Изобретение относится к неразрушающему контролю ультразвуковым (УЗ) методом и может быть использовано для обнаружения дефектов в осях колесных пар железнодорожного подвижного состава.
Известен способ контроля осей колесных пар, заключающийся в том, что излучают в контролируемое изделие с поверхности торца продольные колебания, принимают в той же точке отраженные продольные УЗ колебания и по их амплитуде определяют качество изделия (Руководство по испытанию на растяжение и дефектоскопии вагонных деталей, ЦВТ-6, МПС СССР, М.: Транспорт, 1982, 64 с.).
Недостатком указанного выше способа являются большие помехи, возникающие из-за конструктивных особенностей оси, которые маскируют отраженные от дефектов сигналы, а также недостаточная чувствительность, обусловленная необходимостью выявлять сигналы от дефектов малого размера, удаленных от точки ввода ультразвуковых колебаний на расстоянии более 1700 мм.
Известен способ УЗ контроля осей (Справочник. Й.Крауткрамер, Е.Крауткрамер. Ультразвуковой контроль материалов. М.: Металлургия, 1991, с.439), заключающийся в том, что излучают в проверяемое изделие УЗ колебания с конической поверхности центрового отверстия оси, принимают в той же точке отраженные от дефектов сигналы и по параметрам отраженных сигналов определяют качество изделия.
Недостатком этого способа является невозможность сплошного контроля изделия из-за ограниченности контролируемой зоны, так как УЗ колебания не охватывают всего объема контролируемого изделия.
Зона контроля расширена в способе УЗ контроля оси колесной пары, совокупность существенных признаков которого наиболее близка к совокупности существенных признаков предлагаемого изобретения.
Известный способ заключается в следующем. УЗ импульсы вводят через коническую поверхность центрового отверстия оси последовательно под разными углами в диапазоне 37-70° относительно ее образующей, вращают ось, подавая при этом контактную жидкость, принимают в процессе вращения отраженные дефектами эхо-сигналы и по их параметрам определяют качество изделия.
Недостатком известного способа является низкая производительность контроля из-за необходимости дополнительной обработки поверхности центрового отверстия с помощью зенкера и защитной шайбы, очистки от металлической стружки, так как центровые отверстия предназначены для обработки поверхности оси в процессе ее изготовления и подвергаются сильным механическим воздействиям, приводящим к деформациям и отверстия, и цилиндрической поверхности.
Задачей, на решение которой направлено предлагаемое изобретение, является разработка способа контроля осей колесных пар, который, как и известный способ, позволяет производить контроль осей как с наличием напрессованных деталей, так и без них, но без проведения сложных подготовительных, обрабатывающих поверхность, операций.
Поставленная задача решается за счет того, что предлагаемый способ, как и известный, предусматривает контроль колесных пар железнодорожного подвижного состава путем введения во вращающуюся ось с помощью преобразователей ультразвуковых колебаний под разными углами ввода относительно оси, приема эхо-сигналов, по параметрам которых определяют качество оси. Но в отличие от известного в предлагаемом способе преобразователи устанавливают на цилиндрической поверхности предподступичной части оси и разворачивают их относительно геометрической оси таким образом, что излучение первого преобразователя направляют в часть шейки оси, расположенную в зоне нахождения промежутка между двумя подшипниками, излучение второго преобразователя направляют в область галтели между предподступичной частью и шейкой оси, а отраженный сигнал принимают третьим преобразователем, излучение четвертого - в часть оси, расположенную в зоне расположения внешней кромки ступицы, излучение пятого - в часть оси, расположенную в зоне расположения внутренней кромки ступицы, излучение шестого направляют перпендикулярно геометрической оси, причем первый и четвертый - шестой преобразователи выполнены в виде приемоизлучающих преобразователей, углы ввода преобразователей изменяют в диапазоне 0-65°, а углы разворота изменяют в диапазоне 0-60°.
Совокупность изложенных признаков характеризует способ, в котором прозвучивание оси происходит во всех направлениях с поверхности, образующая которой параллельна геометрической оси. Обычно при контроле оси такой вид поверхностей использовался для ввода колебаний в направлении, перпендикулярном оси, и соответственно область контроля определялась углом раскрыва пучка преобразователя, т.е. была очень узкая, а контроль мог быть осуществлен только во время плановой проверки при освобождении оси от напрессованных деталей. В предлагаемом способе для установки преобразователей используется поверхность предподступичной части, которая всегда открыта для доступа. Контроль указанных в формуле изобретения участков оси возможен только при одновременном использовании определенных углов ввода преобразователей и их разворота. При этом контролируются все участки, в которых в процессе эксплуатации в материале возникают неравновесные напряжения, приводящие к возникновению дефектов.
Ввиду того, что поверхность ввода не требует специальной металлообработки, время контроля одной оси сокращается. Сокращение времени контроля - достигаемый технический результат.
Совокупность признаков, изложенная в пункте 2 формулы изобретения, характеризует способ ультразвукового контроля колесных пар, в котором ультразвуковые колебания вводят во все части оси одновременно.
Такой прием позволяет произвести контроль всей оси за один ее оборот и увеличить достигаемый технический результат - сокращение времени контроля.
Изобретение поясняется чертежом, на котором показана ось колесной пары с указанием зон контроля.
В состав оси входит предподступичная часть 1, шейка 2 оси, галтель 3, расположенная между предподступичной частью 1 и шейкой оси 2, подступичная часть 4.
Также вводим следующие обозначения: I - зона нахождения промежутка между подшипниками на шейке оси; II - зона галтели; III - зона расположения внешней кромки ступицы; IV - зона расположения внутренней кромки ступицы, V - зона предподступичной части.
На предподступичной части оси устанавливают шесть преобразователей с разными углами ввода ультразвуковых колебаний и углами разворота относительно оси симметрии оси (все преобразователи на чертеже обозначены цифрой 5).
Рассмотрим реализацию способа на примере ультразвукового контроля оси колесной пары ЦВМ, выпуска 1973 года.
Пучок ультразвуковых колебаний первого преобразователя направляют в зону I. Для этого его угол ввода равен 36°, угол разворота - 0°. Преобразователь выполнен по совмещенной схеме, поэтому эхо-сигнал принимается также первым преобразователем.
Углы ввода второго и третьего преобразователей равны 64°, а углы разворота - 60°. При этом пучок ультразвуковых колебаний направлен в зону II. Между собой преобразователи установлены таким образом, чтобы один из них мог принимать эхо-сигнал от дефекта, озвученного другим.
Излучение четвертого преобразователя направляют в III зону, в область расположения внешней кромки ступицы. Угол ввода преобразователя равен 16°, а угол разворота - 0°.
Излучение пятого преобразователя направляют в IV зону. Угол ввода равен 52°, а угол разворота 0°.
Излучение шестого преобразователя направляют перпендикулярно геометрической оси. Угол ввода равен 0°, угол разворота 0°. Преобразователь прозвучивает предподступичную часть, но основное его назначение - служить индикатором работоспособности устройства при контроле.
Четвертый - шестой, а также первый преобразователи выполнены по совмещенной схеме, а в паре, состоящей из второго и третьего преобразователей, один из них может быть излучающим, а другой - приемным.
Приведенные выше углы ввода и углы разворота на других типах осей могут быть иными из-за изменения их геометрических параметров, но они не выходят за пределы указанного в формуле диапазона, например, для оси РУ1 максимальный угол ввода равен 65°, а максимальный угол разворота, равный 60°, необходим только при прозвучивании оси, рассмотренной в примере.
Преобразователи подключены к многоканальному ультразвуковому дефектоскопу, который имеет необходимое количество независимых каналов излучения и приема ультразвуковых колебаний с независимыми элементами усиления, селекции и регистрации результатов контроля по каждому каналу. Контроль осуществляют при вращении оси и одновременной работе всех преобразователей, что позволяет проконтролировать ось за один ее оборот.
Описание способа контроля показывает, что прозвучивание проблемных зон осуществляют с части оси, которая имеет обработанную поверхность и которая в процессе эксплуатации не подвергается механическим повреждениям, т.е. для осуществления контроля не требуется подготовительной механической обработки поверхности, кроме введения контактной жидкости. Отсутствие этих операций сокращает время, которое необходимо для диагностики оси. Это является техническим результатом изобретения. Также техническим результатом является повышение чувствительности контроля, т.к. проблемные зоны прозвучивают с минимально возможного расстояния. По этой же причине уменьшается количество помех, что приводит к увеличению достоверности контроля.
Использование: для ультразвукового контроля осей колесных пар. Сущность: заключается в том, что вводят ультразвуковые колебаний под разными углами во вращающуюся ось с помощью преобразователей ультразвуковых колебаний, принимают эхо-сигналы, по параметрам которых определяют качество оси, при этом преобразователи устанавливают на предподступичную часть и разворачивают их относительно геометрической оси таким образом, что излучение первого преобразователя направляют в часть шейки оси, расположенную в зоне нахождения промежутка между двумя подшипниками, излучение второго преобразователя направляют в область галтели между предподступичной частью и шейкой оси, а отраженный сигнал принимают третьим преобразователем, излучение четвертого - в часть оси, расположенную в зоне расположения внешней кромки ступицы, излучение пятого - в часть оси, расположенную в зоне расположения внутренней кромки ступицы, излучение шестого направляют перпендикулярно геометрической оси, причем первый и четвертый - шестой преобразователи выполнены в виде приемоизлучающих преобразователей, углы ввода преобразователей изменяют в диапазоне 0-65°, а углы разворота изменяют в диапазоне 0-60°. Технический результат: исключение проведения сложных подготовительных операций. 1 з.п. ф-лы, 1 ил.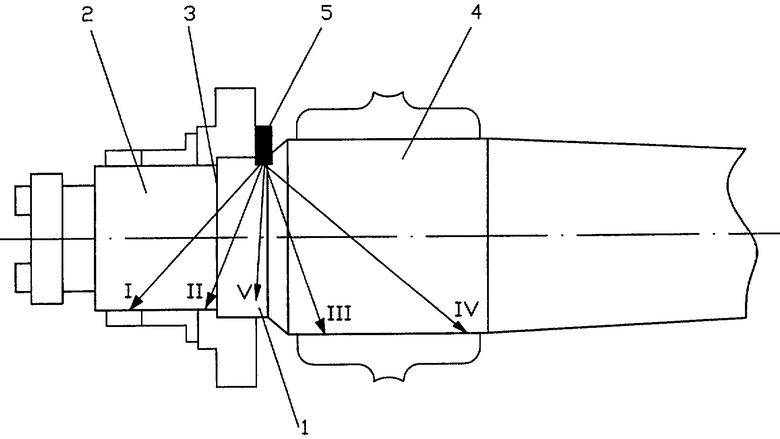
| Крауткрамер Й., Крауткрамер Е | |||
| Ультразвуковой контроль материалов, Справочник, М.: Металлургия, 1991, с.439 | |||
| СПОСОБ ЭХО-ИМПУЛЬСПОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯИЗДЕЛИЙ | 0 |
|
SU165000A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, ИМЕЮЩИХ СЛОЖНУЮ ФОРМУ ТЕЛ ВРАЩЕНИЯ | 1993 |
|
RU2086975C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, ИМЕЮЩИХ СЛОЖНУЮ ФОРМУ ТЕЛ ВРАЩЕНИЯ С НАЛИЧИЕМ НАПРЕССОВАННЫХ ДЕТАЛЕЙ | 1993 |
|
RU2084889C1 |
| JP 2005283379 A, 13.10.2005 | |||
| JP 11023540 A, 29.01.1999. | |||

