Изобретение относится к области обработки металлов давлением и может быть использовано для замены консольных роликов сортоправильной машины.
Известно устройство для замены роликов, содержащее скобу с грузовой подвеской и захват в виде втулки со средствами его ориентации и фиксации на скобе (Патент России RU 1804931, МКИ B 21 D 1/02). Недостатком этого устройства является то, что замена роликов осуществляется поштучно, с использованием цехового крана и большого количества ручных операций, что значительно увеличивает время перевалки и снижает производительность машины, а также требует присутствия в зоне перевалки эксплуатационного персонала.
Известно устройство для замены правильных роликов сортоправильной машины с консольно расположенными правильными калибрами, принятое в качестве прототипа, содержащее тележку, перемещающуюся по направляющим вдоль правильной машины, на которой смонтирован поворотный питатель для установки нескольких пар правильных роликов и устройство для съема пары правильных роликов и их переноса с правильного вала правильной машины на поддон и обратно (Авторское свидетельство ЧССР CS266167, МКИ B 21 D 3/00, приоритет 14.05.87).
Это устройство позволяет механизировать процесс перевалки и исключить часть ручных операций, что сокращает время перевалки, однако не обеспечивает существенного увеличения производительности ввиду сохранения поштучного порядка замены роликов.
Задача, решаемая предлагаемым изобретением, заключается в снижении времени перевалки и повышении производительности сортоправильной машины, путем обеспечения возможности комплектной замены верхнего и нижнего ряда правильных роликов.
Эта задача решается следующим образом.
В известном устройстве для замены роликов правильной машины, преимущественно с двухрядным консольным расположением роликов, содержащем подвижную тележку, на платформе которой установлено средство для съема роликов, а также механизм откручивания, согласно изобретения средство для съема роликов выполнено в виде подъемно-опускающейся от привода кассеты с горизонтально размещенными оппозитно роликам машины гнездами по числу роликов в ряду, при этом тележка имеет возможность перемещения в направлении, перпендикулярном вертикальной плоскости размещения роликов, а механизм откручивания винтовых креплений роликов смонтирован с возможностью перемещения по платформе тележки вдоль кассеты. Кроме этого, кассета выполнена съемной, причем имеется два комплекта кассет, гнезда которых соответствуют расположению верхних и нижних роликов. Механизм откручивания выполнен в виде гидравлического гайковерта, взаимодействующего с рабочим органом в виде выдвижного захвата. Выдвижной захват снабжен стопором, предохраняющим его от проворота, при этом приводом вращения служит главный привод правильных роликов.
Выполнение устройства для замены правильных роликов указанным образом обеспечивает комплектную перевалку и, соответственно, снижает время перевалки.
На фиг.1 изображен общий вид предлагаемого устройства.
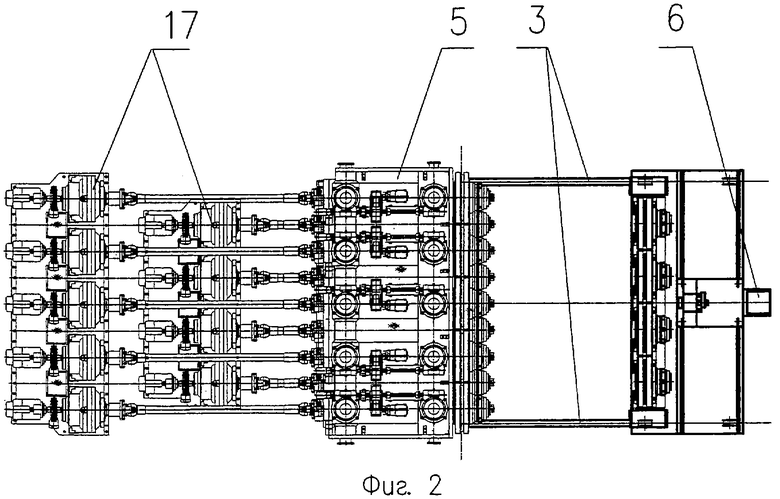
На фиг.2 изображен вид на предлагаемое устройство в плане.
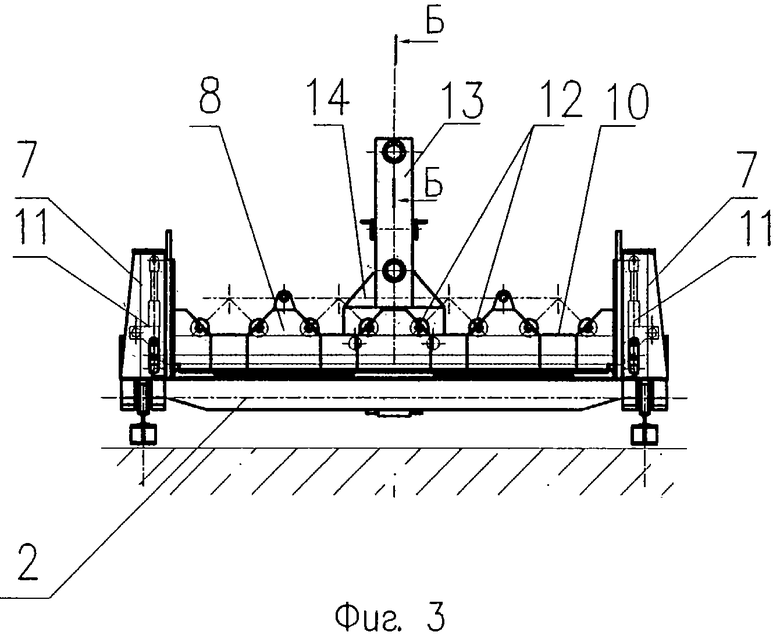
На фиг.3 изображен вид на устройство с торца, вид А на фиг.1 (кассета для нижнего комплекта роликов в крайнем нижнем положении).
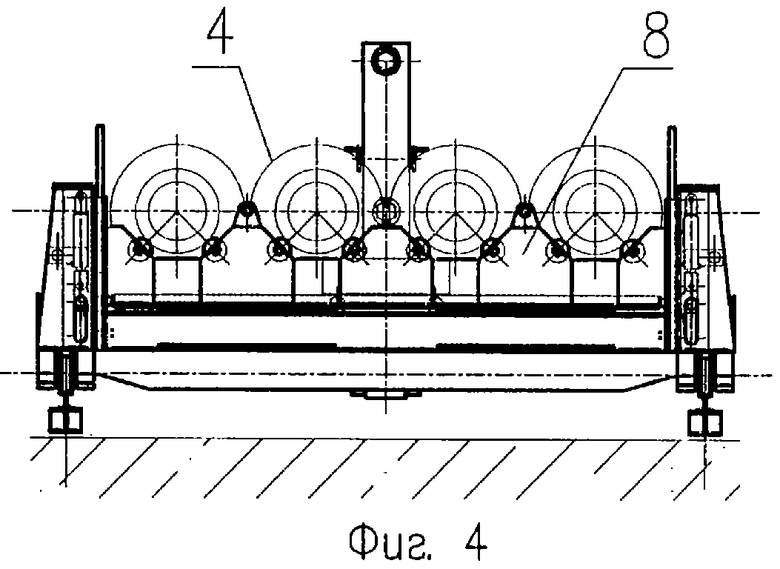
На фиг.4 изображен вид на устройство с торца (кассета в положении приема нижнего комплекта правильных роликов).
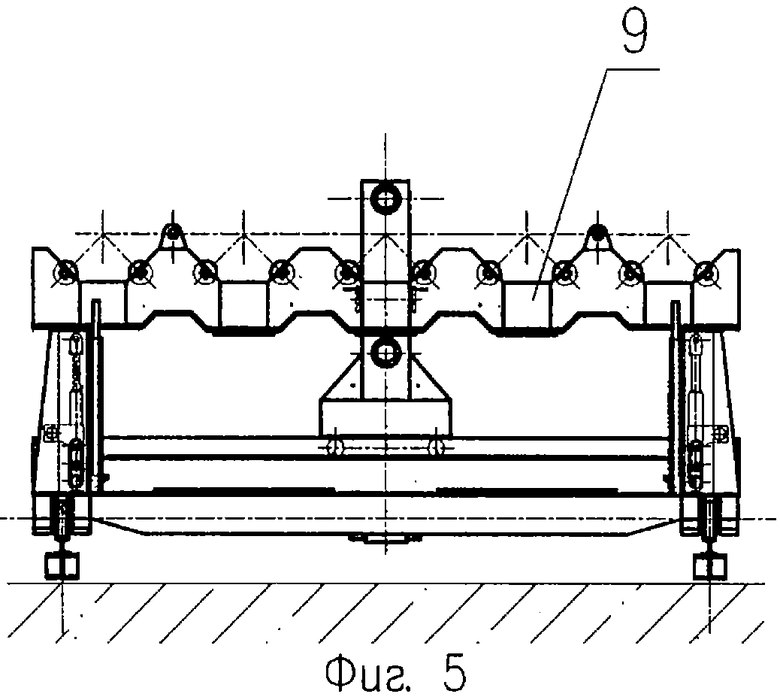
На фиг.5 изображен вид на устройство с торца (кассета для верхнего комплекта роликов в крайнем нижнем положении).
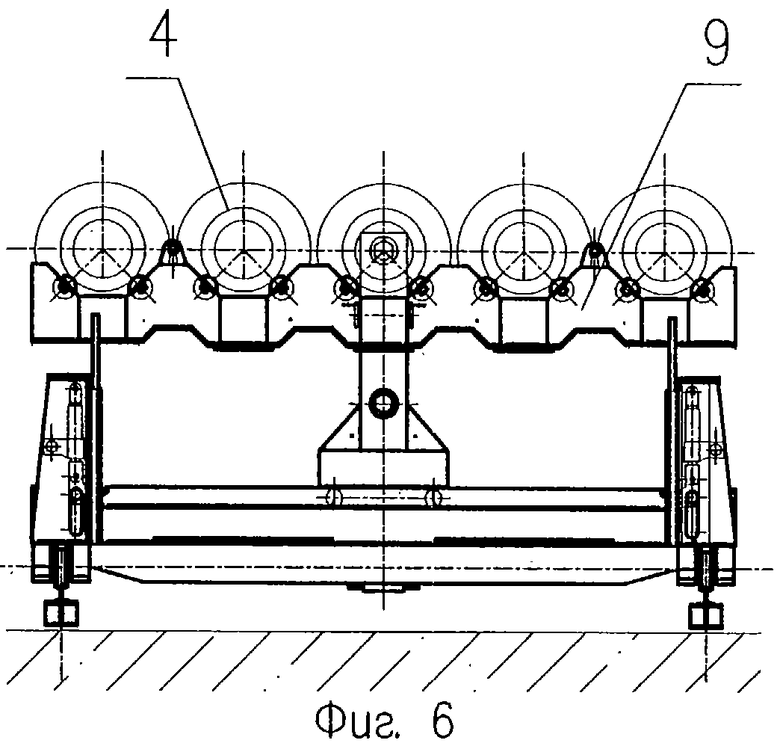
На фиг.6 изображен вид на устройство с торца (кассета в положении приема верхнего комплекта правильных роликов).
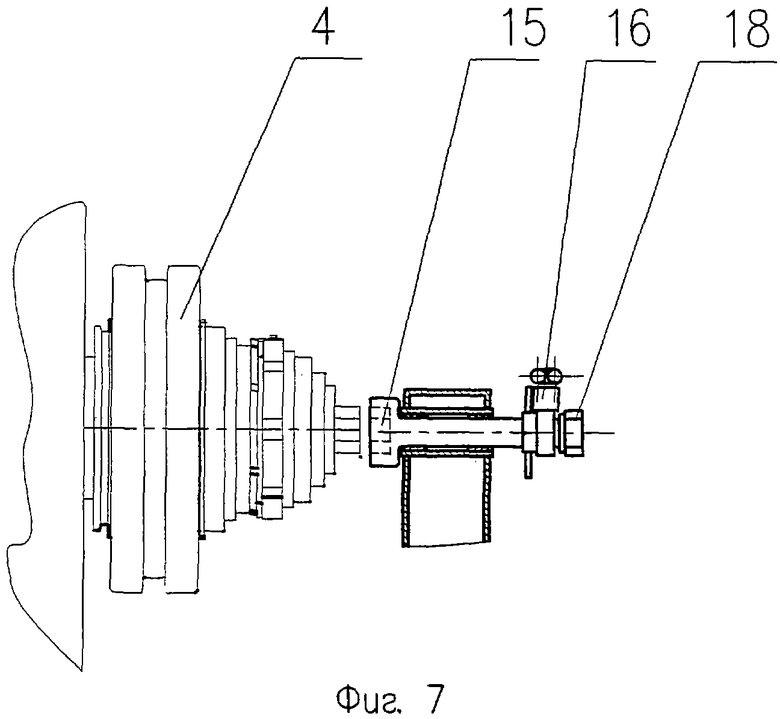
На фиг.7 изображен захват механизма откручивания винтового крепления правильного ролика в исходном положении (разрез Б-Б на фиг.3).
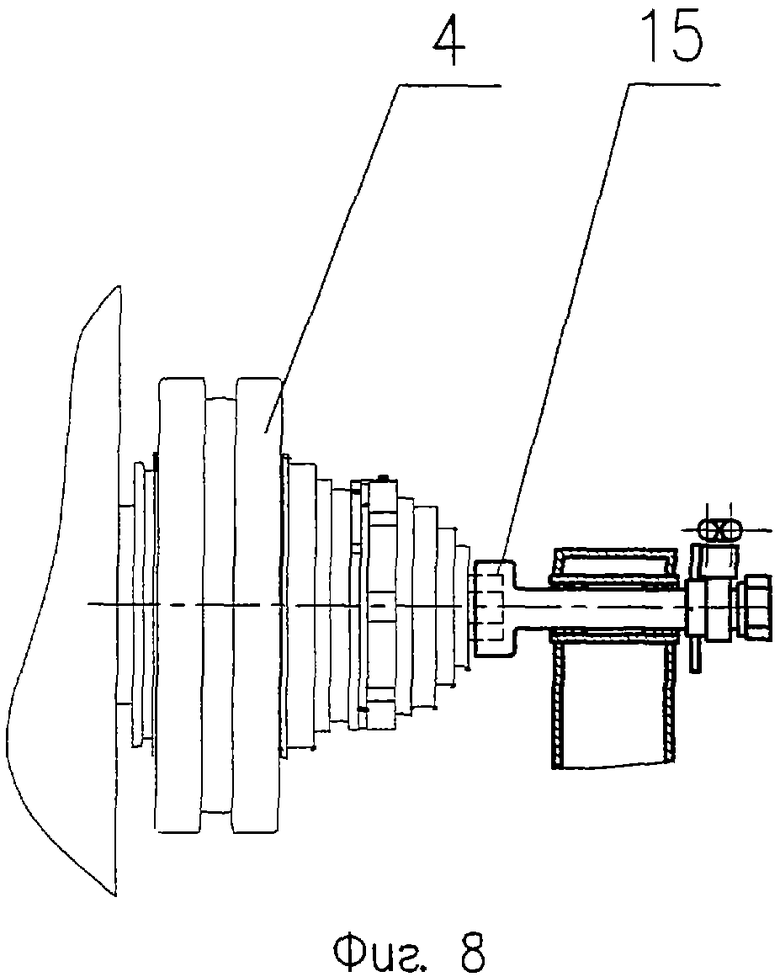
На фиг.8 изображен захват механизма откручивания в выдвинутом положении при взаимодействии с головкой винтового крепления ролика.
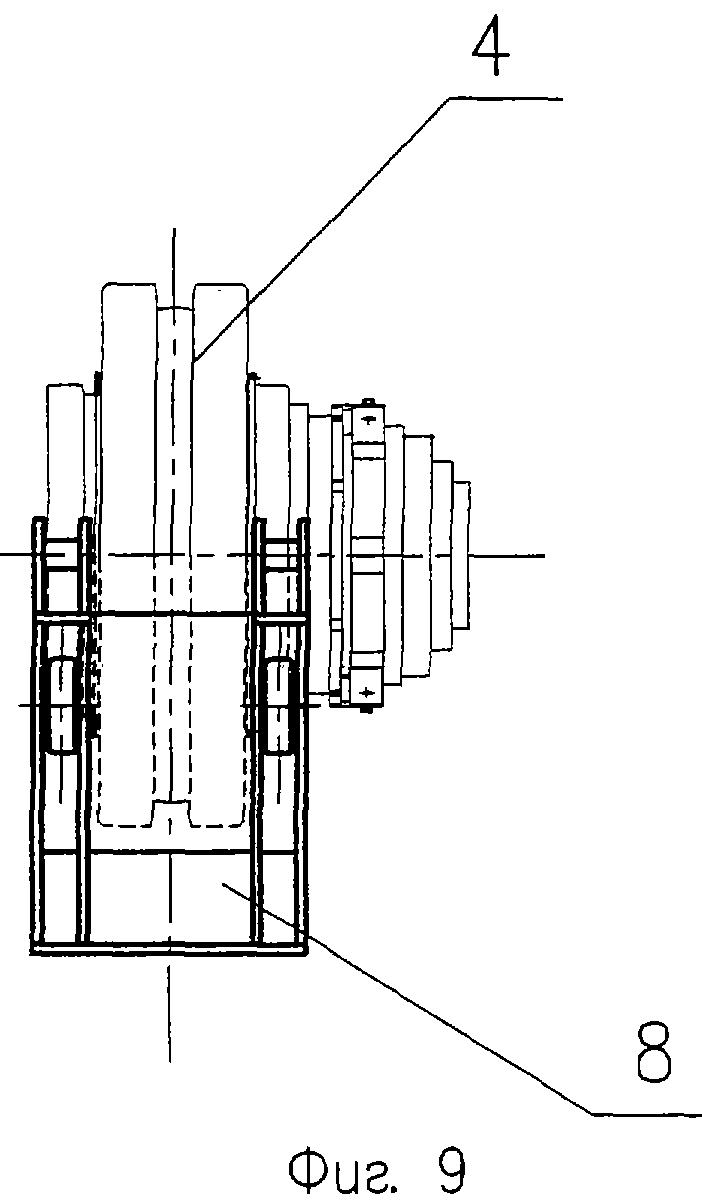
На фиг.9 изображен вид на кассету сбоку.
Устройство для замены правильных роликов состоит из тележки 1 с платформой 2, смонтированной с возможностью перемещения по направляющим 3 перпендикулярно вертикальной плоскости размещения правильных роликов 4 правильной машины 5 от привода 6. На платформе 2 установлены опорные стойки 7, на которых параллельно правильной машине 5 размещена кассета 8 для комплекта нижних правильных роликов или кассета 9 для комплекта верхних правильных роликов с гнездами 10 по числу правильных роликов в ряду, причем гнезда 10 размещены оппозитно правильным роликам 4. В стойках 7 смонтированы механизмы подъема-опускания кассет 8, 9 в виде гидродомкратов 11.
В каждом гнезде 10 установлены опорные катки 12 для установки и центрирования роликов 4.
На платформе 2 установлен также механизм откручивания (закручивания) винтового крепления 13, смонтированный с возможностью перемещения вдоль кассет 8, 9 на приводной тележке 14. Рабочим органом механизма является захват 15, установленный в корпусе механизма с возможностью вращения относительно горизонтальной оси посредством съемного гидравлического гайковерта 16, а также возможностью перемещения вдоль этой же оси.
Для обеспечения возможности откручивания винтовых креплений роликов 4 посредством их привода вращения 17 предусмотрен стопор 18, установленный также на хвостовую часть захвата 15.
Замена правильных роликов осуществляется следующим образом.
В исходном положении тележка 1 устройства находится вне зоны перевалки. На стойки 7 устанавливают кассету 8 для нижнего ряда правильных роликов 4 (см. фиг.1, 2, 3).
Перемещением тележки 1 в сторону правильной машины 5 кассета 8 устанавливается под нижним рядом правильных роликов 4 и гидродомкратами 11 поднимается до соприкосновения катков 12 гнезда 10 с соответствующими цилиндрическими поверхностями правильных роликов 4 (см. фиг.4).
Посредством перемещения тележки 14 захват 15 механизма 13 поочередно устанавливается по оси каждого из нижних правильных роликов 4, затем выдвигается до совмещения с головкой винтового крепления и посредством гайковерта 16 производится его раскручивание (см. фиг.7, 8).
После удаления крепежных деталей ходом тележки 1 назад кассета 8 с комплектом нижних роликов 4 вывозится в зону, обслуживаемую цеховым подъемным краном, которым переносится на склад правильного инструмента.
Снятие верхнего комплекта правильных роликов производится аналогичным образом с использованием кассеты 9.
Установка нового комплекта правильных роликов производится в обратной последовательности.
При откручивании (закручивании) винтового крепления возможно использовать привод 17 вращения ролика 4, для чего стопором 18 предохраняют захват 15 от проворота и производят вращение роликов 4 приводом 17 на ползучей скорости и с ограничением крутящего момента электродвигателя.
Возможно также использование одной универсальной кассеты для комплектов нижних и верхних роликов, однако при этом ее конструкция усложняется. Кассета может быть установлена стационарно на стойках, но при этом усложняется процесс укладки сменных роликов на кассету и конструкция тележки из-за необходимости придания ей дополнительного смещения вдоль правильной машины.
Использование предлагаемого устройства позволяет осуществлять комплектную перевалку роликов правильной машины с консольным расположением роликов, что существенно сокращает время перевалки и повышает производительность машины, а также механизирует процесс замены роликов, улучшая тем самым условия труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ РОЛИКОВ ПРАВИЛЬНОЙ МАШИНЫ | 2007 |
|
RU2368442C2 |
| УСТРОЙСТВО ДЛЯ РАССТЫКОВКИ РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1999 |
|
RU2180027C2 |
| АВТОМАТ УКЛАДКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ В КОНТЕЙНЕР | 1996 |
|
RU2138380C1 |
| УСТАНОВКА ДЛЯ РАЗБОРКИ КОЛЕСНО-МОТОРНОГО БЛОКА ЛОКОМОТИВА (ВАРИАНТЫ) | 2009 |
|
RU2404040C1 |
| Устройство для демонтажа футеровочных болтов из корпуса трубной мельницы | 1987 |
|
SU1496822A1 |
| Устройство для монтажа и демонтажа колес автомобилей | 1983 |
|
SU1232530A1 |
| Устройство для перевалки стана шаговой прокатки | 1982 |
|
SU1047024A1 |
| Модульное устройство для перефутеровки барабанных мельниц | 2017 |
|
RU2665938C1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Подвесное устройство для технического обслуживания автомобилей | 1983 |
|
SU1146224A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для замены роликов сортоправильной машины, преимущественно с двухрядным консольным расположением роликов. На платформе подвижной тележки установлено средство для съема роликов, которое выполнено в виде подъемно-опускающейся от привода кассеты с горизонтально размещенными оппозитно роликам машины гнездами по числу роликов в ряду. При этом тележка имеет возможность перемещения в направлении, перпендикулярном вертикальной плоскости размещения роликов. Механизм откручивания винтовых креплений роликов смонтирован с возможностью перемещения по платформе тележки вдоль кассет. Повышается производительность за счет механизации процесса перевалки. 3 з.п. ф-лы, 9 ил.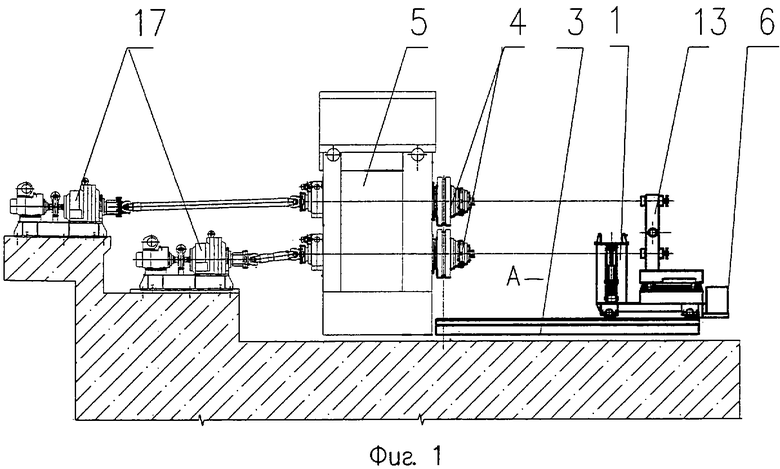
| УСТРОЙСТВО для ЭЛЕКТРОМАГНИТНОЙ ОБРАБОТКИОТЛИВОК | 0 |
|
SU266167A1 |
| Листоправильная машина | 1987 |
|
SU1574313A1 |
| Устройство для правки полосы | 1979 |
|
SU822946A1 |
| DE 1527986 А, 29.07.1971. | |||

