Известны способь уборки горячих рулонов от моталок с применением промежуточной секции транспортера для приема и передачи рулонов с одного транспортера на другой.
Описываемый способ уборки горячих рулонов от моталок отличается от известных тем, что между приемным транспортером с шаговой работой (расположенным у моталок) и транспортером с непрерывной работой установлен промежуточный транспортер, с помощью которого уменьшен шаг рулонов на непрерывном транспортере.
Отличие заключается также в том, что цепи промежуточного транспортера перекрывают цепи транспортера с непрерывной работой и для возможности передвижения рулона над цепями смежного транспортера, а также для последующего опускания рулона на эти цепи, промежуточный транспортер имеет подъемно-качающееся движение.
Такой способ уборки горячих рулонов от моталок позволяет повысить производительность транспортеров при yвeлпчeннo времени остывания рулонов при их транспортировке.
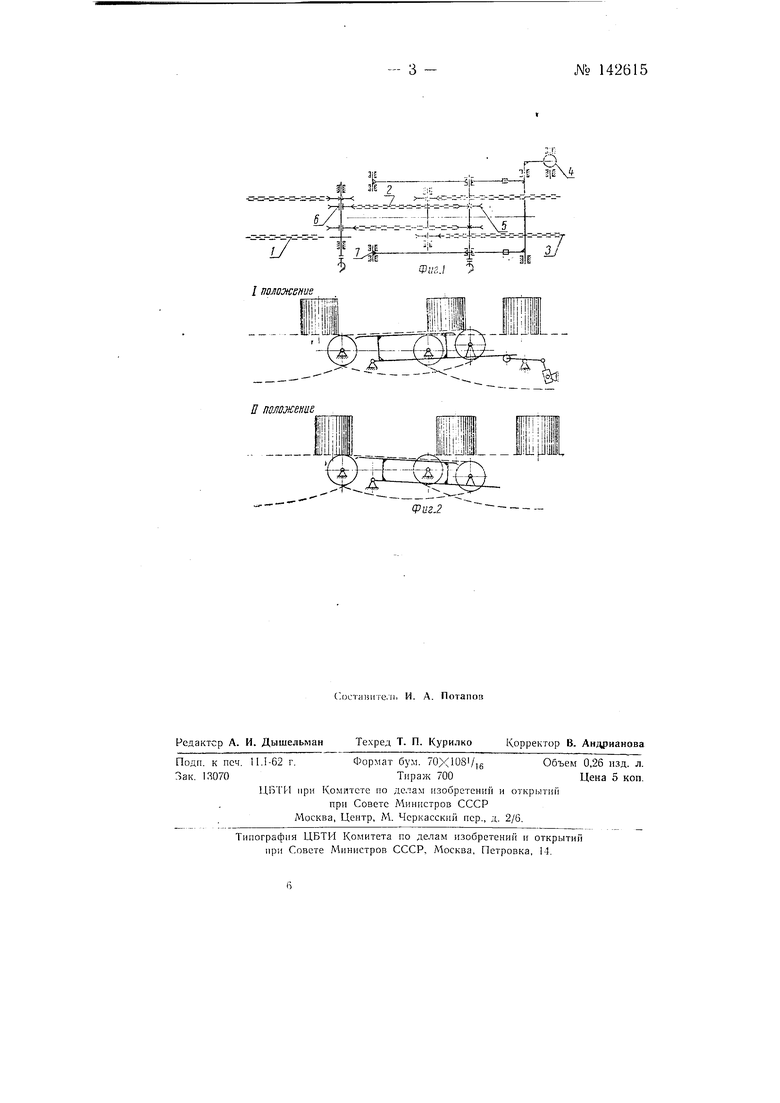
На фиг. 1 изображена схема расположения транспортеров в плане: на фиг. 2 - схема расположения промежуточного транспортера для передачи рулонов на транспортер с непрерывной работой.
Уборку горячих рулонов от моталок производят при помощи приемного транспортера / с шаговой работой, промежуточного транспортера 9 для приема и передачи рулонов и транспортера 5 с непрерывной работой.
Промежуточный транспортер получает подъемно-качающееся движение от самостоятельного привода 4 при помощи тяговых цепей 5. Холостые звездочки 6 установлены на приводном валу приемного транспортера. Ось 7 качания транспортера для уменьшения шага располаг;:ют возле приводных звездочек приемного транспортера. Цепи транспортера 2 перекрывают цепи транспортера 3.
.NO 1426152 М(э1алок рулон на цепи приемного транспортера перемещается к промежуточному транспортеру. Скорости, приемного и промеж -ьрчно tpalErt opf ёррв одинаковы и цепи их находятся на однол урф$1. тр-ан по|зтировки рулона промежуточным транспортеpo i цепи его находятся «ад цепями транспортера 3 в положении /. Дл| передй1Авр на на транспортер 3 транспортер 2, имеющий под|5.е1.шо.--качаюнгессяДвижение, опускается в положение //. Команда на опускание дается от командоаппарата или от фотоимпульсатора.
При равенстве скоростей приемного и непрерывного транспортеров цепи промежуточпого транспортера располагают горизонтально на уровне цепей стыкующих транспортеров.
В заключсчгии Уральского научно-исследовательского института черных металлов отмечается полезность предложения, позволяющего повысить производительность транспортеров для уборки горячих рулопов от моталок, при увеличенном времени остывания рулонов npi; их транспортировке.
Предмет изобретения
1.Способ уборки горячих рулонов от моталок, от л и ч а ю щ и и с я тем, что, с целью повьинения производительности конвейеров, при увеличенном времени остывания рулонов при их транспортировке между приемным транспортером с щаговой работой (расположенным у моталок) и трапспортером с непрерывной работой установлен промежуточ ный транспортер, с помощью которого уменьшен ншг рулокон ла непрерывном транспортере.
2.Способ уборки горячих рулонов по п. 1, отличающийся тем, что цепи, промежуточного транспортера перекрывают цепи транспортера с непрерывной работой и для возможности передвижения рулона над цепями смежного транспортера, а также для последующего опускания рулона на эти цепи, промежуточный транспортер имеет подъемно-качающееся .движение.
iji ЗШ 2
:Г1|Кл
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сдваивания рулонов на конвейере | 1960 |
|
SU132601A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЙ В ДВУХ ВЗАИМНО-ПЕРПЕНДИКУЛЯРНЫХ НАПРАВЛЕНИЯХ | 1961 |
|
SU146691A1 |
| Устройство для уборки горячекатаных рулонов от моталок | 1961 |
|
SU142279A1 |
| Подъемно-поворотный стол | 1980 |
|
SU884776A1 |
| Машина для увязки рулонов горячей и холодной полосы | 1960 |
|
SU136667A1 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Универсальный автоматизированный подпольный намоточный комплекс широкополосного стана горячей прокатки | 1986 |
|
SU1426667A1 |
| Устройство для рулонирования волокнистого ковра | 1977 |
|
SU791671A2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
/ положЕние
I II
JLiii
n
