Область техники
Настоящее изобретение относится к буровой штанге и способу изготовления буровой штанги в соответствии с преамбулами независимых пунктов формулы изобретения.
Предшествующий уровень техники
В публикации WO 01/42615 раскрыта сваренная способом трения буровая штанга вышеупомянутого типа. Недостатком известных штанг является то, что их изготовление является сложным и таким образом дорогим. То же самое относится к буровым штангам, описанным в патентах США №5919578, 5988301, 6095266.
Цели изобретения
Цель настоящего изобретения состоит в создании буровой штанги и способе ее изготовления, обеспечивающем простое и недорогое изготовление штанги.
Краткое описание чертежей
Фиг.1 показывает вид сбоку буровой штанги в соответствии с изобретением.
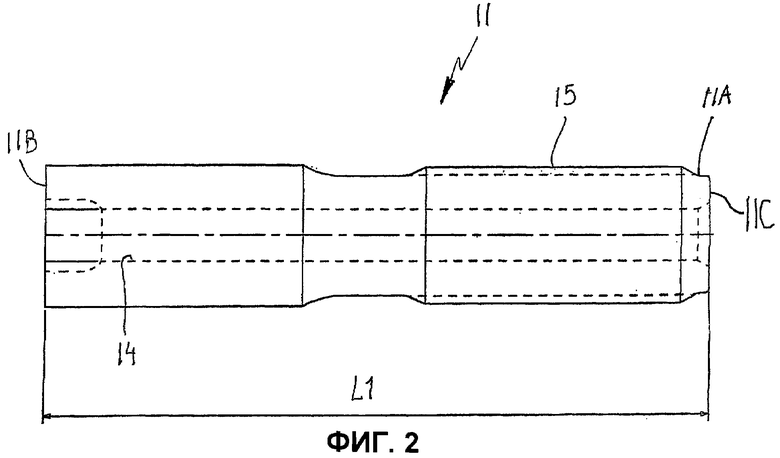
Фиг.2 показывает компонент до сварки.
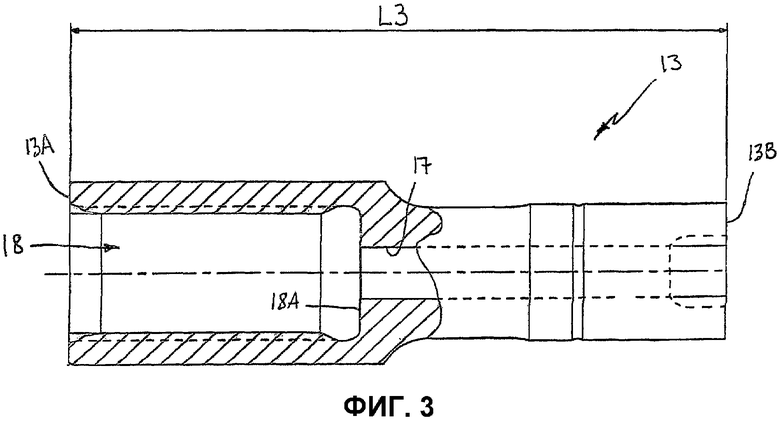
Фиг.3 показывает другой компонент, частично в поперечном сечении, до сварки.
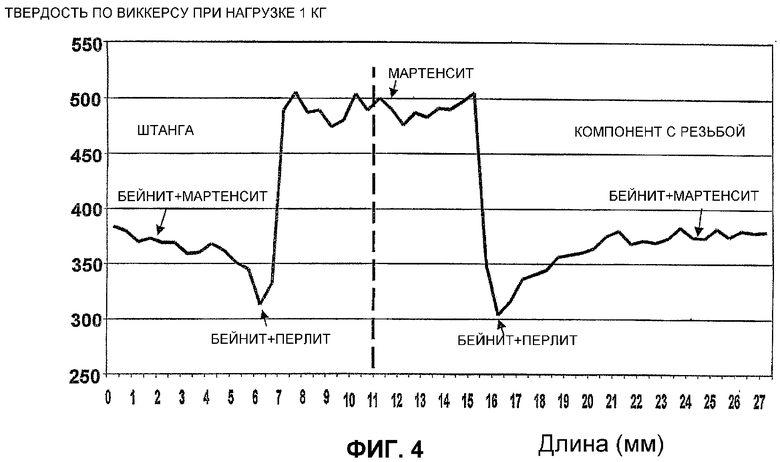
Фиг.4 показывает диаграмму распределения внутренней твердости в продольном направлении буровой штанги вблизи линии плавления в соответствии с изобретением.
Подробное описание варианта осуществления изобретения
На фиг.1 показана буровая штанга, содержащая первый компонент 11 штанги, второй компонент 12 штанги и третий компонент 13 штанги. Вышеупомянутые компоненты по крайней мере частично являются цилиндрическими. Буровая штанга 10 имеет проходящий сквозь нее канал для транспортировки промывочного средства, такого как вода, воздух или их смесь.
Первый компонент 11 штанги согласно фиг.2 имеет свободный конец 11A, противоположный конец 11B, внутренний канал 14 и компонент 15 с наружной резьбой, расположенный вблизи свободного конца 11А. Свободный конец имеет ограничительную торцевую поверхность 11C для передачи ударных волн. Компонент 15 с наружной резьбой полностью или частично закален термической обработкой. Первый компонент 11 штанги имеет наибольшую длину L1, составляющую 0,2-0,5 м. В предпочтительном варианте осуществления длина L1 равна 0,27 м. Компонент 15 с наружной резьбой закален до твердости в интервале от 440 до 750 единиц твердости по Виккерсу при нагрузке в 1 кг. Первый компонент штанги предпочтительно закален и с помощью высокочастотной обработки отвержден перед сваркой с другим компонентом.
Второй компонент 12 штанги состоит из круглого стержня 12A, имеющего внутренний канал 16 (фиг.1). Компонент 12 штанги имеет торцевые поверхности 12B и 12C, каждая из которых имеет диаметр по существу с такими же размерами, как один из противоположных концов 11B первого компонента штанги 11. Второй компонент 12 штанги имеет наибольшую длину L2, составляющую 1-5 м. В предпочтительном варианте осуществления длина L2 равна 3,8 м. Второй компонент 12 штанги не нуждается в термической обработке до сваривания с другим компонентом. Сталь, из которой изготовлен второй компонент штанги, имеет внутреннюю твердость в интервале от 350 до 440 единиц твердости по Виккерсу при нагрузке в 1 кг.
Третий компонент 13 штанги имеет свободный конец 13A, противоположный конец 13B, внутренний канал 17 и паз или компонент 18 с внутренней резьбой, соединенный с внутренним каналом второго компонента штанги вблизи свободного конца 13A. Компонент 18 с внутренней резьбой полностью или частично закален термической обработкой. Третий компонент 13 штанги имеет наибольшую длину L3, составляющую 0,2-0,5 м. В предпочтительном варианте осуществления длина L3 равна длине L1, например 0,27 м. Компонент 18 имеет донную поверхность 18A, предназначенную для взаимодействия с ограничительной торцевой поверхностью 11C присоединенной второй буровой штанги (не показана) для передачи ударных волн при ударном бурении породы. Компонент с внутренней резьбой закален до твердости в интервале от 440 до 750 единиц твердости по Виккерсу при нагрузке в 1 кг. Третий компонент 13 штанги термически обработан предпочтительно электролитическим насталиванием и прямой закалкой посредством воздушного охлаждения до сваривания с другим компонентом.
Противоположные концы 11B и 13B компонентов 11 и 13 штанги сварены трением вместе друг с другом или со вторым компонентом 12 штанги обычным путем для образования области сварки или линии плавления 19 и 20 на соответствующих противоположных концах 11B и 13B. Области сварки не обрабатываются термически, например отжигом, после сваривания. Каждая из областей сварки 19, 20 имеет, по меньшей мере, отчасти более высокую величину твердости, чем внутренняя твердость стали, из которой изготовлен второй компонент штанги 12. Готовая к использованию штанга имеет мягкие зоны на каждой стороне области сварки 19, 20. Твердость мягких зон больше 300, но меньше чем 360 единиц твердости по Виккерсу при нагрузке в 1 кг на каждой стороне области сварки 19, 20. Буровая штанга включает два сварных соединения, расположенные по оси штанги на расстоянии в 1-5 м относительно друг друга. Наибольшая длина L готовой буровой штанги находится в интервале 3-10 м, предпочтительно около 4,5 м.
Фиг.4 показывает диаграмму распределения внутренней твердости в продольном направлении буровой штанги вблизи линии плавки. Было обнаружено, что возможно использовать буровую штангу 10 непосредственно после сварки трением без последующей термической обработки.
При сварке трением мягкие зоны появляются около линии плавления. Линия плавления может быть определена как связующая зона между двумя компонентами и показана посредством вертикальной пунктирной линии на фиг.4. Линия плавления может иметь толщину 0,3-3 мм. Область сварки включает линию плавки и составляет предпочтительно 7-11 мм в осевом направлении. График внутренней твердости показан посредством непрерывной линии, и твердость значительно возрастает от начального материала по направлению к линии плавления. На диаграмме дана структура, которую имеет соответствующий компонент после сварки трением. Штанга 12 только прокатана и содержит около 50% бейнита B и около 50% мартенсита M. Компонент с резьбой или компоненты штанги 11 или 13 предпочтительно закалены, но противоположный конец при этом состоит из примерно 50% бейнита и около 50% мартенсита. По обе стороны (около 4 мм) от линии плавления области сварки имеют существенно (более 50%) неотожженную, мартенситовую структуру и высокую твердость (немного ниже 500 единиц твердости по Виккерсу при нагрузке в 1 кг). Следующей по оси после неотожженной, мартенситовой структуры является структура, состоящая по существу из бейнита и перлита P. Эта структура имеет относительно низкую твердость около 320 единиц по Виккерсу при нагрузке в 1 кг. Несмотря на эту большую разницу в твердости, буровая штанга 10, согласно изобретению, показала в тестах относительно получаемой продукции результаты, эквивалентные результатам термически обработанных обычных буровых штанг.
Способ производства буровой штанги включает следующие операции:
обеспечение первого компонента 11 штанги, имеющего внутренний канал 14, свободный конец 11A, противоположный конец 11B и компонент 15 с наружной резьбой, расположенный вблизи свободного конца и полностью или частично закаленный посредством термической обработки;
обеспечение дополнительного компонента 13 штанги, имеющего внутренний канал 17, свободный конец 13A, противоположный конец 13B и компонент 18 с внутренней резьбой, соединяющийся с внутренним каналом дополнительного компонента штанги и полностью или частично закаленный термической обработкой;
сварка противоположных концов компонентов штанги вместе для образования области сварки вблизи противоположных концов без термической обработки областей сварки после сварки. Предпочтительно компоненты штанги 11 приваривать трением к другому полому компоненту штанги 12. Предпочтительно после того, как каждая область сварки повернется, радиально внешняя поверхность области сварки должна стать гладкой и слегка вогнутой. Буровая штанга сварена предпочтительно в двух точках, расположенных на расстоянии, по меньшей мере, одного метра относительно друг друга по оси штанги. Буровая штанга изготовлена из стали, имеющей определенную внутреннюю твердость. Область сварки имеет такое же или более высокое значение твердости, чем внутренняя твердость стали полого компонента штанги. Компонент с внешней резьбой и компонент с внутренней резьбой закалены до твердости в интервале от 440 до 750 единиц твердости по Виккерсу при нагрузке в 1 кг.
Для осуществления несложного и по стоимости эффективного изготовления штанга предпочтительно изготавливается, по крайней мере, из трех отдельных, легко обрабатываемых компонентов, таким образом образуются, по меньшей мере, две области сварки после сваривания трением. При наличии промежуточного склада этих отдельных компонентов они могут быть совмещены разным способом, что обеспечит предпосылки для быстрого и гибкого производства различных форм штанг. Таким образом, размер запасов готовых к употреблению штанг может быть уменьшен, и в связи с этим уменьшатся затраты на хранение и опасность устаревания изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| БУРОВОЙ ЭЛЕМЕНТ ДЛЯ БУРЕНИЯ ПО ПОРОДЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2302507C2 |
| МУФТОВОЕ УСТРОЙСТВО С ПОКРЫТИЕМ ДЛЯ ЭКСПЛУАТАЦИИ В ГАЗОНЕФТЯНЫХ СКВАЖИНАХ | 2011 |
|
RU2572617C2 |
| ЭЛЕМЕНТ БУРОВОГО СНАРЯДА, ОСНАЩЕННЫЙ УЛУЧШЕННЫМ НАПЛАВЛЕННЫМ СЛОЕМ | 2014 |
|
RU2684265C1 |
| БУРИЛЬНАЯ ШТАНГА, СОДЕРЖАЩАЯ УЧАСТКИ, ВЫСТУПАЮЩИЕ ВО ВНУТРЕННЕМ НАПРАВЛЕНИИ | 2015 |
|
RU2651650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГ ДЛЯ БУРИЛЬНЫХ МАШИН УДАРНО-ВРАЩАТЕЛЬНОГО ДЕЙСТВИЯ | 2010 |
|
RU2463361C2 |
| БЕЙНИТНАЯ СТАЛЬ ДЛЯ КОМПОНЕНТОВ ДЛЯ БУРЕНИЯ ПОРОДЫ | 2013 |
|
RU2669665C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГИ ДЛЯ ПЕРФОРАТОРНОГО БУРЕНИЯ ШПУРОВ | 1999 |
|
RU2170769C1 |
| Муфтовое устройство с покрытием для эксплуатации в газонефтяных скважинах | 2015 |
|
RU2608454C1 |
| УСТРОЙСТВА С ПОКРЫТИЕМ ДЛЯ ЭКСПЛУАТАЦИИ НЕФТЯНОЙ И ГАЗОВОЙ СКВАЖИНЫ | 2009 |
|
RU2529600C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ НАСОСНОЙ ШТАНГИ | 2003 |
|
RU2321483C2 |
Настоящее изобретение относится к буровой штанге для ударного бурения породы и способу ее изготовления. Обеспечивает простое и недорогое изготовление штанги. Буровая штанга имеет первый компонент штанги, включающий свободный конец, противоположный конец, внутренний канал и компонент с наружной резьбой, расположенный вблизи свободного конца и полностью или частично закаленный посредством термической обработки, дополнительный компонент штанги, включающий свободный конец, противоположный конец, внутренний канал и компонент с внутренней резьбой, расположенный вблизи свободного конца второго компонента штанги и полностью или частично закаленный посредством термической обработки. Противоположные концы компонентов штанги сварены друг с другом или с промежуточным полым компонентом штанги для образования области сварки вблизи каждого противоположного конца. Области сварки не требуют термической обработки после сваривания. 2 н. и 6 з.п. ф-лы, 4 ил.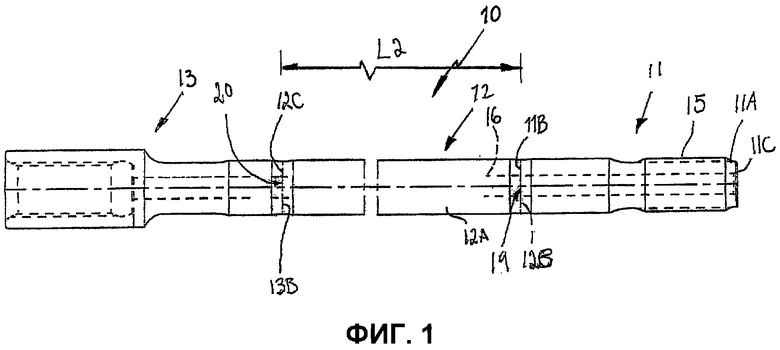
обеспечение первого компонента штанги (11), имеющего внутренний канал (14), свободный конец (11А), противоположный конец (11В), компонент (15) с наружной резьбой, расположенный вблизи свободного конца и полностью или частично закаленного посредством термической обработки;
обеспечение дополнительного компонента (13) штанги, имеющего свободный конец (13А), противоположный конец (13В), внутренний канал (17) и компонент (18) с внутренней резьбой, расположенный вблизи свободного конца (13А) дополнительного компонента штанги и полностью или частично закаленного термической обработкой, отличающийся тем, что противоположные концы (11В, 13В) компонентов (11, 13) штанги сваривают друг с другом или с промежуточным полым компонентом штанги (12) для образования области сварки (19, 20) вблизи противоположных концов (11В, 13В) без проведения дальнейшей термической обработки буровой штанги (10) после сварки в связи с сохранением в области сварки (19, 20) существенно мартенситовой структуры буровой штанги.
Приоритет по пунктам:
| Способ уборки горячих рулонов от моталок | 1960 |
|
SU142615A1 |
| Буровая труба | 1989 |
|
SU1836536A3 |
| US 6095266 А, 01.08.2000 | |||
| US 4151018 А, 04.04.1979 | |||
| WO 9749520 А1, 31.12.1997 | |||
| ЭРЛИХ Г.М | |||
| Эксплуатация бурильных труб, Москва, ГНТИ нефтяной и горно-топливной литературы, 1956, с.73-75. | |||

