Изобретение относится к элементу бурового снаряда. Оно относится также к способу наплавки такого элемента.
Элементы этого типа находят свое применение, в частности, в области бурения нефтяных скважин для формирования бурового снаряда, который проходит от поверхности скважины до ее забоя.
Эти элементы содержат, в частности, бурильные трубы (“drill pipes” на английском языке), утяжеленные бурильные трубы (“heavy weight drill pipes” на английском языке) и толстостенные бурильные трубы (“drill collars” на английском языке). Они указаны, в частности, в спецификациях Американского Института нефти или “API” в этой области техники.
Во время работы элементы бурового снаряда подвергаются воздействию истирания. Действительно, на их уровне промежуток между элементом бурового снаряда и стенкой скважины сужается, в результате чего уменьшается сечение для прохождения бурового шлама, и наружная поверхность элемента приближается к стенке скважины.
Для повышения стойкости к истиранию буровых элементов, как известно, их наружную поверхность покрывают поверхностным упрочняющим слоем, называемым также слоем “hardbanding” на английском языке или «наплавленным» слоем. На практике, этот тип покрытия ограничен участками элемента, которые имеют самые большие диаметры и/или являются самыми толстыми.
Обычно наплавка состоит в нанесении наплавочного материала, состав которого выбирают в зависимости от требуемых от него свойств твердости, на часть наружной поверхности элемента. Обычно материал наносят при помощи способа, производного от электродуговой сварки: используют горелку типа MIG/MAG и проволоку, которая образует плавящийся электрод и состав которой соответствует наплавочному материалу. Наплавку производят последовательными полосами, каждая из которых охватывает элемент бурового снаряда, при этом каждую полосу выполняют в виде шва материала, наносимого с колебанием горелки вдоль длины элемента.
После износа покрытия элемент можно извлечь из бурового снаряда и произвести новую наплавку. На практике наплавку планируют периодически.
Обычно вычисляют номинальное значение для толщины наплавляемого слоя, в частности, толщины каждой полосы/шва, на основе минимального срока эксплуатационной стойкости для обработанного элемента и скорости износа наплавленного слоя. Эту скорость износа обычно оценивают на небольшой толщине тестового наплавленного слоя.
При использовании наплавочного материала обычного состава и при предполагаемой эксплуатационной стойкости примерно в 80 часов получают номинальные значения толщины, близкие к 2,4 миллиметра.
Поскольку эксплуатационная стойкость элемента ограничена износом наплавленного слоя, обычно для вычисленного значения толщины применяют большой допуск. Например, при номинальном значении 2,4 миллиметра, как правило, допускают толщины, составляющие от 2,4 до 4 миллиметров.
Со временем появилась потребность в изменении этой технологии наплавки и, в частности, в повышении эксплуатационной стойкости элемента и его наплавленного слоя.
Например, в документе US 2011/0220348 рассмотрено так называемое явление «разбавления», при котором часть базового материала элемента бурового снаряда переходит в наплавляемый слой. В результате ухудшаются свойства наплавленного слоя. В этом документе предложено размещать слой специального материала между наружной поверхностью непокрытого элемента и наплавляемым слоем из материала с низким коэффициентом трения.
В документе US 4,256,518 рассмотрена так называемая «зона термического влияния», то есть часть элемента бурового снаряда, кристаллографическая структура которой оказывается измененной в результате нанесения наплавочного материала при высокой температуре. В частности, в этом документе предложена термическая обработка после нанесения наплавочного материала и/или нанесение промежуточного слоя из специального материала между поверхностью элемента и наплавляемым слоем.
В других документах рассмотрена твердость покрытия и/или его однородность. Чаще всего в них предлагается наплавочный материал специального состава.
В связи с этим в документе US 4,243,727 предложено, например, покрытие, твердость которого повышается с глубиной от 55,2 HRC на поверхности до 68,4 HRC вблизи поверхности элемента. Это конкретное изменение твердости получают за счет специального состава наплавочного материала.
В документе WO 2011/053928 раскрыто покрытие, поведение при эрозии и твердость которого были улучшены за счет специального состава покрытия.
В уже упомянутом документе US 2011/0220348 ставится задача получения покрытия с твердостью, составляющей от 60 HRC до 70 HRC. В реальности свойства твердости данного покрытия являются результатом применения специального состава промежуточного слоя и способа нанесения путем плакирования.
Некоторыми авторами делались попытки изменить технологию, используемую для нанесения, и, в частности, разработать технологии на основе лазерной плазмы.
В документе US 2011/0220348 предложено применять так называемые технологии “thermal spraying” или «термического напыления», которая состоит в напылении наплавочного материала в виде частиц порошка или проволоки на подложку, и/или технологию “laser/electron beam” или «лазерной сварки», которая состоит в напылении наплавочного материала в виде металлического порошка на деталь через луч мощного лазера. Эти технологии требуют наплавки материала в специальном виде, в частности, в виде порошка.
В документе FR 2570084 предложено упрочнять полосы наплавленного слоя при помощи лазера на глубине около 1 миллиметра, не нагревая полосу до температуры плавления.
В связи с этим заявитель было обнаружено, что практически все предложенные усовершенствования технологии наплавки, по крайней мере технологии, предназначенные для повышения эксплуатационной стойкости наплавки и/или обработанных наплавкой элементов, требуют применения специального наплавочного материала, который имеет специфические состав и/или форму.
Однако на практике пользователь не имеет большой свободы выбора состава наплавочного материала. Прежде всего, в области бурения существует ограничительная норма по составу наплавочного материала. Кроме того, с учетом оставляемой нормой свободы точный состав электродной проволоки, как правило, является промышленным секретом. Наконец, пользователь обычно приобретает электродную проволоку у одного и того же поставщика, что обеспечивает ему в определенной мере постоянные характеристики, соответствующие испытаниям. Иначе говоря, пользователь тестирует не состав наплавочного материала, а проволоку того или иного производителя.
Поэтому заявитель поставил перед собой задачу улучшить технологию наплавки независимо от состава наплавочного материала.
Другой задачей изобретения является улучшение характеристик элемента бурового снаряда или самого наплавленного слоя при использовании классической электродной проволоки, например, выпускаемой компаниями ARNCO или Tuboscope.
Прежде всего изобретением предложен элемент бурового снаряда, содержащий по меньшей мере один наплавленный слой, в котором наплавленный слой содержит один или несколько валиков наплавочного металла, каждый из которых имеет ширину от 1 до 5 миллиметров и которые нанесены смежно для получения по существу сплошного слоя в зоне элемента, тогда как твердость в толщине слоя колеблется менее чем на 10 HRC в упомянутой зоне.
В частности, согласно изобретению, можно предложить элемент бурового снаряда, содержащий по меньшей мере один наплавленный слой, в котором наплавленный слой содержит один или несколько валиков наплавочного металла, каждый из которых имеет ширину от 1 до 5 миллиметров и которые нанесены смежно для получения по существу сплошного слоя в зоне элемента, при этом твердость, измеренная в различных точках данной локальной радиальной толщины слоя колеблется менее чем на 10 HRC в упомянутой локальной радиальной толщине, в частности, в том числе, когда точки измерения удалены друг от друга более чем на 0,5 мм и предпочтительно более чем на 1мм. Предпочтительно более чем на 95% и предпочтительно при всех радиальных толщинах наплавленного слоя для каждой из этих радиальных толщин наблюдают максимальные изменения твердости между внешней периферией и дном наплавленного слоя, составляющие менее 10 HRC.
Элемент этого типа имеет много преимуществ, к которым мы еще вернемся ниже. Прежде всего необходимо отметить, что эти преимущества не зависят от состава наплавочного материала. Их можно добиться при использовании классической электродной проволоки.
Изобретением предложен также способ наплавки наплавочного металла на металлическую деталь, в котором используют сварочную установку, содержащую горелку типа MIG/MAG, держатель инструмента, на котором установлена горелка, и держатель детали, при этом способ содержит следующие этапы:
а. на держатель детали устанавливают металлическую деталь, содержащую периферическую поверхность, предназначенную по меньшей мере для частичной наплавки;
b. держатель инструмента с горелкой и держатель детали устанавливают в первоначальное относительное положение, в котором горелка нацелена на первое место периферической поверхности;
с. держатель инструмента и держатель детали перемещают относительно друг друга до конечного относительного положения, в котором горелка нацелена на второе место периферической поверхности, удаленное в осевом направлении от первого места;
d. горелку включают в режим холодной сварки во время по меньшей мере части относительного перемещения держателя инструмента и держателя детали для нанесения одного или нескольких смежных валиков наплавочного металла с образованием по существу сплошного слоя по меньшей мере на части периферической поверхности от первого до второго места, при этом горелку включают в режим холодной сварки во время по меньшей мере части одновременного перемещения поступательным движением и вращением.
Способ позволяет реализовать вышеупомянутый элемент бурового снаряда. В данном случае термин «наплавка» используется в том смысле, который он обычно имеет в этой области техники, и соответствует нанесению слоя наплавочного металла или наплавленного слоя, причем этот слой наносят как на непокрытый элемент («первая» наплавка), так и вместо предыдущего наплавленного слоя.
Кроме того, способ имеет целый ряд преимуществ, которые будут описаны ниже.
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего подробного описания со ссылками на прилагаемые чертежи, на которых:
Фиг. 1 изображает частичный вид в продольном разрезе известного элемента бурового снаряда.
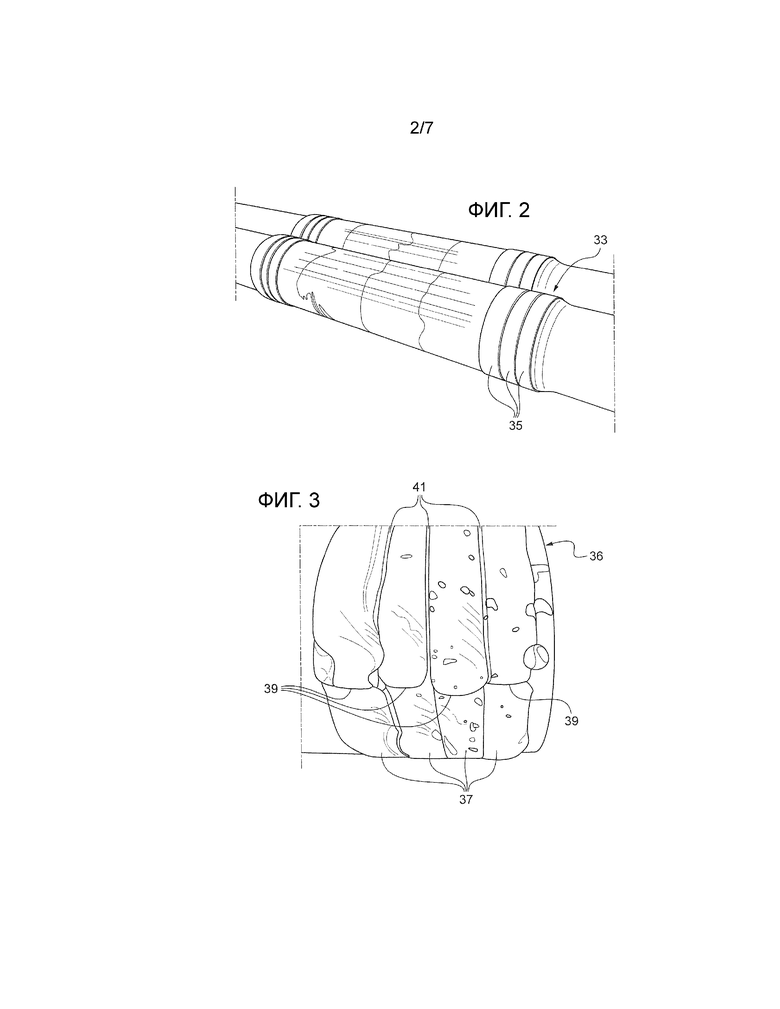
Фиг. 2 - вид другого известного элемента бурового снаряда.
Фиг. 3 - вид известного наплавленного слоя.
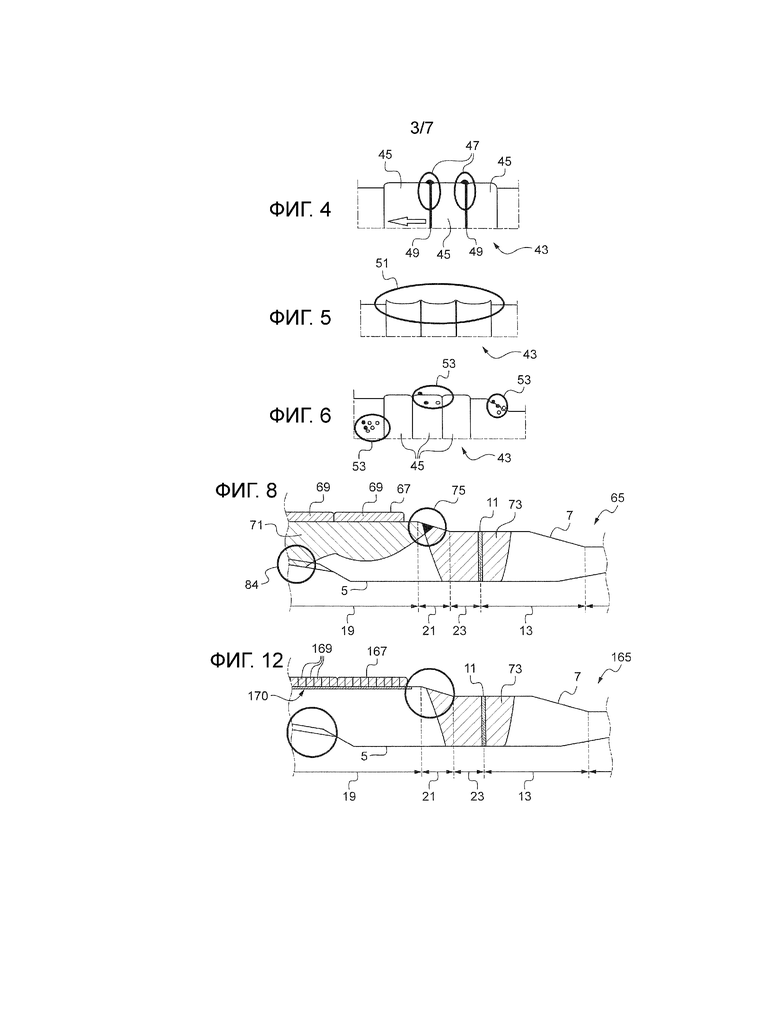
Фиг. 4-6 - схематичный вид известного наплавленного слоя.
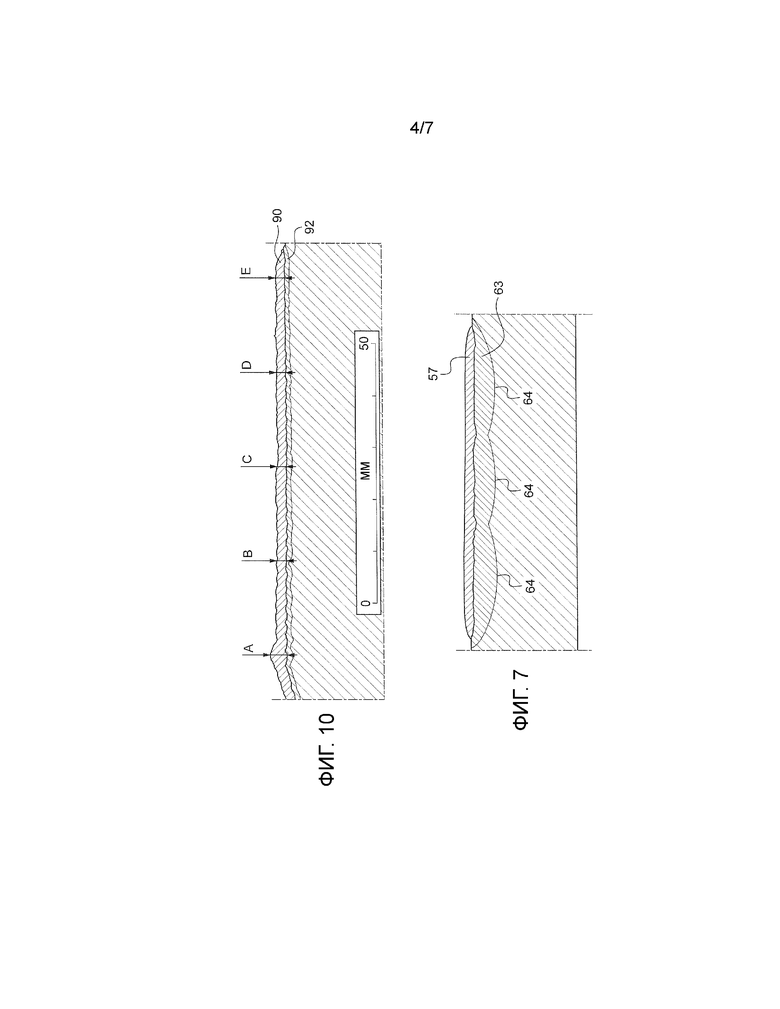
Фиг. 7 - макроснимок известного наплавленного слоя.
Фиг. 8 - частичный вид в продольном разрезе известного элемента бурового снаряда.
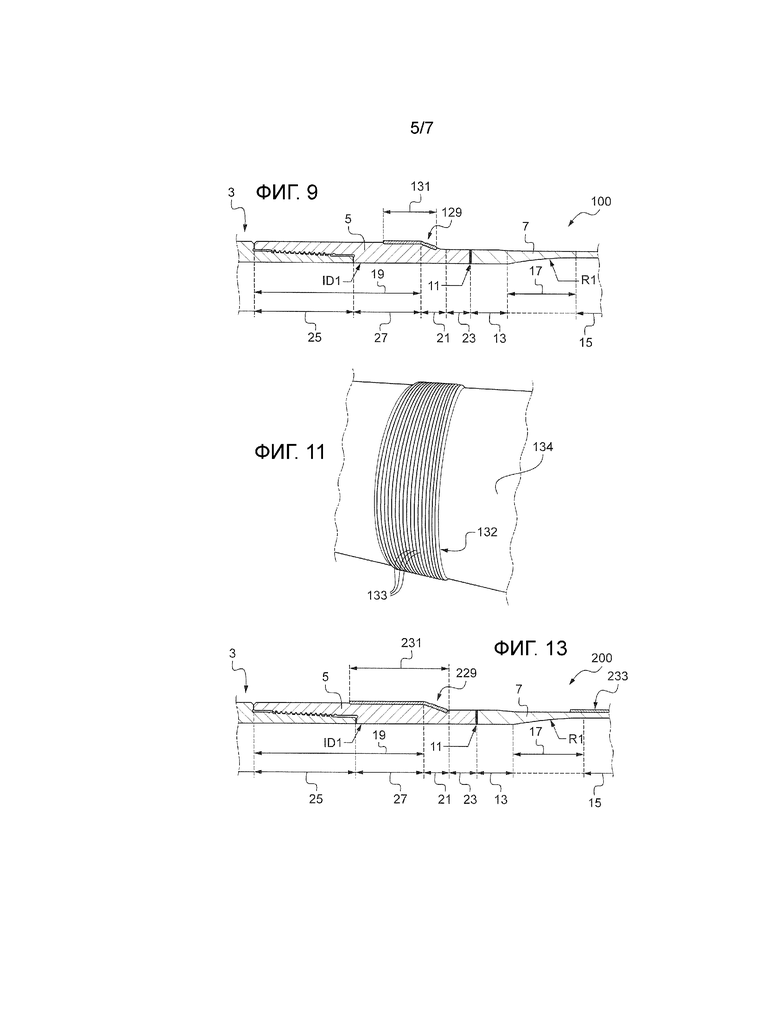
Фиг. 9 - частичный вид в продольном разрезе заявленного элемента бурового снаряда.
Фиг. 10 - макроснимок заявленного наплавленного слоя.
Фиг. 11 - вид заявленного наплавленного слоя.
Фиг. 12 - частичный вид в продольном разрезе другого заявленного элемента бурового снаряда.
Фиг. 13 - частичный вид в продольном разрезе еще одного заявленного элемента бурового снаряда.
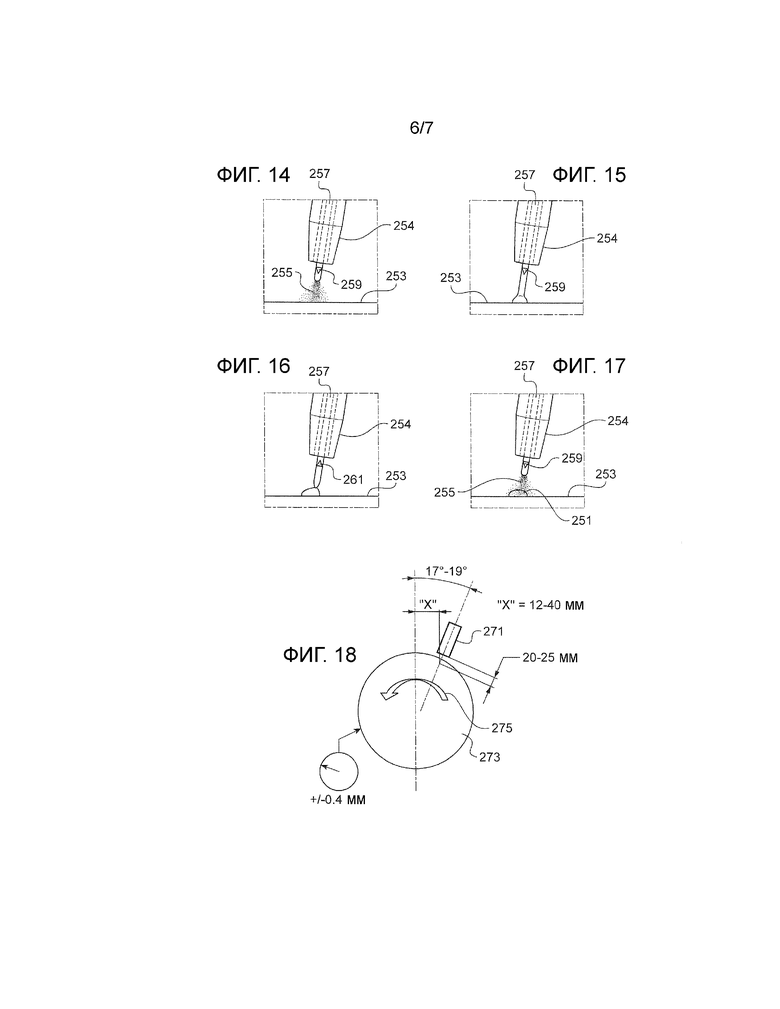
Фиг. 14-17 изображают нанесение наплавочного материала в соответствии с изобретением.
Фиг. 18 изображает установку для наплавки на элемент бурового снаряда в соответствии с изобретением.
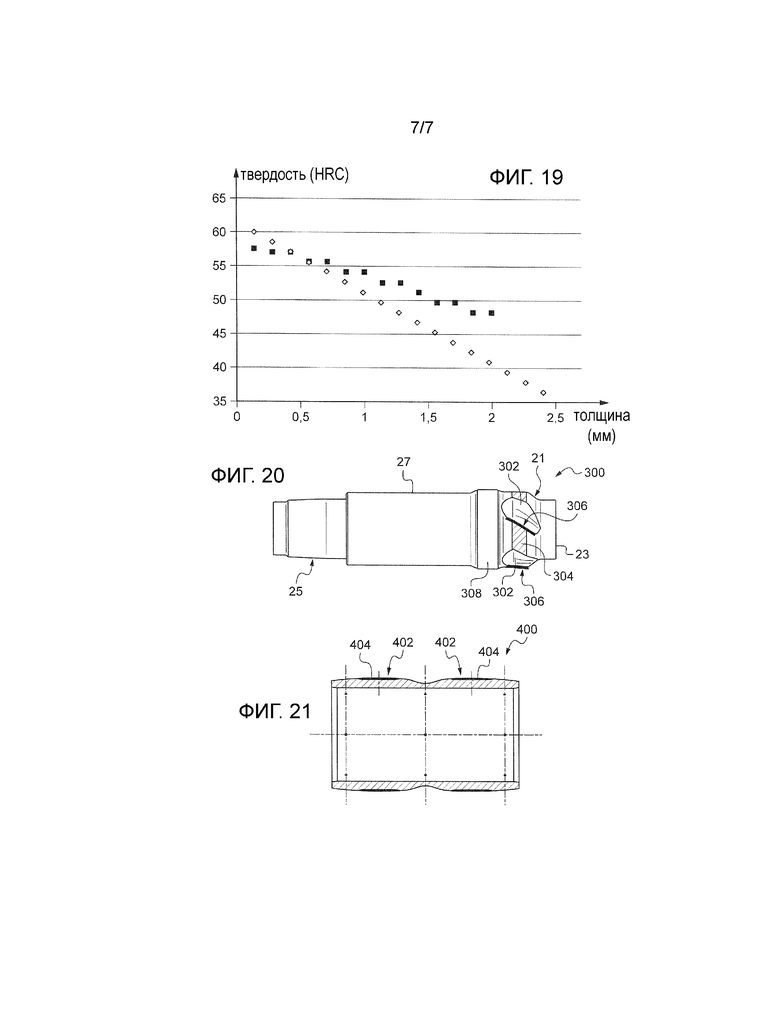
Фиг. 19 - график, показывающий изменения твердости в толщине наплавленного слоя в соответствии с изобретением.
Фиг. 20 - переходник согласно признаку изобретения.
Фиг. 21 - муфту, используемая в качестве элемента бурового снаряда согласно еще одному признаку изобретения.
Прилагаемые чертежи не только дополняют изобретение, но также, в случае необходимости, способствуют его определению.
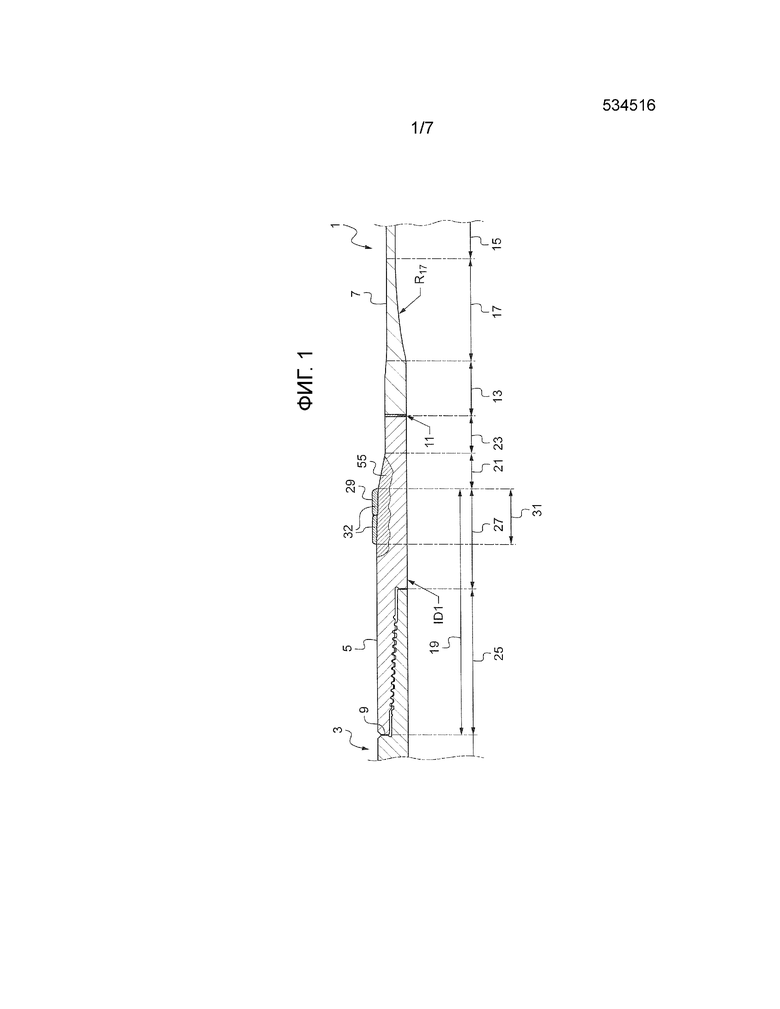
На фиг. 1 показан концевой участок бурильной трубы 1, рассматриваемый в качестве элемента бурового снаряда. Труба 1 имеет общую форму прямого цилиндра. Концевой участок трубы 1 соединяют в буровом снаряде завинчиванием с концевым участком смежной бурильной трубы 3.
Показанный на фиг. 1 концевой участок трубы 1 содержит также часть, образующую переходник 5, называемый также в данной области техники “tool joint”, и конечный участок срединной части трубы 1, образующий тело 7 трубы. Кроме того, труба 1 содержит не показанную вторую часть, образующую переходник, на конце тела 7 трубы, противоположном переходнику 5.
Переходник 5 соединен с телом 7 трубы при помощи сварного шва 11. Как правило, сварной шов 11 получают в результате фрикционной сварки.
Переходник 5 имеет свободный конец 9, который соответствует свободному концу трубы 1. На конце, противоположном свободному концу 9, переходник 5 соединен с телом 7 трубы.
Конечный участок тела 7 трубы содержит соединительный участок 13, смежный с переходником 5, срединный участок 15, промежуточный участок 17, соединяющий соединительный участок 13 со срединным участком 15.
Соединительный участок 13 имеет толщину е13, наружный диаметр OD13 и внутренний диаметр ID13, которые являются практически постоянными по его длине. Срединный участок 15 имеет толщину е15, наружный диаметр OD15 и внутренний диаметр ID15, которые являются практически постоянными по его длине. Наружный диаметр OD15 срединного участка 15 является близким к наружному диаметру OD13 соединительного участка 13, тогда как внутренний диаметр ID15 срединного участка 15 по существу превышает внутренний диаметр ID13 соединительного участка 13. Отсюда вытекает, что толщина е15 срединного участка 15 по существу меньше толщины е13 соединительного участка 13.
Промежуточный участок 17 имеет наружный диаметр OD17, почти постоянный по его длине и близкий к наружному диаметру OD13 соединительного участка 13, тогда как его внутренний диаметр ID17 увеличивается от значения, близкого к внутреннему диаметру ID13 соединительного участка 13, до значения, близкого к внутреннему диаметру ID15 срединного участка, от его конца, смежного с соединительным участком 13, до его конца, смежного со срединным участком 15, при радиусе кривизны R17. Отсюда вытекает, что толщина е17 промежуточного участка меняется обратно его внутреннему диаметру ID17 по его длине.
Переходник 5 имеет главный участок 19, смежный со свободным концом 9, соединительный участок 23, смежный со сварным швом 11, и промежуточный участок 21, соединяющий главный участок 19 с соединительным участком 23. Главный участок 19 включает в себя секцию 25 с внутренней резьбой, смежную со свободным концом 9, и массивный участок 27, смежный с промежуточным участком 21.
Главный участок 19 имеет наружный диаметр OD19, практически постоянный по его длине. Соединительный участок 23 имеет наружный диаметр OD23, практически постоянный по его длине, по существу меньший наружного диаметра OD19 главного участка 19 и близкий к наружному диаметру OD13 соединительного участка 13, и внутренний диаметр ID23, почти постоянный по его длине и близкий к внутреннему диаметру ID13 соединительного участка 13.
Массивный участок 27 имеет внутренний диаметр ID27, практически постоянный по его длине и близкий к внутреннему диаметру ID23 соединительного участка 23. Промежуточный участок 21 имеет наружный диаметр OD21, который линейно уменьшается от его конца, смежного с главным участком 19, до его конца, смежного с соединительным участком 23, до значения, близкого к наружному диаметру OD23 соединительного участка 23. Таким образом, промежуточный участок 21 имеет наружную поверхность в виде усеченного конуса. Промежуточный участок 21 имеет внутренний диаметр ID21, почти постоянный по его длине и имеющий значение, близкое к внутреннему диаметру ID19 главного участка.
Как известно, труба 1 имеет поверхностное упрочняющее покрытие, называемое также в данной области техники наплавленным слоем 29, который выполнен сплошным в зоне 31 переходника 5, соответствующей продольному сегменту этого переходника 5. Обрабатываемая наплавкой зона 31 находится на наружной поверхности непокрытой трубы 1, которую называют также поверхностным слоем, примерно в середине массивной части 27, и заканчивается вблизи промежуточного участка 21. Иначе говоря, промежуточная зона 21 не имеет наплавленного слоя. Как правило, обрабатываемая наплавкой зона 31 имеет протяженность в продольном направлении трубы 1, составляющую от 70 до 100 миллиметров.
Выполнение наплавленного слоя 29, показанного на фиг. 1, само по себе известно. Он содержит несколько полос 32 наплавочного материала, в данном случае две полосы кольцевой формы, нанесенные смежно друг с другом, полностью покрывая обрабатываемую наплавкой зону 31. Каждая полоса 32 имеет ширину от 15 до 30 миллиметров, как правило около 25 миллиметров. Толщина каждой полосы 32, то есть расстояние, которое отделяет поверхность трубы 1 от поверхности полосы 32, составляет от 2,4 до 4,5 миллиметра с допуском относительно номинального значения толщины, составляющим от 0,1 до 1 миллиметра. Например, реальная толщина каждого слоя 32 составляет от 2,4 до 4 миллиметров при номинальном значении 2,4 миллиметра.
На фиг. 2 представлен другой пример бурильной трубы, оснащенной наплавленным слоем 33, который покрывает зону, аналогичную обрабатываемой зоне 31, показанной на фиг. 1. Наплавленный слой 33 аналогичен слою 29, показанному на фиг. 1, за исключением того, что он содержит три смежные полосы 35 материала вместо двух.
На фиг. 3 показан еще один пример наплавленного слоя 36, выполненного аналогично слою 29, показанному на фиг. 1, за исключением того, что он содержит четыре смежные полосы 37 материала вместо двух.
Каждая полоса 37 имеет первую зону 39 перекрытия внахлест. Иначе говоря, каждая полоса 37 проходит в угловом направлении на 360°, как правило, на 365-370°, чтобы обеспечить сплошное нанесение материала на обрабатываемой зоне.
Две смежные полосы 37 каждый раз перекрывают друг друга во второй зоне 41 перекрытия. Каждая вторая зона 41 перекрытия образует исключительно твердое утолщение наплавочного материала.
В частности, твердость на поверхности каждой второй зоны 41 перекрытия по существу превышает твердость полос 37, в частности, на их поверхности. В принципе твердость полос 37 зависит от состава используемого наплавочного металла. Как правило, каждому конкретному составу соответствует номинальная твердость. Например, это номинальное значение твердости может быть указано вместе с артикулом электродной проволоки. Эта номинальная твердость, связанная с составом наплавочного металла, практически соответствует максимальному значению твердости в наплавленном слое.
На практике твердость в наплавленном слое 36 значительно колеблется относительно номинального значения не только в толщине каждой полосы 37, но также по ее ширине, а также от одной полосы 37 к другой. Иначе говоря, твердость в наплавленном слое 36 является очень разнородной. Кроме того, если твердость обычно стремится к уменьшению от поверхности слоя до границы раздела с трубой, вместе с тем, она меняется очень неравномерно в продольном направлении трубы 1.
Как правило, при использовании электродной проволоки, имеющей номинальную твердость около 65 HRC, в наплавленном слое 36 можно наблюдать значения твердости, составляющие от 35 HRC, как правило, на границе раздела с поверхностью трубы, до 65 HRC, в частности, на поверхности слоя 36.
Все, что было сказано в связи с фиг. 3, действительно также для наплавленных слоев, показанных на фиг. 1-3, и, в целом, для классических наплавленных слоев.
В классическом выполнении наплавленных слоев, в частности, как показано на фиг. 1-3, каждую полосу материала можно выполнить при помощи горелки типа MIG/MAG, которой сообщают комбинированное движение колебания с постоянными скоростью и амплитудой и вращения вокруг оси обрабатываемой наплавкой поверхности. Вращение осуществляют на 365-370°, после чего горелку смещают в продольном направлении трубы, чтобы таким же образом получить смежную полосу материала. Как правило, предусмотрено перекрытие с предыдущей полосой. Это перекрытие можно осуществить, смещая горелку на несколько колебаний, например, на три колебания.
Чаще всего наплавленный слой выполняют в один проход, то есть последовательно наносят полосы 37, каждая из которых имеет толщину, соответствующую номинальной толщине слоя, как правило, от 2,4 до 4,5 миллиметра.
Иногда, хотя и гораздо реже, наплавленный слой выполняют в несколько последовательных проходов, каждый из которых осуществляют при помощи вышеупомянутого способа. В этом случае после нанесения первого ряда полос на обрабатываемую зону поверх каждой из ранее нанесенных полос наносят новую полосу. Каждый проход позволяет улучшить степень разбавления в толщине слоя.
Черновой наплавленный слой подвергают абразивной обработке, сходной с шлифованием, чтобы убрать выбросы наплавочного металла, уменьшить утолщение материала в угловой зоне перекрытия и устранить перепады между полосами материала.
На фиг. 4-6 показаны признаки, связанные с классическим выполнением наплавленного слоя. Чаще всего эти признаки можно различить невооруженным глазом.
Как показано на фиг. 4, наплавленный слой 43 содержит три полосы 45 материала. Между двумя смежными полосами 45 каждый раз появляется утолщение 47 материала, соответствующее вторичной зоне 49 перекрытия.
Как показано на фиг. 5, каждая полоса 45 имеет вогнутый профиль 51.
Как показано на фиг. 6, наплавленный слой 43 содержит выбросы 53 наплавочного материала, оставшиеся на поверхности полос 45. Выбросы 53 могут также приставать к поверхности бурильной трубы на части этой поверхности, прилегающей к наплавленному слою 43. Выбросы 53 могут присутствовать в комбинации с утолщениями 47 и/или с вогнутым профилем полос 45.
Вернемся к фиг. 1.
На ней показана зона 55 термического влияния, соответствующая наплавленному слою 29. Зона 55 влияния появляется в основном в результате нанесения наплавочного материала при высокой температуре, как правило, около 1500-2000°С. В этой зоне 55 термического влияния сталь, образующая стенку бурильной трубы 1, имеет более крупную зернистость, чем в остальной части трубы. Крупная зернистость увеличивает хрупкость стали. Твердость в зоне термического влияния намного выше, чем твердость базового материала, как правило на 10-30%.
Зона 55 термического влияния расположена под обрабатываемой наплавкой зоной 31, начиная от поверхности трубы 1, на большой глубине, как правило, на глубине примерно до 10 миллиметров. Как правило, глубина зоны термического влияния составляет от 2-х до 5-кратной толщины наплавленного слоя.
В продольном направлении трубы 1 зона 55 влияния выходит с двух сторон за пределы обрабатываемой зоны 31 в направлении свободного конца 9 переходника 5 и в направлении сварного шва 11. В частности, зона 55 влияния проходит практически по всей длине промежуточной зоны 21. Глубина зоны 55 влияния является по существу постоянной по длине этой зоны.
Форма и протяженность зоны 55 термического влияния по существу напрямую вытекают из выполнения наплавленного слоя 29. Иначе говоря, выше была описана зона термического влияния, характерная для классического выполнения наплавленного слоя.
На фиг. 7 детально показано изменение зоны 63 термического влияния под классически выполненным наплавленным слоем 57, подобным показанному на фиг. 1-3. Здесь различают три смежные подзоны 64, имеющие по существу аналогичную друг другу форму, совокупность которых соответствует зоне 63 термического влияния. Каждая подзона 64 соответствует соответствующей полосе наплавленного слоя 57 (на фиг. 7 не показана).
Каждая подзона 64 имеет вогнутость, направленную к продольной оси трубы. Каждая подзона 64 имеет глубину, которая меняется в интервале от 5 до 12 миллиметров, тогда как толщина слоя 57 меняется примерно от 2,5 до 3 миллиметров. Максимальная глубина каждой подзоны 64 соответствует примерно половине продольного удлинения этой подзоны 63.
В данном случае максимальная глубина зоны термического влияния составляет примерно от 1,5 до 3-кратной толщины наплавленного слоя.
На фиг. 8 частично показан переходник 65, имеющий форму, аналогичную форме переходника 5, показанного на фиг. 1. Переходник 65 содержит наплавленный слой 67, выполненный аналогично описанным выше наплавленным слоям. Слой 67 покрывает зону 68, которая проходит вокруг переходника 65 на участке части 27 и заканчивается вблизи проксимальной части участка 21. Наплавленный слой 67 содержит несколько смежных друг с другом полос 69 материала, из которых только одна показана по всей ширине на фиг. 8.
Зона 71 термического влияния, соответствующая наплавленному слою 67, выходит за пределы этого слоя в продольном направлении переходника 5 в сторону сварного шва 11.
Вторая зона 73 термического влияния появляется в результате операции крепления сваркой переходника 5 на теле 7 трубы вблизи сварного шва 11 и расположена с двух сторон от этого шва.
Зона 71 термического влияния выходит на промежуточную зону 21, образуя зону 75 перекрытия с второй зоной 73 термического влияния.
Глубина этой зоны 84 колеблется в интервале от 4-х до 6-кратной толщины полос 80, 82.
В некоторых условиях зона 71 термического влияния может достигать зоны 77 в основании витков резьбовой зоны 25 и даже пересекать соединение по всей его толщине. Часто это происходит в случае переходников небольшого диаметра, как правило, с наружным диаметром менее 5 дюймов. Это объясняет тот факт, что переходники небольшого диаметра обычно не имеют наплавленного слоя.
Обратимся теперь к фиг. 9.
На ней показан конец бурильной трубы 100 согласно признаку изобретения. Труба 100 имеет форму, аналогичную трубе 1, показанной на фиг. 1. Элементы, аналогичные с фиг. 1, имеют такие же цифровые обозначения.
Бурильная труба 100 содержит по меньшей мере один наплавленный слой 129, покрывающий зону 131, соответствующую продольному сегменту трубы 100.
Наплавленный слой 129 имеет особую конфигурацию и выполнен иначе, чем классические слои, например, такие как слой 29. Однако состав используемого наплавочного металла может быть таким же.
Наплавленный слой 129 содержит один или несколько валиков материала, каждый из которых имеет ширину, составляющую от 1 до 5 миллиметров, и которые нанесены смежно с образованием слоя материала, по существу сплошного на обрабатываемой наплавкой зоне 131. В предпочтительном варианте выполнения ширина валиков составляет около 2 миллиметров.
В отличие от полос наплавленного слоя 29, валики наплавленного слоя 129 не имеют зоны углового перекрытия между валиками.
Согласно дополнительному признаку изобретения, твердость в толщине слоя меняется менее чем на 10 HRC, предпочтительно менее чем на 5 HRC. Предпочтительно твердость меняется равномерно в толщине слоя. В частности, она уменьшается от поверхности слоя 129 до поверхности трубы 100.
В частности, твердость при любой данной локальной радиальной толщине наплавленного слоя может меняться менее чем на 10 HRC, предпочтительно менее чем на 8 HRC в каждой из этих локальных радиальных толщин.
Заявитель установил, что наплавленный слой типа слоя 129 улучшает характеристики трубы 100, в частности, что касается эксплуатационной стойкости. Наплавленный слой 129 изнашивается постепенно и равномерно. Таким образом, эксплуатационную стойкость трубы 100 можно спрогнозировать более надежно, чем в известных решениях. В частности, эту эксплуатационную стойкость можно надежно оценить на основании испытаний, осуществляемых только на поверхности этого слоя. Свойства слоя 129 можно наблюдать при любом составе наплавочного металла. Это позволяет улучшить характеристики трубы 100 при использовании классической электродной проволоки. Это позволяет также уменьшить номинальную толщину наплавленного слоя, так как износ этого слоя контролируется лучше. Иначе говоря, практически больше нет необходимости в нанесении избыточного наплавочного металла, во всяком случае его можно наносить в меньшем количестве по отношению к вычисленному значению толщины, чтобы гарантировать необходимый срок службы элемента.
На фиг. 9 представлен дополнительный признак изобретения, согласно которому обрабатываемая наплавкой зона 131 проходит по меньшей мере на части переходной зоны 21 трубы 100, в данном случае смежной с главным участком. С противоположной стороны переходной зоны 21 обрабатываемая зона 131 проходит на части массивного участка 27, в данном случае примерно до половины длины этого участка. В представленном варианте выполнения обрабатываемая наплавкой зона расположена примерно на половине длины переходной зоны, что уже позволяет намного повысить эксплуатационную стойкость трубы. Кроме того, это позволяет защитить трубу на уровне кромки, которая отделяет эту переходную зону 21 от массивной части. В варианте обрабатываемая наплавкой зона может находиться в большей или меньшей степени на переходной зоне 21, в частности, от 1 до 2 третей ее длины.
На фиг. 13 показан конец трубы 200, представляющий собой вариант конца трубы 100, показанной на фиг. 9.
Конец трубы 200 содержит наплавленный слой 229, выполненный соответственно слою 129, показанному на фиг. 9, и покрывающий зону 231. Согласно первому признаку этого частного варианта выполнения, обрабатываемая наплавкой зона 231 проходит по всей переходной зоне 21. Поскольку удержание и завинчивание труб типа трубы 200 осуществляют на уровне переходной зоны 21, эти трубы защищены от истирания при контакте с применяемыми инструментами.
Согласно второму признаку этого варианта выполнения, дополняющему или заменяющему первый признак, наплавленная зона 231 проходит по меньшей мере на части секции 25 с внутренней резьбой.
Согласно третьему признаку этого варианта выполнения, факультативному, дополняющему или заменяющему первый и второй признаки, бурильная труба 200 дополнительно содержит второй наплавленный слой 233, который покрывает зону, проходящую на части наружной поверхности тела 15 трубы. Второй наплавленный слой имеет конфигурацию, соответствующую конфигурации слоя 129, показанного на фиг. 9.
На фиг. 11 показано усовершенствование изобретения, в котором заявленный наплавленный слой содержит только один валик 132 материала спиралевидной формы с прилегающими друг к другу витками 133. Валик 32 материала выполняют вокруг наружной поверхности 134 непокрытой трубы, чтобы закрыть обрабатываемую наплавкой зону. В данном случае каждый виток имеет ширину около 1 миллиметра и номинальную толщину 2,8 миллиметра (средняя толщина составляет около 3 миллиметров). В целом ширина валика 131 составляет 2-4 миллиметра, тогда как его толщина составляет от 2 до 4 миллиметров.
В отличие от известных наплавленных слоев заявленный наплавленный слой не имеет зоны углового перекрытия.
Согласно дополнительному признаку изобретения, частный вариант выполнения наплавленного слоя связан с зоной термического влияния, которая имеет глубину менее 2 миллиметров, независимо от толщины наплавленного слоя.
На фиг. 10 показаны наплавленный слой 90 и протяженность зоны 92 термического влияния в бурильной трубе в соответствии с изобретением при данной толщине валика. Одновременно рассмотрим нижеследующею таблицу 1, на которой:
- Столбец I: места измерения на фиг. 10, расположенные на образующей наружной поверхности, покрытой слоем;
- Столбец II: расстояние от места измерения до места А (в миллиметрах);
- Столбец III: толщина наплавленного слоя в месте измерения (в миллиметрах);
- Столбец IV: глубина зоны термического влияния в месте измерения (в миллиметрах);
- Столбец V: соотношение толщина/глубина термического влияния (в %).
За исключением зоны небольшой протяженности, окружающей точку А, толщина валика составляет около 2 миллиметров. Она меняется от 1,92 миллиметра до 2 миллиметров. Толщина является однородной.
В месте А слой имеет толщину 3,88 миллиметра. Речь идет об утолщении, предназначенном для усиления соединения между усеченной конусной зоной и цилиндрической зоной. Это утолщение является факультативным: на практике наплавленный слой может иметь толщину около двух миллиметров также вблизи точки А.
Зона термического влияния меньше 1,5 мм. Глубина зоны термического влияния составляет от 0,96 до 1,38 миллиметра. Глубина зоны термического влияния в одном месте измерения практически не зависит от толщины наплавленного слоя в этом месте.
На практике значения толщины или глубины артефактов, связанных с присутствием зерен твердого материала, могут точечно менять однородность наплавленного слоя и, возможно, соответствующей зоны термического влияния.
На фиг. 12 показан еще один вариант изобретения, в котором переходник 165 имеет наплавленный слой 167, который покрывает зону, проходящую по длине, близкой к длине наплавленного слоя 67, показанного на фиг. 8. Наплавленный слой 167 выполнен соответственно слою 129, показанному на фиг. 9. В частности, слой 167 содержит валик материала, нанесенный спиралевидно в виде прилегающих друг к другу витков 169.
Переходник 165 имеет зону 170 термического влияния, намного меньшую, чем в случае фиг. 8: зона 170 термического влияния проходит не только на меньшей глубине, чем зона 71 на фиг. 8, но она также практически не выступает за пределы наплавленного слоя 167 ни в осевом направлении, ни в направлении переходной зоны 21, ни в противоположном направлении.
Отмечается отсутствие перекрытия между первой зоной 170 термического влияния и второй зоной 73 термического влияния. Переходник 165 имеет более высокую прочность.
На фиг. 12 показан также еще один признак изобретения, согласно которому элемент бурового снаряда имеет по меньшей мере один сегмент небольшой толщины и содержит наплавленный слой, который покрывает зону, проходящую по меньшей мере на части сегмента небольшой толщины и имеет особую конфигурацию, описанную со ссылками на фиг. 9. В частном варианте усовершенствования, данный элемент содержит резьбовой переходник или “tool joint” типа переходника 165, оснащенного наплавленным слоем 167, который покрывает зону, проходящую по меньшей мере на части главного участка 19, который имеет небольшую толщину. В частности, изобретение касается сегментов очень небольшой толщины, как правило менее 10 миллиметров.
Под «небольшим диаметром» следует понимать наружный диаметр примерно менее 5 дюймов. Под небольшой толщиной следует понимать толщину, как правило, менее 20 миллиметров.
Далее следует описание способа, который позволяет получить особую конфигурацию наплавленного слоя, описанную выше, в частности, для слоя 129, показанного на фиг. 9.
Обратимся к фиг. 14-17, иллюстрирующим этап заявленного способа, на котором каплю 251 наплавочного металла наносят на обрабатываемую поверхность 253, как правило, на часть наружной поверхности бурильных труб 100 или 200. На этом этапе используют сварочную горелку 254.
При нанесении используют короткую электрическую дугу 255 между концом электродной проволоки 257 и обрабатываемой поверхностью 253. Иначе говоря, горелку 253 располагают близко к обрабатываемой поверхности 253. Электродная проволока 257 может имеет любой состав, предназначенный для получения наплавленного слоя классического типа, например, может быть проволокой, выпускаемой в продажу компаниями ARCNO, Castolin или Tuboscope. В течение периода существования электрической дуги 255 электродную проволоку 257 перемещают относительно горелки 254 в направлении расплава материала. Это движение перемещения показано на фиг. 14 стрелкой 259.
Как показано на фиг. 15, когда часть электродной проволоки 257 расплавляется в сварочном расплаве, электрическую дугу гасят, понижая силу тока в электрической проволоке 257.
Как показано на фиг. 16, электродную проволоку 257 перемещают назад относительно горелки 254 (движение показано стрелкой 261). Конец электродной проволоки 257 отходит от поверхности 253. На обрабатываемой поверхности образуется капля 251 наплавочного металла, которая отрывается от электродной проволоки 257.
В электродной проволоке 257 повышают силу тока и электродную проволоку перемещают вперед относительно горелки 254, что соответствует ситуации, показанной на фиг. 17. Между ситуацией, показанной на фиг. 16, и ситуацией, показанной на фиг. 17, горелку 154 смещают относительно поверхности 253 таким образом, чтобы нацелить конец электродной проволоки 257 на часть капли 251. На практике стараются получить перекрытие около 1 миллиметра между двумя каплями диаметром примерно 2 миллиметра, иначе говоря, примерно на половину диаметра капли.
Этот способ нанесения капли 251 в три подэтапа, из которых только на одном происходит участие тепловой энергии, позволяет значительно уменьшить количество тепла, передаваемого на поверхность 250. Это обеспечивает получение зоны термического влияния небольшой протяженности. В частности, это позволяет получить наплавленный слой с зоной термического влияния, которая имеет глубину менее 2 миллиметров.
Этот способ работы со сварочной горелкой 254 называют «способом холодной сварки». Этот способ является эквивалентным нанесению капля за каплей наплавочного материала.
На фиг. 18 показана установка для осуществления заявленного способа.
Установка содержит сварочную горелку 271, аналогичную горелке 254, показанной на фиг. 14-17, удерживаемую в положении относительно обрабатываемой детали 273. Установка включает в себя механическую систему, при помощи которой горелку устанавливают на держателе инструмента и которая позволяет сообщать горелке возвратно-поступательные движения относительно держателя инструмента. Данная механическая система может быть основана на принципе механизированного приводного шкива.
Деталь 273 имеет форму тела вращения по меньшей мере на части этой детали, на которой необходимо произвести наплавку. Деталь 273 может быть бурильной трубой, аналогичной трубе 100, показанной на фиг. 10.
Деталь 273 приводят во вращение вокруг ее оси, например, при помощи вращающейся оправки. Это движение вращения показано стрелкой 275. Горелке 271 сообщают движение перемещения в направлении, параллельном оси вращения детали. Предпочтительно движение перемещения является непрерывным. Движения перемещения и вращения являются синхронными. Кроме всего прочего, это позволяет выполнить наплавленный слой, содержащий спиралевидный шов вокруг оси детали 273. Например, скорость вращения меньше 10 оборотов в минуту, тогда как скорость поступательного перемещения меньше 15 миллиметров в минуту. Согласно признаку способа, скорость вращения и скорость перемещения синхронизируют таким образом, чтобы укладывать валик в виде прилегающих друг к другу витков.
В частности, эту синхронизацию осуществляют таким образом, чтобы нанесение нового витка производить с нацеливанием на часть предыдущего витка, а не на наружную поверхность детали 273. Это позволяет еще больше уменьшить количество тепла, передаваемого на деталь, и получить зону термического влияния небольшой протяженности. Эти значения скорости адаптируют также в зависимости от предусматриваемой толщины валика. Форму капли и ее размер можно изменять путем регулирования одного или нескольких из следующих параметров: наклон/положение горелки (влияет на форму валика и, следовательно, на его длину), энергия сварки, скорость вращения, скорость перемещения горелки.
В данном случае два смежных витка материала перекрывают друг друга в зоне шириной, составляющей от 1 до 2 миллиметров.
Продольная ось горелки имеет наклон под углом А относительно держателя горелки. Значение угла А выбирают таким образом, чтобы дуга возникала между ранее нанесенным валиком, а не между поверхностью детали. Это тоже способствует уменьшению образующейся зоны термического влияния. Например, угол может быть меньше 40°.
Сила тока составляет от 180 до 250 ампер, напряжение составляет от 10 до 25 вольт.
В частности, этот способ позволяет получить наплавленный слой, показанный на фиг. 10.
Описанный выше способ нанесения наплавленного слоя позволяет, кроме всего прочего, получить наплавленный слой, содержащий один или несколько валиков наплавочного металла, каждый из которых имеет ширину от 1 до 5 миллиметров и которые нанесены смежно для получения по существу сплошного слоя в зоне элемента, тогда как твердость в толщине слоя меняется в данной зоне менее чем на 5 HRC.
По сравнению с другими способами, позволяющими получать такой наплавленный слой, заявленный способ имеет следующие преимущества:
- Направленный слой можно выполнить путем только одного нанесения одного или нескольких валиков, то есть не требует повторной обработки уже наплавленной части. При этом не происходит никакого углового перекрытия.
- Слой можно выполнить при помощи электродной проволоки классического состава.
Описанный способ можно применять более широко, в частности, для выполнения наплавленного слоя, отличающегося от заявленного. По сравнению с классическими способами описанный способ имеет следующие преимущества:
- Он связан с зоной термического влияния небольшой толщины;
- Он не создает или почти не создает выбросов материала за счет более стабильной электрической дуги; это позволяет сделать операцию абразивной обработки факультативной. Вместе с тем, такую операцию можно осуществлять для изменения состояния поверхности и абразивного характера поверхности.
- Он не требует предварительного нагрева обрабатываемой детали, что позволяет сэкономить, с одной стороны, энергию и, с другой стороны, время, поскольку нет необходимости в охлаждении обработанной наплавкой детали, или, по крайней мере, это охлаждение занимает меньше времени;
- Он значительно улучшает явление разбавления в наплавленном слое даже в случае нанесения за один проход. Например, заявитель отметил степень разбавления менее 5% в наплавленном слое, чего в классических способах можно было добиться только для самых поверхностных зон слоя и при условии последовательных проходов. Это показано в нижеследующей таблице 2, в которой показано распределение наплавочного материала (НВ) и материала трубы (BASE) для трех применений классического способа в сравнении с единственным применением заявленного способа.
Обратимся теперь к фиг. 19.
На ней представлен график сравнения изменения твердости (ось ординат), выраженной в единицах Виккерса, в зависимости от толщины (на оси абсцисс) классического наплавленного слоя (ромбики), с одной стороны, (за один проход), и наплавленного слоя, полученного при помощи заявленного способа (квадратики), с другой стороны, (за один проход). В обоих случаях использовали одинаковую электродную проволоку.
График подтверждает, что твердость значительно меняется с толщиной в классическом слое, в данном случае от 60 HRC на поверхности и до 35 HRC на границе раздела с поверхностью трубы.
Отмечается, что описанный способ позволяет получить намного меньшее изменение в толщине наплавленного слоя: уменьшение твердости с глубиной, в данном случае от значения 57,5 HRC на поверхности до 48,5 HRC на границе раздела с поверхностью трубы. Он позволяет, в частности, получить изменение твердости менее 5 HRC в толщине слоя.
Измерение в толщине, представленное на фиг. 19, показывает значения, измеренные последовательно в наплавленном слое вдоль оси, перпендикулярной к наружной поверхности непокрытого элемента, перпендикулярно к упомянутой поверхности трубы.
В частности, тенденцию, отмечаемую на фиг. 19, можно наблюдать для более чем 80%, предпочтительно для всего наплавленного слоя. В этом случае в любой точке наружной поверхности непокрытого элемента, покрываемого наплавленным слоем, можно измерить твердость наплавленного слоя вдоль оси, ортогональной к поверхности трубы, и измерения вдоль этой оси для каждой данной локальной радиальной толщины имеют изменение менее 10 HRC.
В частности, максимальное изменение между всеми измерениями твердости наплавленного слоя, произведенными на разных уровнях вдоль оси, ортогональной к поверхности трубы, меньше 10 HRC. В частности, изменение между двумя измерениями, соответствующими двум точкам измерения вдоль этой ортогональной оси, удаленным друг от друга не менее чем на 0,5 мм, предпочтительно не менее чем на 1 мм и еще предпочтительнее не менее чем на 2 мм, может быть меньше 10 HRC. В частности, изменение твердости между точкой измерения на поверхности наплавленного слоя и точкой измерения в наплавленном слое, смежной с поверхностью трубы, меньше 10 HRC, при этом обе точки измерения взяты вдоль оси, ортогональной к упомянутой поверхности трубы.
Если произвести пять измерений твердости на пяти разных глубинах вдоль оси, ортогональной к поверхности трубы, внутри наплавленного слоя и повторить эти пять измерений в местах, отстоящих друг от друга на 0,5 мм вдоль продольной оси трубы, для каждого из этих мест измерения получают максимальное изменение твердости, измеренной в радиальной толщине, систематически меньшее 10 HRC.
Измерения были произведены по упомянутому ниже протоколу в заявленном наплавленном слое, и разброс этих измерений представлен в нижеследующей таблице. В частности, отмечается, что более 95% изменений твердости, оцененных соответственно для каждой данной локальной радиальной толщины, имеют значение, меньшее 8 HRC. Отмечается также, что более 60%> изменений твердости, соответственно оцененных для каждой данной локальной радиальной толщины, имеют значение, меньшее 6 HRC.
При варианте выполнения, в котором наплавленный слой является суммой двух заявленных наплавленных слоев, расположенных друг над другом (выполненных в два прохода), получают разброс изменений твердости, каждое из которых было оценено при данной радиальной толщине, меньше 8 HRC внутри наплавленного слоя, наиболее наружного из этих двух слоев (см. таблицу ниже).
На фиг. 20 показан резьбовой переходник 300. Резьбовой переходник 300, в данном случае охватываемого типа, имеет переходную зону 21, отделяющую массивную часть 27, с которой связан резьбовой участок 25, от участка 23, предназначенного для соединения, в частности, посредством сварки с не показанным телом трубы.
Переходник 300 имеет специальную конфигурацию, известную в этой области техники под названием “Hydroclean Max TJ”, в которой он имеет последовательный ряд выемок 302, открытых на наружную поверхность и распределенных в угловом направлении вокруг переходника 300. Выемки 302 выполнены, частично охватывая переходную зону 21 и смежный участок массивной части 27.
Согласно признаку изобретения, переходник 300 оснащен наплавленным слоем 304, который проходит на частично кольцевой зоне, отделяющей друг от друга выемки 302. Наплавленный слой 304 имеет описанную выше специальную конфигурацию.
Согласно другому признаку изобретения, который может дополнять или заменять предыдущий, каждая выемка 302 дополнительно оснащена соответствующим наплавленным слоем 306, который выполнен по меньшей мере на части ее поверхности, в данном случае только на по существу радиальном участке этой поверхности.
На фиг. 20 видно, что переходник 300 может также иметь дополнительный наплавленный слой 308, который покрывает кольцевую зону, расположенную вблизи выемок 302 со стороны, противоположной переходной зоне 21.
Далее рассмотрим фиг. 21, на которой в качестве элемента бурового снаряда показана муфта 400. Муфта 400 имеет два симметричных сегмента 402, каждый из которых соответствует соединению охватывающего типа. Согласно признаку изобретения, каждый сегмент 402 оснащен снаружи наплавленным слоем 404, который покрывает кольцевую зону, расположенную по меньшей мере на части его длины. Показанная на фиг. 21 муфта 400 имеет очень незначительную толщину (как правило, менее 10 миллиметров). В варианте муфта 400 может иметь более значительную толщину, но все же меньшую 20 миллиметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ | 1987 |
|
RU1543717C |
| Защитное износостойкое покрытие на детали из немагнитной стали и способ его формирования | 2023 |
|
RU2815931C1 |
| САМОЗАТАЧИВАЮЩЕЕСЯ ДОЛОТО ГЛУБОКОРЫХЛИТЕЛЯ ПОВЫШЕННОЙ АБРАЗИВНОЙ ИЗНОСОСТОЙКОСТИ | 2016 |
|
RU2648721C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| Способ многослойной наплавки чугуна на железоуглеродистую основу изделия | 1989 |
|
SU1676763A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ОТВАЛА КОРПУСА ПЛУГА | 2013 |
|
RU2533957C1 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХА ПЛУГА | 2015 |
|
RU2607680C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
Группа изобретений относится к элементам бурового снаряда с улучшенным наплавленным слоем. Технический результат – улучшение технологии наплавки и улучшение характеристик элемента бурового снаряда. Предложен элемент бурового снаряда, оснащенный улучшенным наплавленным слоем. Элемент бурового снаряда содержит по меньшей мере один наплавленный слой. Этот слой содержит один или несколько валиков наплавочного металла, каждый из которых имеет ширину от 1 до 5 мм и которые нанесены смежно для получения по существу сплошного слоя в зоне элемента. Твердость в толщине слоя колеблется менее чем на 10 HRC в упомянутой зоне. Cпособ наплавки наплавочного металла на металлическую деталь бурового снаряда, в котором используют сварочную установку, содержит горелку типа MIG/MAG, держатель инструмента, на котором установлена горелка, и держатель детали. Способ содержит следующие этапы: на держатель детали устанавливают металлическую деталь, содержащую периферическую поверхность, предназначенную по меньшей мере для частичной наплавки; держатель инструмента с горелкой и держатель детали устанавливают в первоначальное относительное положение, в котором горелка нацелена на первое место периферической поверхности; держатель инструмента и держатель детали перемещают относительно друг друга до конечного относительного положения, в котором горелка нацелена на второе место периферической поверхности, удаленное в осевом направлении от первого места; горелку включают в режим холодной сварки во время по меньшей мере части относительного перемещения держателя инструмента и держателя детали для нанесения одного или нескольких смежных валиков наплавочного металла с образованием по существу сплошного слоя по меньшей мере на части периферической поверхности от первого до второго места, при этом горелку включают в режим холодной сварки во время по меньшей мере части одновременного перемещения поступательным движением и вращением. 2 н. и 20 з.п. ф-лы, 21 ил.
1. Элемент бурового снаряда, содержащий по меньшей мере один наплавленный слой, отличающийся тем, что наплавленный слой содержит один или несколько валиков наплавочного металла, каждый из которых имеет ширину от 1 до 5 мм и которые нанесены смежно для получения по существу сплошного слоя в зоне элемента, при этом твердость в толщине слоя колеблется менее чем на 10 HRC в упомянутой зоне.
2. Элемент по п. 1, имеющий зону термического влияния, в котором зона термического влияния проходит на глубину не более 2 мм.
3. Элемент по одному из пп.1 и 2, в котором по меньшей мере некоторые из валиков расположены по меньшей мере частично спиралевидно вокруг упомянутой зоны.
4. Элемент по п.2, в котором каждый валик имеет толщину более 2,4 мм.
5. Элемент по п.1, содержащий трубчатую часть, образующую тело трубы, в котором наплавленный слой нанесен по меньшей мере на часть тела трубы.
6. Элемент по п.5, в котором упомянутая зона находится на трубчатом участке элемента толщиной примерно менее 20 мм, в частности менее 10 мм.
7. Элемент по п.1, в котором твердость для данной локальной радиальной толщины наплавленного слоя меняется менее чем на 10 HRC в упомянутой локальной радиальной толщине.
8. Элемент по п.7, в котором твердость в толщине слоя меняется равномерно в толщине слоя.
9. Элемент по п.1, имеющий одну или несколько выемок, открытых на его наружную поверхность, в котором упомянутый по меньшей мере один из наплавленных слоев по меньшей мере частично перекрывает выемки.
10. Способ наплавки наплавочного металла на металлическую деталь, в котором используют сварочную установку, содержащую горелку типа MIG/MAG, держатель инструмента, на котором установлена горелка, и держатель детали, при этом способ содержит следующие этапы:
а) на держатель детали устанавливают металлическую деталь, содержащую периферическую поверхность, предназначенную по меньшей мере для частичной наплавки;
b) держатель инструмента с горелкой и держатель детали устанавливают в первоначальное относительное положение, в котором горелка нацелена на первое место периферической поверхности;
с) держатель инструмента и держатель детали перемещают относительно друг друга до конечного относительного положения, в котором горелка нацелена на второе место периферической поверхности, удаленное в осевом направлении от первого места;
d) горелку включают в режим холодной сварки во время по меньшей мере части относительного перемещения держателя инструмента и держателя детали для нанесения одного или нескольких смежных валиков наплавочного металла с образованием по существу сплошного слоя по меньшей мере на части периферической поверхности от первого до второго места, при этом горелку включают в режим холодной сварки во время по меньшей мере части одновременного перемещения поступательным движением и вращением.
11. Способ по п. 10, в котором периферическая поверхность имеет общую форму тела вращения и этап с) содержит следующие операции:
с.1) держатель инструмента и держатель детали перемещают относительным поступательным движением таким образом, чтобы держатель инструмента передвигался в конечное относительное положение; и
с.2) держатель инструмента и держатель детали перемещают относительным вращением по меньшей мере на части их относительного поступательного движения таким образом, чтобы держатель инструмента одновременно вращался вокруг периферической поверхности.
12. Способ по п. 11, в котором этап d) содержит следующие операции:
d.1) горелку включают в режим холодной сварки по меньшей мере на части одновременного перемещения поступательным движением и вращением;
d.2) горелку останавливают относительно держателя инструмента по меньшей мере во время ее включения в режим холодной сварки.
13. Способ по п. 12, в котором операция с.2) содержит следующую подоперацию:
с.2.1) относительное вращение держателя инструмента и держателя детали синхронизируют с их относительным поступательным перемещением по меньшей мере на его части таким образом, чтобы держатель инструмента описывал по меньшей мере участок спирали относительно периферической поверхности;
и операция d.1) содержит следующую подоперацию:
d.1.1) горелку включают в режим холодной сварки по меньшей мере на части участка спирали.
14. Способ по п. 12, в котором операция с.2) содержит следующую подоперацию:
с.2.1) держатель инструмента и держатель детали перемещают относительным вращением таким образом, чтобы держатель инструмента осуществил несколько оборотов вокруг периферической поверхности одновременно с относительным поступательным движением держателя инструмента и держателя детали;
операция d.1) содержит следующую подоперацию:
d.1.1) горелку включают в режим холодной сварки по меньшей мере на части каждого оборота таким образом, чтобы каждый раз наносить соответствующий сварной валик на периферическую поверхность; и
операция d.2. содержит следующую подоперацию:
d.2.1) горелку удерживают наклонно относительно держателя инструмента таким образом, чтобы при каждом обороте она была нацелена на основание сварного валика, нанесенного во время предыдущего оборота.
15. Способ по п. 10, в котором синхронизацию осуществляют таким образом, чтобы участок спирали по меньшей мере частично имел прилегающие друг к другу витки.
16. Способ по одному из пп.10-15, в котором каждый из нанесенных валиков имеет ширину, составляющую от 1 до 5 мм.
17. Способ по п.14, в котором горелку останавливают относительно держателя инструмента по меньшей мере во время ее включения в режим холодной сварки.
18. Способ по п.11, в котором во время операции с.1) держатель инструмента и держатель детали перемещают поступательным движением относительно друг друга со скоростью, составляющей от 0 до 30 мм/мин.
19. Способ по п.18, в котором во время операции с.2) держатель инструмента и держатель детали приводят во вращение относительно друг друга со скоростью, составляющей от 0 до 10 об/мин.
20. Способ по п.10, дополнительно содержащий следующий этап:
е) деталь поддерживают при окружающей температуре по меньшей мере до включения горелки.
21. Способ по п.10, в котором нанесенный валик или нанесенные валики перекрывают друг друга на части их ширины, составляющей от 10 до 30%.
22. Способ по одному из пп. 10-21, в котором металлическая пластина является элементом бурового снаряда.
| US 20130266820 A1, 10.10.2013 | |||
| Устройство для наплавки деталей типа тел вращения | 1986 |
|
SU1329931A1 |
| Устройство для наплавки | 1988 |
|
SU1539009A1 |
| Скреперно-плужковое разгрузочное устройство | 1948 |
|
SU79062A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| US 4431902 A, 14.02.1984 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| US 20130149552 A1, 13.06.2013 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

