуемого материала.
Преимущественно подобного рода транспортирующий шнек выходит в камеру предварительного сбора, в которой перед прессованием собирается прессуемый материал. Благодаря принудительной транспортировке транспортирующим шнеком при этом может предварительно уплотняться прессуемый материал.
Прессуемый материал прессуется в брикеты из камеры предварительного сбора и собирается для дальнейшей переработки, например, в углублении.
При этом устройство может быть образовано в качестве другой составной части другой машины, например, обрабатывающего центра. Точно также можно представить себе отдельное исполнение. При этом устройство может иметь дополнительные элементы для установки как, например, станина машины.
Другой аспект изобретения относится к способу прессования прессуемого материала, в частности, с устройством как описано выше и предпочтительно с прессующей головкой как описано выше.
Способ включает этапы:
- подачу прессуемого материала, причем прессуемый материал добавляется в камере предварительного сбора,
- прессование первой порции прессуемого материала с помощью канала прессующей головки при первом ходе пресса из исходного положения с помощью перемещения вперед в направлении продольной оси канала прессующей головки поршня пресса, преимущественно до конечного положения поршня пресса,
- удержание первой отпрессованной порции прессуемого материала в канале прессующей головки с помощью подвижного прессующего элемента,
- возвратное перемещение поршня пресса в исходное положение,
- подачу второй порции прессуемого материала,
- прессование второй порции прессуемого материала при втором ходе прессования поршня пресса.
Усилие прессования, прилагаемое ко второй порции прессуемого материала регулируется с помощью подвижного прессующего элемента, в частности, с помощью удерживающего усилия первой порции прессуемого материала в канале прессующей головки.
Преимущественно прессуемый материал одновременно прессуется с помощью двух или более каналов прессующей головки. Преимущественно с помощью расположения каналов прессующей головки как описано выше.
Исходное положение соответствует положению поршней пресса во вдвинутом состоянии, когда поршень пресса деблокирует камеру предварительного сбора или находится в своем возможном наиболее удаленном от входного отверстия канала прессующей головки положении. Конечное положение поршня пресса может быть определено с одной стороны, если пройдена определенная длина пути, которая определяется, например, с помощью измерения в цилиндре или на поршне пресса. Точно также можно было бы себе представить, что конечное положение связывается с достижением определенного усилия.
Затем порядок действий может повторяться, причем при этом прежде вторая порция становится первой порцией. На практике эта уравновешенность между первой и второй порцией устанавливается только после некоторого осуществления действий. Первые из этих шагов могут таким образом идентифицироваться как запуск, пока не установится стабильного состояния.
Но при запущенном способе возможно достижение высокого уровня качества брикетов и точно также высокого постоянства качества брикетов.
Этот способ делает возможным, что при нескольких расположенных рядом друг с другом или один над другим каналов прессующей головки в каждом канале прессующей головки достигается соответственно равноценное качество прессующихся брикетов.
Преимущественно исполнительный элемент для регулировки удерживающего усилия устанавливается независимо для каждого прессующего элемента в зависимости от величины перемещения рабочего цилиндра пресса или поршня пресса.
Это делает возможным обеспечение качества для каждого канала прессующей головки.
Преимущественно величина перемещения определяется в зависимости от усилия, создаваемого поршнем пресса. Усилие, создаваемое поршнем пресса, является непосредственным признаком для свойства брикетов и позволяет иметь ясное представление о процессе прессования.
При этом на поршне пресса могут быть установлены измерительные полоски тензометрического датчика или подобные устройства, которые предоставляют значение для определения величины перемещения.
Преимущественно поршни пресса имеют гидравлический привод. При этом величина перемещения может определяться в зависимости от давления в гидравлической системе.
С помощью приведенных ниже фигур описываются различные формы осуществления настоящего изобретения. При этом показывают:
фиг. 1 - устройство для прессования прессуемого материала;
фиг. 2 - часть устройства из фиг. 1 с прессующей головкой;
фиг. 3 - поперечное сечение канала прессующей головки на фиг. 2, вид в аксонометрии;
фиг. 4 - поперечное сечение из фиг. 3, ортогональный вид;
фиг. 5а-5с - различные формы осуществления прессующей головки.
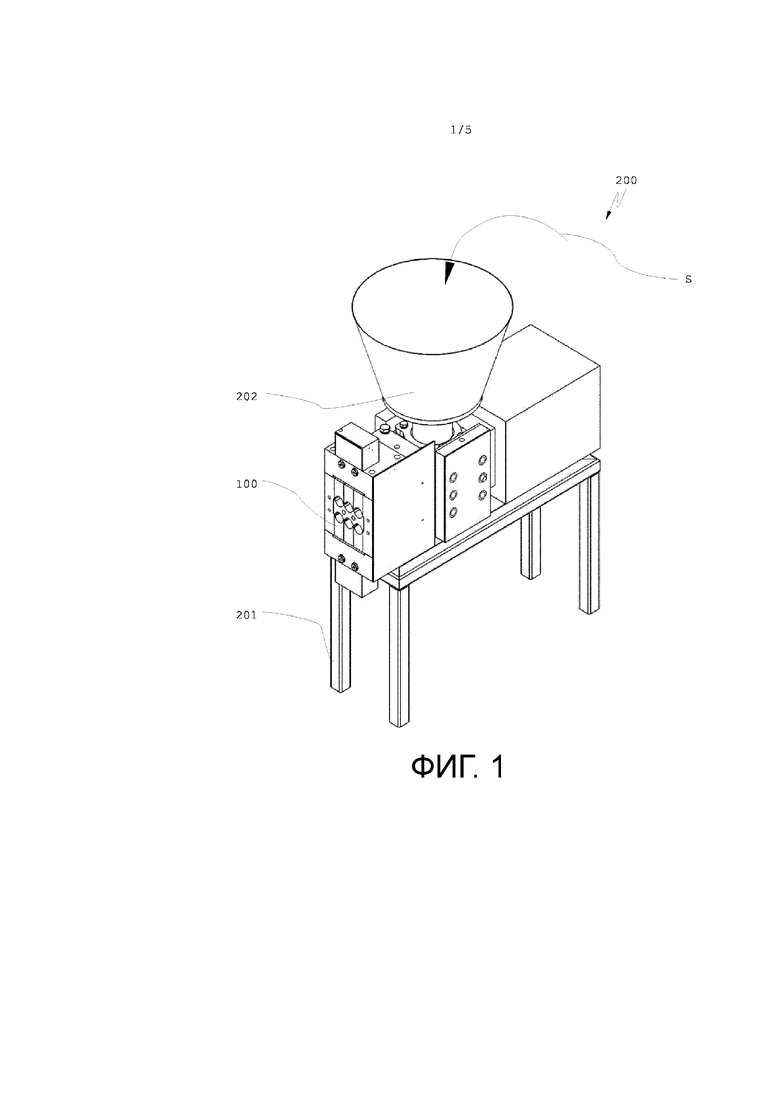
Фиг. 1 показывает устройство 200 для прессования прессуемого материала S. Устройство 200 имеет воронку 202 для загрузки прессуемого материала S. Воронка 202 соединена с блоком для прессования, который включает прессующую головку 100. Устройство 200 стоит на станине 201 машины.
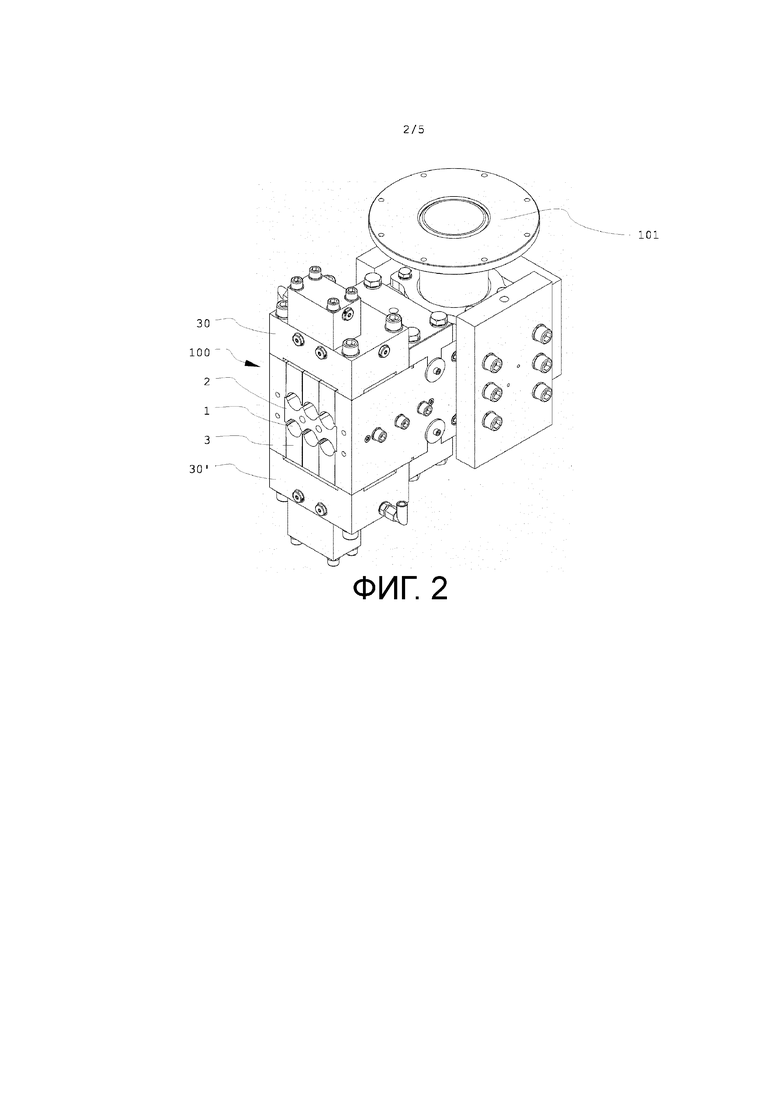
Фиг. 2 показывает часть устройства 200 из фиг. 1. Прессующая головка 100 находится внутри блока для прессования. Блок для прессования здесь начинается с патрубка 102, к которому присоединена воронка 202 для загрузки (фиг. 1). Внутри этого патрубка 101 и воронки 202 для загрузки находится транспортирующий шнек 203 (фиг. 3). На фигуре над и под прессующей головкой 100 расположено по одному установочному приспособлению 30, 30’. Прессующая головка 100 включает общий опорный элемент 2, а также шесть прессующих элементов 3. Показаны шесть прессующих элементов 3 для прессования, но, причем для лучшей наглядности вида обозначен и точно также описывается соответственно только один. Прессующий элемент 3 вместе с опорным элементом 2 образует канал 1 прессующей головки. В данном случае три канала 1 прессующей головки расположены противолежащими по отношению к трем другим каналам 1 прессующей головки. Соответственно три канала прессующей головки расположены рядом друг с другом. Установочные приспособления 30, 30’ взаимодействуют с прессующими элементами 3. Прессующая головка 100 в данном случае образована из двух боковых пластин, между которыми расположен опорный элемент 2. Точно также к прессующей головке принадлежат прессующие элементы 3, которые вместе с опорным элементом 2 образуют шесть каналов 1 прессующей головки.
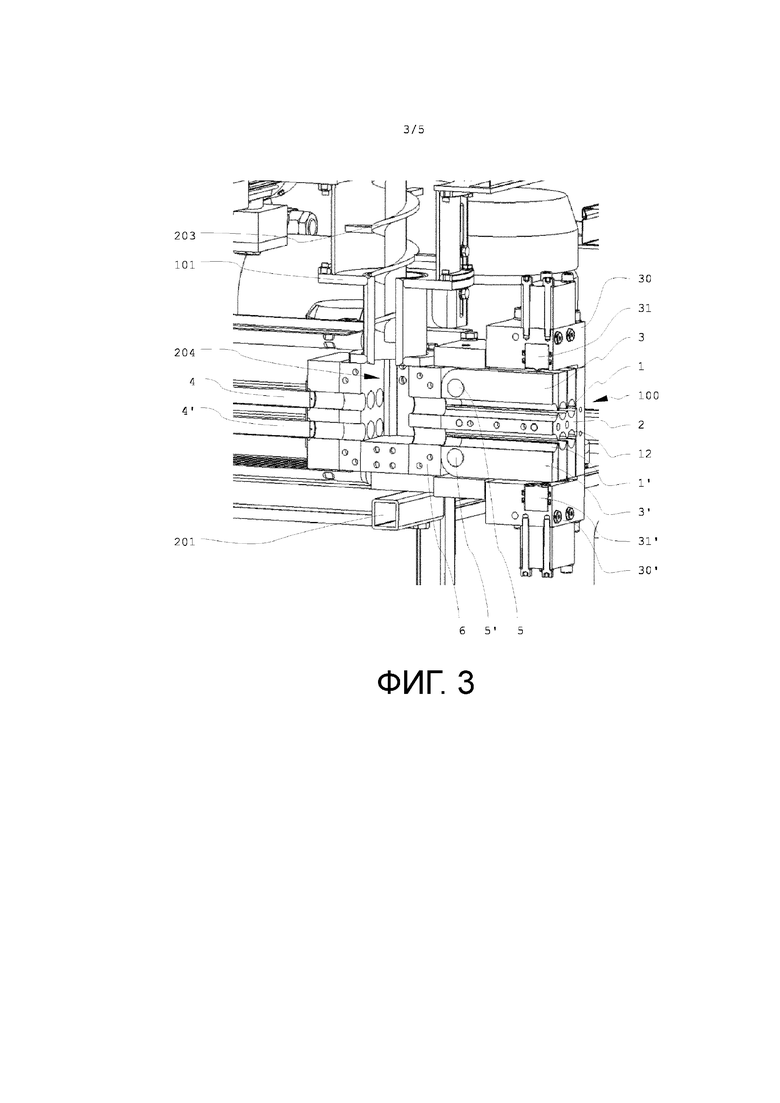
Фиг. 3 показывает поперечное сечение вдоль продольной оси показанного на фиг. 2 канала прессующей головки. При этом фиг. 3 показывает другие детали устройства согласно фиг. 1, которые не показаны на фиг. 2. Так на фиг. 3 видна станина 201 машины, на которой расположен блок для прессования с прессующей головкой 100. Направление транспортировки прессуемого материала при этом определено с помощью транспортирующего шнека 203 и прессующей головки 100, это означает направление транспортировки транспортирующим шнеком 202 в направлении прессующей головки 100 с выходными отверстиями 12.
Для лучшей наглядности маркированы соответственно только некоторые из одинаковых частей (по аналогии с фигурой 2).
На фиг. 3 не видна загрузочная воронка, в которую проходит транспортирующий шнек 203. Подлежащий прессованию материал загружается в загрузочную воронку 202 (см. фиг. 1) и транспортирующим шнеком 203 транспортируется в камеру 204 для предварительного сбора. Прессуемый материал собирается в камере 204 для предварительного сбора и с помощью поршня 4, 4’ пресса прессуется в прессующей головке 100. При этом поршни 4, 4’ пресса движутся в направлении транспортировки в матрицу 6 и продавливают подлежащий прессованию материал через матрицу 6. Ниже по потоку по отношению к матрице 6 расположена прессующая головка 100. Прессующие элементы 3 и 3’ прессующей головки 100 установлены на осях 5 и 5’ вращения. Прессующие элементы 3 и 3’ при этом так установлены на осях 5 и 5’ вращения, что они могут перемещаться к и от соответствующих установочных приспособлений 30, 30’. После многократного осуществления отдельного процесса прессования внутри канала 1, 1’ прессующей головки образуется скопление из отдельных становящихся все более плотными брикетов. Эти брикеты с помощью прессующих элементов 3, 3’ удерживаются в их положении в канале 1, 1’ прессующей головки. Благодаря регулировке удерживающего усилия с помощью исполнительных элементов 31, 31’на соответствующих прессующих элементах 3, 3’ точно также регулируется реакция на усилие поршней пресса, и таким образом опосредованно сжимающее усилие на брикет в матрице 6.
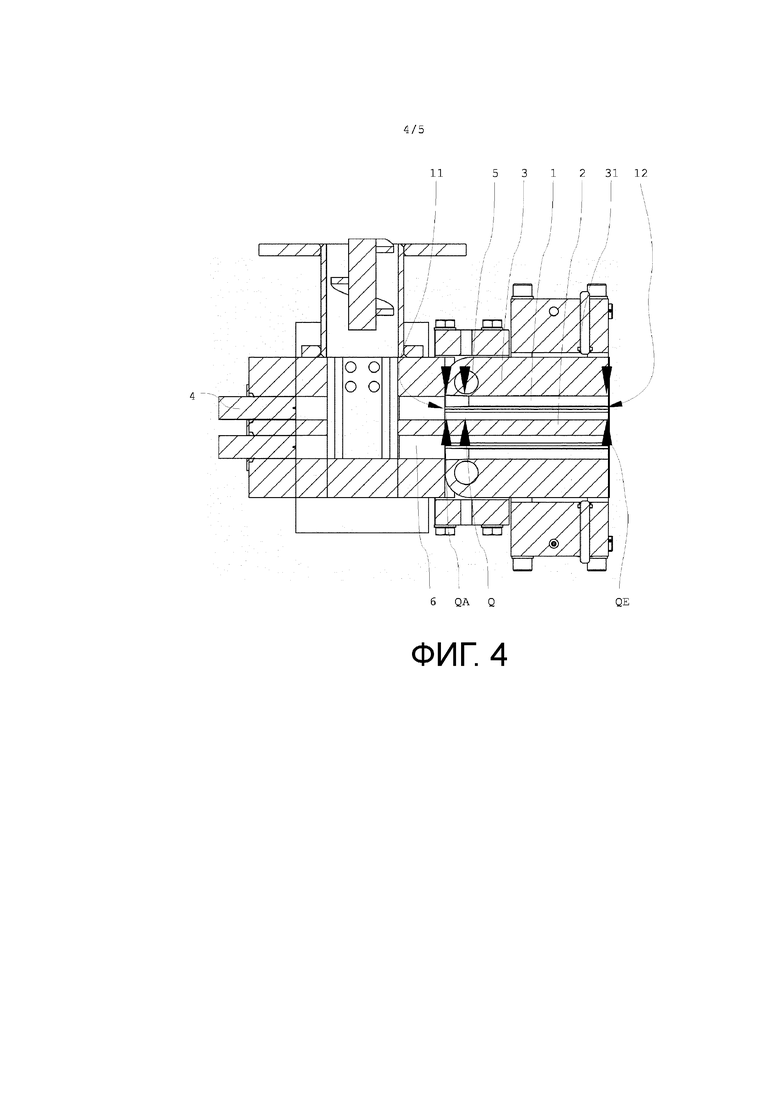
Фиг. 4 показывает поперечное сечении согласно фиг. 3 в ортогональном виде. При этом соответственно ради наглядности обозначены только элементы одного отдельного канала 1 прессующей головки. Канал 1 прессующей головки имеет входное отверстие 11 и выходное отверстие 12. В области входного отверстия 11 входной канал 1 имеет поперечное сечение QA, в области выходного отверстия 12 канал 1 прессующей головки имеет поперечное сечение QE. Канал 1 прессующей головки при этом образован опорным элементом 2 и прессующим элементом 3. Прессующий элемент 3 с возможностью вращения установлен на оси 5 вращения. При этом в области оси 5 вращения имеет место более регулярное поперечное сечение Q канала 1 прессующей головки. Если теперь исполнительный элемент 31 в области выходного отверстия 12 оказывает воздействие на прессующий элемент 3, то естественно изменяется поперечное сечение QE в выходном отверстии 12 по отношению к поперечному сечению QA во входном отверстии 11. Брикет, который формируется в матрице 6 с помощью поршней 4 пресса, имеет главным образом диаметр, соответствующий поперечному сечению матрицы 6. Вследствие различной структуры брикета упругость брикета в направлении поперечного сечения различна. Отпрессованный брикет транспортируется в канал 1 прессующей головки с помощью последующего брикета. В канале 1 прессующей головки этот брикет должен удерживаться. Неоднородность брикетов между собой значительна, однако, несмотря на это с помощью регулировки прессующего элемента 3 прессующей головки с помощью исполнительного элемента 31 на брикеты в канале 1 прессующей головки может оказываться не изменяющееся удерживающее усилие, в результате чего внутри матрицы создается определенное противодействие или реакция на действие поршня 4 пресса.
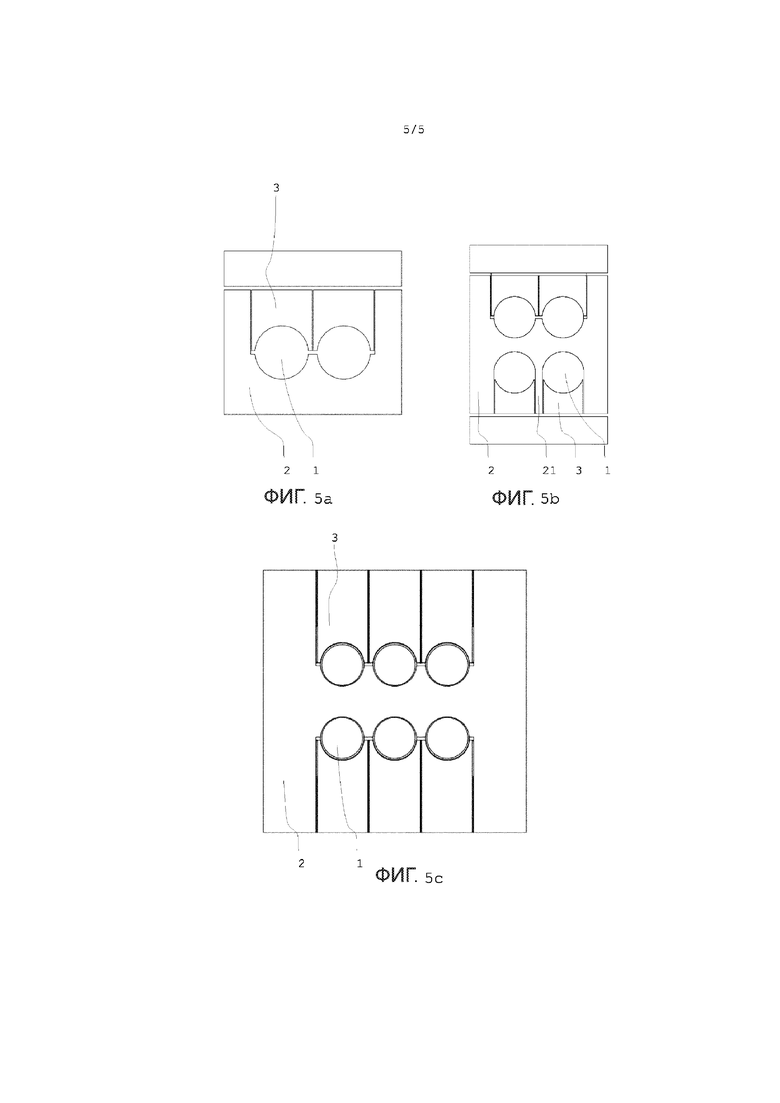
Фиг. 5а-5с показывают различные формы осуществления прессующей головки. Ради наглядности соответственно только отдельные из многих одинаковых элементов снабжены ссылочными позициями.
Фиг. 5а показывает прессующую головку с двумя лежащими рядом друг с другом каналами 1 прессующей головки. Опорный элемент 2 в данном случае образован за одно целое с боковой стенкой прессующей головки. Внутри прессующей головки можно увидеть каналы 1 прессующей головки, которые закрыты прессующим элементом 3. В данном случае два прессующих элемента 3 образуют запорное устройство открытого вверх канала 1 прессующей головки.
Фиг. 5b показывает компоновку согласно фиг. 5а, причем соответственно две пары каналов 1 прессующей головки лежат напротив друг друга. При этом можно себе представить, что обе пары каналов 1 прессующей головки образованы как описано на фиг. 5а. В качестве альтернативы можно было бы себе представить, исполнение каналов 1 прессующей головки и прессующих элементов 3 как образовано ниже на фиг. 5с. При этом можно было бы себе представить, что опорный элемент 2 имеет дополнительную перегородку 21. которая отделяет каналы прессующей головки друг от друга. При этом прессующие элементы 3 могут образовываться только с шириной диаметра канала 1 прессующей головки, так что прессующие элементы 3 образуют сменный блок для канала 1 прессующей головки.
Фиг. 5с показывает другое исполнение прессующей головки, причем оно главным образом соответствует исполнению согласно фиг. 5b, с отличием, что соответственно три канала 1 прессующей головки расположены противолежащими друг другу, причем соответственно три канала 1 прессующей головки расположены рядом друг с другом. Опорный элемент 2 здесь точно также образован за одно целое с боковыми стенками прессующей головки. Прессующие элементы 3 для прессования соответствуют исполнению как описано на фиг. 5а.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ | 2002 |
|
RU2312019C2 |
| БРИКЕТНЫЙ ШТЕМПЕЛЬНЫЙ ПРЕСС | 2013 |
|
RU2524032C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2100191C1 |
| УСТРОЙСТВО ПОЛУСУХОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2198786C2 |
| РОТАЦИОННЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПРЕССУЕМОГО ПИЩЕВОГО МАТЕРИАЛА | 2020 |
|
RU2809044C2 |
| СПОСОБ ОБЪЕМНОГО ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2572268C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ПРЕССОВАННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041816C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2318656C2 |
| ПРЕСС ДЛЯ ОТЖИМА И ГРАНУЛИРОВАНИЯ | 2015 |
|
RU2602921C1 |
| Устройство для прессования скошенного материала в кипы | 1978 |
|
SU1143313A3 |
Изобретение относится к прессованию материала, в частности стружек на червячном прессе. Прессующая головка содержит по меньшей мере два канала с входным и выходным отверстиями. Каждый канал имеет неподвижно установленный опорный элемент и прессующий элемент, который имеет возможность перемещения в одном направлении, преимущественно относительно опорного элемента. Поперечное сечение (QA) канала прессующей головки в его выходном отверстии может изменяться относительно поперечного сечения (QE) канала во входном отверстии. Каждый прессующий элемент снабжен исполнительным элементом для создания регулируемого усилия. Исполнительный элемент выполнен с возможностью независимого регулирования усилия прессующего элемента. В результате обеспечивается повышение качества полученных брикетов и увеличение количества материала, прессуемого за один ход пресса. 3 н. и 12 з.п. ф-лы, 5 ил.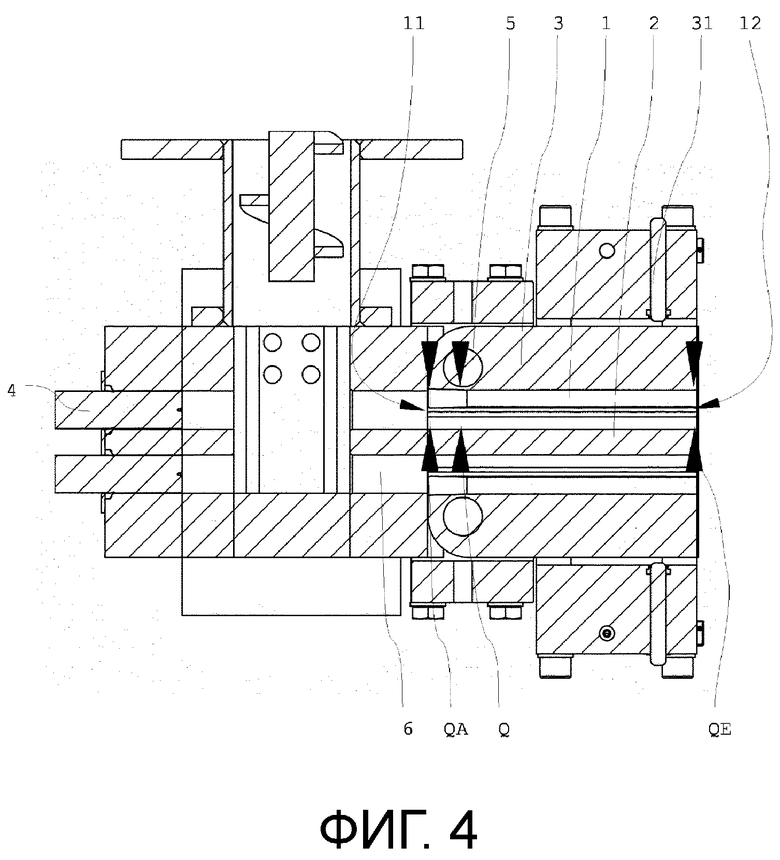
1. Прессующая головка (100) устройства для прессования прессуемого материала, содержащая по меньшей мере два канала (1, 1’), каждый из которых выполнен с входным отверстием (11, 11’) и выходным отверстием (12, 12’), отличающаяся тем, что каждый канал (1, 1’) имеет опорный элемент (2, 2’) и один подвижный прессующий элемент (3, 3’), установленный с возможностью перемещения в одном направлении с обеспечением изменения поперечного сечения (QА) канала в его выходном отверстии относительно поперечного сечения (QЕ) канала во входном отверстии, причём каждый прессующий элемент (3, 3’) снабжен исполнительным элементом (31, 31’) для создания регулируемого усилия прессующего элемента (3, 3’), причём каждый исполнительный элемент (31, 31’) выполнен с возможностью независимого регулирования усилия прессующего элемента (3,3’).
2. Прессующая головка (100) по п. 1, отличающаяся тем, что каналы (1, 1’) в своем поперечном сечении (Q) главным образом на половину образованы опорным элементом (2, 2’) и прессующим элементом (3, 3’).
3. Прессующая головка (100) по п. 1 или 2, отличающаяся тем, что каналы (1, 1’) имеют общий опорный элемент (2, 2’), который выполнен преимущественно неразъемным, в частности цельным.
4. Прессующая головка (100) по любому из пп. 1-3, отличающаяся тем, что каналы (1, 1’) расположены рядом друг с другом.
5. Прессующая головка (100) по любому из пп. 1-3, отличающаяся тем, что каналы (1, 1’) расположены в одной плоскости, при этом прессующие элементы (3, 3’) каналов (1, 1’) на одной стороне прессующей головки диаметрально противоположны прессующим элементам (3, 3’) каналов (1, 1’) на другой стороне прессующей головки.
6. Прессующая головка (100) по любому из пп. 1-5, отличающаяся тем, что прессующий элемент (3, 3’) установлен с возможностью поворота вокруг зафиксированной преимущественно относительно опорного элемента (2, 2’) оси вращения, в частности в области входного отверстия (11, 11’), причем ось вращения расположена главным образом под прямым углом к каналу прессующей головки.
7. Прессующая головка (100) по п. 4, отличающаяся тем, что она содержит три канала (1, 1’), расположенных рядом друг с другом.
8. Прессующая головка (100) по п. 5, отличающаяся тем, что по три канала расположены на сторонах прессующей головки, при этом прессующие элементы (3, 3’) трех каналов (1, 1’), расположенных на одной стороне прессующей головки, диаметрально противоположны прессующим элементам (3, 3’) трех каналов (1, 1’) на другой стороне прессующей головки.
9. Устройство (200) для прессования материала, содержащее по меньшей мере одну прессующую головку (100) по любому из пп. 1-8, в которой каждый канал (1, 1’) прессующей головки снабжен поршнем (4, 4’) пресса для прессования материала.
10. Устройство (200) по п. 9, отличающееся тем, что оно снабжено устройством управления для регулировки исполнительного элемента (31, 31’).
11. Устройство (200) по п. 9, отличающееся тем, что поршни (4, 4’) пресса установлены с возможностью перемещения посредством общего цилиндра.
12. Устройство (200) по любому из пп. 9-11, отличающееся тем, что оно содержит камеру (204) предварительного сбора для размещения и/или предварительного уплотнения прессуемого материала.
13. Способ прессования материала с использованием устройства (200) для прессования прессуемого материала, причем устройство содержит по меньшей мере одну прессующую головку, содержащую по меньшей мере два канала (1, 1’), каждый из которых имеет один подвижный прессующий элемент (3, 3’), установленный с возможностью перемещения в одном направлении с обеспечением изменения поперечного сечения (QА) канала в его выходном отверстии относительно поперечного сечения (QЕ) канала во входном отверстии, причём каждый прессующий элемент (3, 3’) снабжен исполнительным элементом (31, 31’) для создания регулируемого усилия прессующего элемента (3, 3’), и поршни (4, 4’) пресса для прессования материала, причем каждый канал (1, 1’) прессующей головки оборудован поршнем (4, 4’) пресса для прессования материала, включающий следующие этапы:
- подачу прессуемого материала,
- прессование первой порции прессуемого материала в канале (1, 1’) прессующей головки при первом прессовальном ходе путем его перемещения из исходного положения вперед в направлении продольной оси канала (1, 1’),
- удержание спрессованной первой порции прессуемого материала в прессующем канале (1, 1’) прессующей головки посредством подвижного прессующего элемента (3, 3’),
- возврат поршня (4, 4’) пресса в исходное положение,
- подачу второй порции прессуемого материала,
- прессование второй порции прессуемого материала при втором прессовальном ходе поршня (4, 4’) пресса,
причем прессующее усилие, воздействующее на вторую порцию прессуемого материала подвижным прессующим элементом (3,3’), регулируют исполнительным элементом (31, 31’) в зависимости от величины перемещения поршня (4, 4’) пресса независимо для каждого прессующего элемента (3, 3’).
14. Способ по п. 13, отличающийся тем, что величину перемещения определяют в зависимости от усилия, создаваемого поршнем (4, 4’) пресса.
15. Способ по п. 13, отличающийся тем, что поршень (4, 4’) пресса приводят в действие гидравлически и величину перемещения определяют в зависимости от давления в гидравлической системе.
| 0 |
|
SU260831A1 | |
| Штемпельный пресс для прессования брикетов | 1983 |
|
SU1181878A1 |
| Пресс брикетный штемпельный | 1975 |
|
SU582101A1 |
| Приспособление для производства панорамных съемок на фильме | 1927 |
|
SU10370A1 |
| US 3090182 A1, 21.05.1963. | |||

