Изобретение относится к области обработки металлов давлением и может быть использовано для комплектной замены консольных роликов сортоправильной машины с вертикальным расположением их осей.
При правке на роликовых правильных машинах проката разных форм и размеров возникает необходимость в частой смене роликов. Ролики меняют, например, с помощью крана, практически вручную, что требует большого количества времени и усилий целой бригады.
Известно устройство для комплектной замены правильных роликов сортоправильной машины с двухрядным вертикальным консольным их расположением, принятое в качестве прототипа, содержащее позиционирующие вертикальные направляющие в количестве, соответствующем числу заменяемых роликов, жестко закрепленные на раме тележки, подвижной от привода в направлении, перпендикулярном продольной оси машины, с возможностью одновременной установки направляющих соосно валам машины, механизмы для откручивания и закручивания винтовых креплений роликов, встроенные во внутреннюю полость позиционирующих направляющих, и подъемную от привода платформу, смонтированную с возможностью перемещения по позиционирующим направляющим, на которой шарнирно установлены раздвижные захваты для роликов, а также стеллажи для хранения сменного комплекта роликов. (Патент US 3425256, МКИ В21В 31/10).
Такое устройство обеспечивает возможность комплектной замены роликов с вертикальным расположением осей и цилиндрической формой соединения с валами машины, однако не позволяет использовать его по назначению на сорто- и рельсоправильных машинах с другой формой соединения, например конической, поскольку позиционирование роликов осуществляется путем надевания их на направляющие, которые одновременно служат для перемещения подъемной платформы и могут быть выполнены только постоянного сечения, при этом внутренняя коническая расточка ролика в сочетании с шарнирным креплением захватов исключает точное позиционирование.
Коническое соединение между роликом и валом правильной машины применяется для создания беззазорной напряженной быстроразборной посадки, что позволяет минимизировать радиальное биение, повышая тем самым прямолинейность проката после правки, а также исключить повреждения консольной части вала, возникающие под воздействием усилий правки при наличии между валом и роликом зазора, неизбежного при цилиндрическом быстроразборном соединении. При этом конструкция средств для отвинчивания (завинчивания) винтовых креплений должна создавать возможность распрессовки и напрессовки напряженных конических соединений между валами машины и роликами, а их нагрузочная способность должна обеспечивать возможность передачи соответствующих моментных нагрузок, величины которых многократно превышают нагрузки, необходимые для преодоления сил трения при откручивании обычного винтового соединения, что приводит к увеличению габаритов механизма и невозможности его размещения внутри направляющих.
Следует отметить также сложность и многоэлементность конструкции прототипа из-за наличия большого числа открытых зубчатых передач, многослойных цилиндрических направляющих, муфт сцепления и пр.
Кроме этого, очень сложно обеспечить точное совпадение с осями роликов большого количества направляющих, объединенных общей платформой, что приводит к снижению эксплуатационной надежности устройства.
Задача, решаемая предлагаемым изобретением, заключается в расширении функциональных возможностей устройства при одновременном упрощении конструкции и повышении эксплуатационной надежности путем обеспечения независимости средств позиционирования.
Эта задача решается следующим образом.
В известном устройстве для комплектной замены консольных вертикальных роликов правильной машины, содержащем тележку, смонтированную с возможностью перемещения от привода в направлении, перпендикулярном продольной оси машины, на которой размещены позиционирующие элементы в количестве, соответствующем числу заменяемых роликов, с возможностью одновременной установки их соосно роликам машины, подъемную платформу, механизмы для откручивания и закручивания винтовых креплений роликов, захваты, смонтированные с возможностью взаимодействия с кольцевой канавкой ролика, а также стеллажи для хранения сменного комплекта роликов, согласно изобретению позиционирующие средства выполнены в виде захватов, жестко смонтированных на подъемной платформе с возможностью захода в кольцевые канавки роликов при горизонтальном ходе тележки с нижним положением платформы, а механизмы для откручивания и закручивания винтовых креплений роликов смонтированы непосредственно на подъемной платформе в полостях, образованных захватами.
Механизм откручивания выполнен в виде цилиндрического стержня, смонтированного с возможностью вертикального перемещения и поворота вокруг собственной оси, который снабжен в нижней части головкой, для взаимодействия с головкой винта крепления ролика, а в верхней части стопором для предохранения от проворота.
Каждая пара захватов и соответствующий им механизм откручивания и закручивания винтовых креплений роликов объединены в блок-кассете, смонтированной на платформе тележки с возможностью регулирования в горизонтальном направлении.
Стеллажи для хранения и позиционирования сменного комплекта роликов снабжены опорными площадками, расположенными идентично расположению валов роликов правильной машины, в которых выполнены центрирующие элементы в виде прямоугольных шпонок с выступами, имеющими возможность взаимодействия с соответствующими пазами в нижних торцах роликов, и смонтированными на раме стеллажа с возможностью регулирования в горизонтальном направлении.
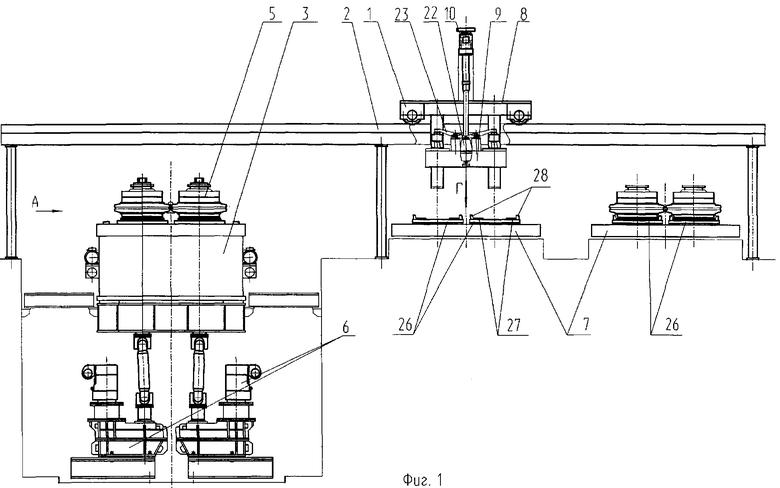
На фиг.1 изображен общий вид предлагаемого устройства.
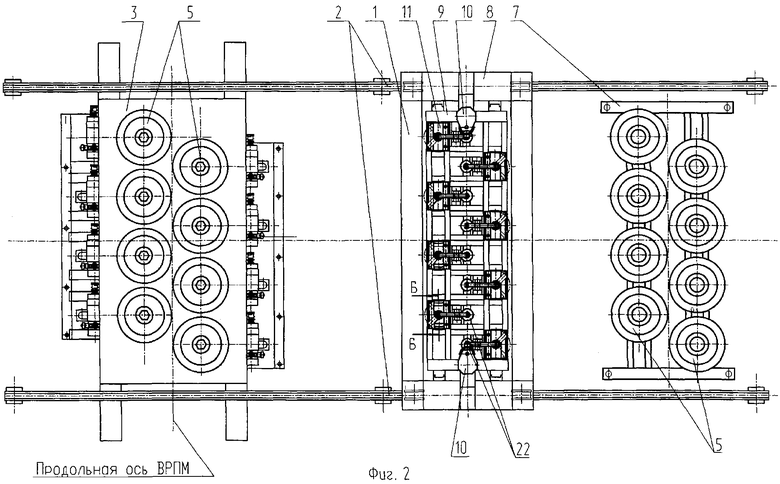
На фиг.2 изображен вид на предлагаемое устройство в плане.
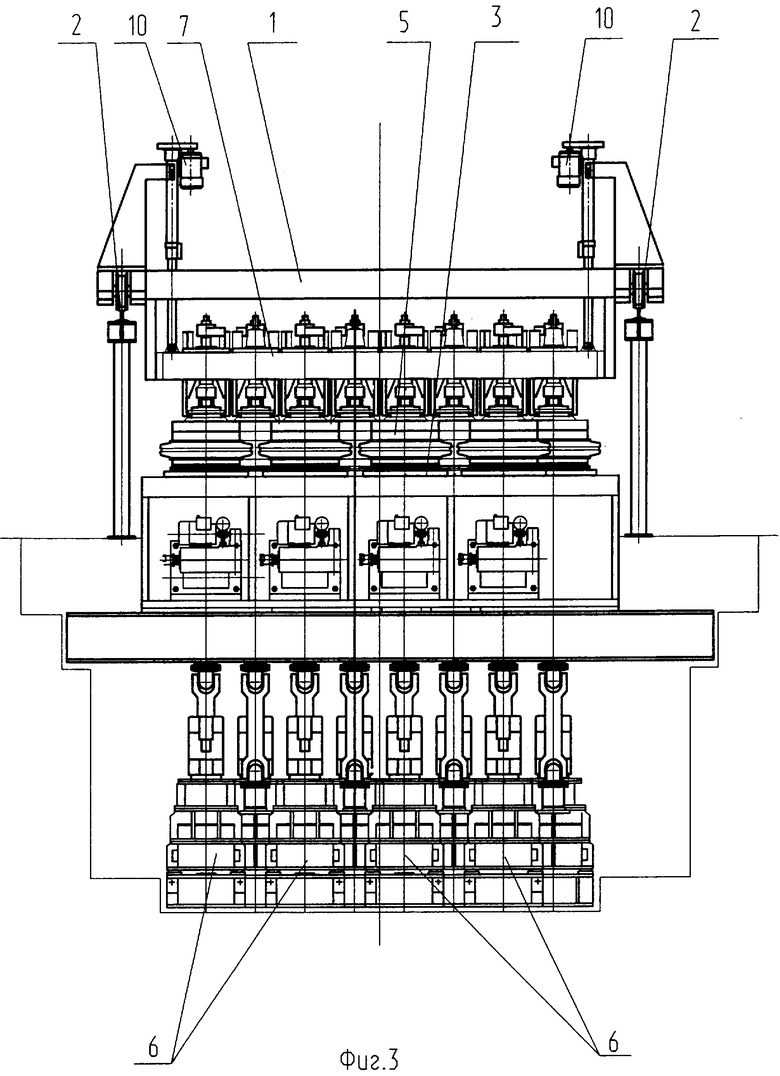
На фиг.3 изображен вид на устройство с торца, вид А на фиг.1 (подъемная платформа в нижнем положении)
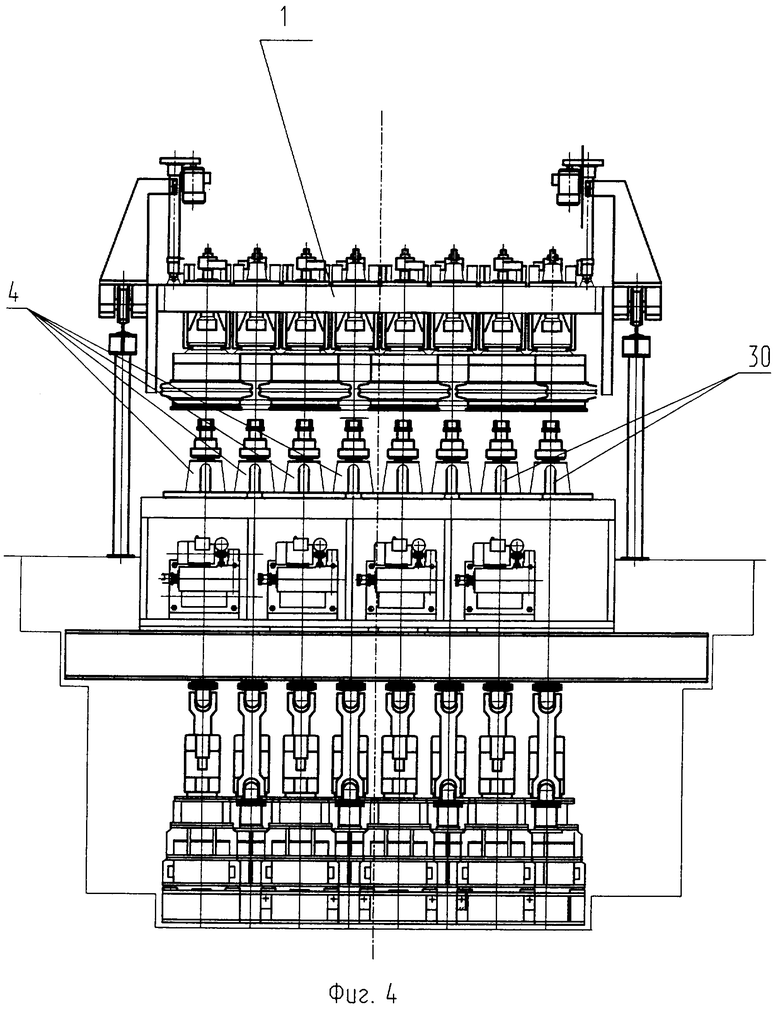
На фиг.4 изображен вид на устройство с торца (подъемная платформа с комплектом роликов в верхнем положении)
На фиг.5 изображена блок-кассета с захватами и механизмом откручивания винтового крепления правильного ролика в исходном положении, разрез Б-Б на фиг.2.
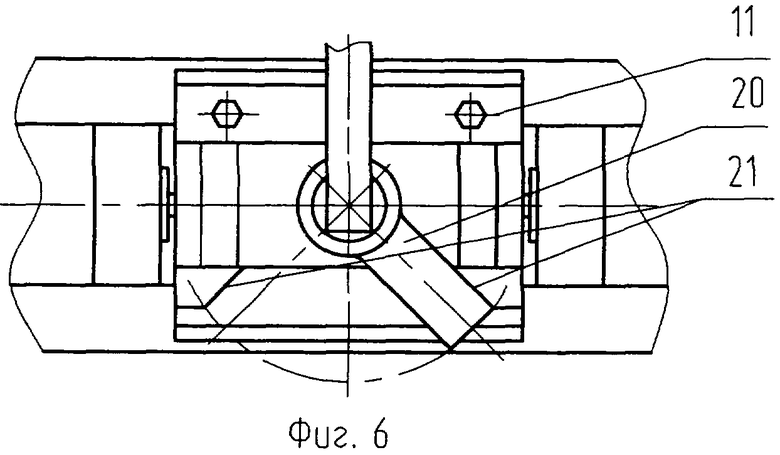
На фиг.6 изображен вид на блок-кассету в плане, вид В на фиг.5.
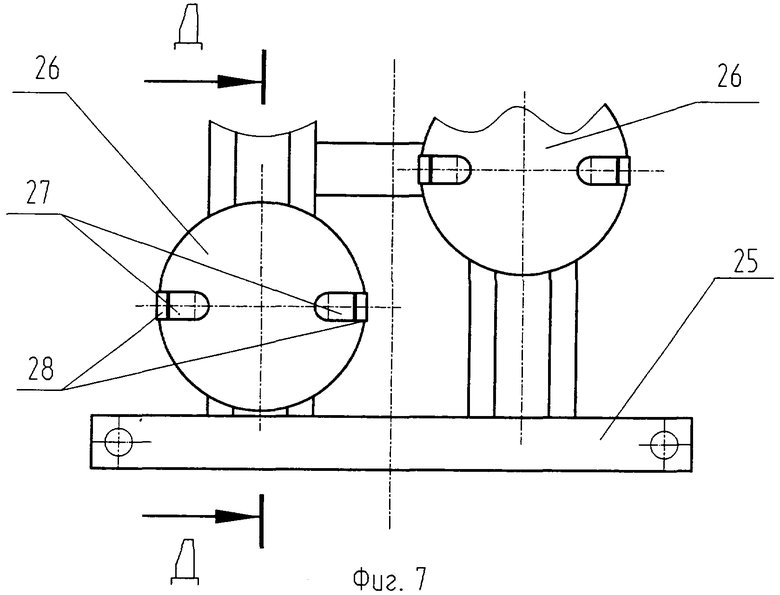
На фиг.7 изображен вид на стеллаж в плане, вид Г на фиг.1.
На фиг.8 изображен корпус опорной площадки, разрез Д-Д на фиг.7.
Устройство для замены правильных роликов состоит из тележки 1, перемещающейся по горизонтальным рельсовым путям 2 над вертикальной правильной машиной 3 с двухрядным расположением валов 4 с роликами 5 и главными приводами 6, а также стеллажей 7 для хранения и позиционирования сменных комплектов правильных роликов.
На раме 8 тележки 1 с возможностью вертикального перемещения относительно нее смонтирована платформа 9 с приводами 10, на которой идентично расположению валов 4 правильной машины 3 закреплены позиционирующие блок-кассеты 11 с механизмами откручивания (закручивания) 12 винтовых креплений 13 роликов 5, и неподвижными Г-образными захватами 14, которые имеют возможность захода в кольцевую канавку 15 ролика 5 при горизонтальном ходе тележки 1 с нижним положением платформы 9.
Блок-кассеты 11 смонтированы в гнездах 16 платформы 9 с возможностью регулирования в горизонтальном направлении посредством регулировочных винтов 17.
Механизмы откручивания 12 выполнены в виде цилиндрических стержней 18, смонтированных в блок-кассетах 11 с возможностью перемещения вдоль их вертикальных осей и поворота относительно тех же осей и имеющих в нижней части головки 19 для взаимодействия с головками винтовых креплений 13 роликов 5, а в верхней части - стопоры 20 для предохранения от проворота головок 19 при вращении роликов приводами 6, смонтированные с возможностью взаимодействия с ограничителями 21. Перемещение стержней 18 в нижнее положение производится с помощью электрогидравлических толкателей 22, установленных на платформе 9 и взаимодействующих с торцами стержней посредством двуплечих рычагов 23, а возврат в верхнее положение осуществляется пружинами 24.
Стеллажи 7 для хранения и позиционирования сменного комплекта роликов выполнены в виде рам 25 с опорными площадками 26, расположенными идентично расположению валов 4 правильной машины и снабженными центрирующими элементами в виде прямоугольных шпонок 27 с выступами 28, взаимодействующими с соответствующими пазами 29 в нижних торцах роликов 5. При этом пазы 29 расположены в одной плоскости со шпонками 30, установленными на валах 4.
Опорные площадки 26 установлены на корпусах 31, смонтированных в гнездах 32 рамы 25 с возможностью регулирования в горизонтальном направлении посредством регулировочных винтов 17.
Замена правильных роликов осуществляется следующим образом.
До начала работы производится проверка соосности позиционирующих блок-кассет 11 с валами 4 машины 3 и опорных площадок 26 стеллажей 7 с позиционирующими блок-кассетами 11.
При необходимости производится настройка положения блок-кассет 11 и корпусов 31 для осуществления точного позиционирования посредством регулировочных винтов 17.
В исходном положении тележка 1 устройства с опущенной платформой 9 находится вне зоны перевалки.
Правильные ролики 4 вращением приводов 6 устанавливаются в положение, при котором пазы 29 располагаются перпендикулярно продольной оси машины 3.
Перемещением тележки 1 в сторону правильной машины 3 размещенные на платформе 9 блок-кассеты 11 устанавливаются соосно правильным роликам 5. При этом захваты 14 заходят в канавки 15 роликов 5.
Жесткое крепление захватов 14 на платформе 9 обеспечивает точное позиционирование сменяемых роликов в направлении, перпендикулярном направлению перемещения тележки 1, а в направлении перемещения тележки точное позиционирование достигается точной остановкой посредством управления приводом ее перемещения.
Ходом штоков толкателей 22 производится опускание головок 19 до совмещения их с головками винтовых креплений 13. При этом между торцем головки и поверхностью К винтового крепления устанавливается зазор, необходимый для свободного вертикального перемещения головки винтового крепления при откручивании.
Откручивание винтовых креплений производится вращением роликов 5 посредством приводов 6 в следующей последовательности:
- на ползучей скорости с ограничением крутящего момента производится поворот роликов 5 с винтовыми креплениями 13 и надетыми головками 19 до упора стопоров 20 в ограничители 21;
- при дальнейшем вращении роликов винты, выкручиваясь из валов, перемещаются вверх до соприкосновения торца Е с опорной поверхностью ролика Ж (см. фиг.5), после чего происходит распрессовка напряженной конусной посадки и отрыв ролика 5 от вала 4, при этом размер полости корпуса 11 позволяет выполнить механизм откручивания 12 необходимой мощности для распрессовки конусной посадки.
Точная остановка роликов 5 в требуемом положении, соответствующем положению роликов 5 перед началом вращения, обеспечивается системой управления приводами 6.
После остановки роликов 5 отключается электропитание толкателей 22 и головки 19 под воздействием пружин 24 возвращаются в исходное положение.
После удаления шайб 33 ходом платформы 9 в верхнее положение осуществляется подъем комплекта роликов 5 над валами 4 машины 3, перемещение их в зону хранения и опускание на опорные площадки 26 свободного от роликов стеллажа 7. При этом пазы 29 в нижних торцах роликов совмещаются с центрирующими элементами 27, 28.
Далее тележка перемещается к стеллажу со сменным комплектом роликов. При этом захваты 14 заходят в канавки 15 роликов 5. Производится подъем роликов 5 и перемещение к правильной машине 3.
Установка роликов 5 на валы 4 машины 3 производится в обратной последовательности.
Предлагаемое устройство обладает простой конструкцией, обеспечивает возможность замены роликов с коническим соединением, а также точное позиционирование, что повышает его эксплуатационную надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ РОЛИКОВ ПРАВИЛЬНОЙ МАШИНЫ | 2006 |
|
RU2314171C2 |
| Автоматизированная система паллетного хранения высокой плотности | 2023 |
|
RU2814123C1 |
| Мобильный роботизированный комплекс фонтанирующих скважин МРК-ФС | 2019 |
|
RU2718550C1 |
| Устройство для смены штампов на прессах | 1990 |
|
SU1780903A1 |
| Устройство для сварки подсборок кузова автомобиля | 1991 |
|
SU1838070A3 |
| ЛИНИЯ ДЛЯ РЕЗКИ ТРУБ И СПОСОБ РЕЗКИ ТРУБ | 2021 |
|
RU2801136C1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Подвижный подъемник для автомобилей | 1989 |
|
SU1721000A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Вырубочная головка к прессу для вырубки деталей | 1984 |
|
SU1313416A1 |


Изобретение относится к области обработки металлов давлением и может быть использовано для комплектной замены консольных роликов сортоправильной машины с вертикальным расположением их осей. Устройство содержит тележку, смонтированную с возможностью перемещения от привода в направлении, перпендикулярном продольной оси машины. На тележке размещены позиционирующие элементы в количестве, соответствующем числу заменяемых роликов, с возможностью одновременной установки их соосно роликам машины, подъемная платформа, механизмы для откручивания и закручивания винтовых креплений роликов, захваты, смонтированные с возможностью взаимодействия с кольцевой канавкой роликов, а также стеллажи для хранения сменного комплекта роликов. Позиционирующие средства выполнены в виде захватов, жестко смонтированных на подъемной платформе с возможностью захода в кольцевую канавку ролика при горизонтальном ходе тележки с нижним положением платформы, а механизмы для откручивания и закручивания винтовых креплений роликов смонтированы непосредственно на подъемной платформе в полости, образованной захватами. Предлагаемое устройство обладает простой конструкцией, обеспечивает возможность замены роликов с коническим соединением, а также точное позиционирование, что повышает его эксплуатационную надежность. 3 з.п. ф-лы, 8 ил.
1. Устройство для комплектной замены консольных вертикальных роликов правильной машины, содержащее тележку, смонтированную с возможностью перемещения от привода в направлении, перпендикулярном продольной оси машины, на которой размещены позиционирующие элементы в количестве, соответствующем числу заменяемых роликов, с возможностью одновременной установки их соосно роликам машины, подъемная платформа, механизмы для откручивания и закручивания винтовых креплений роликов, захваты, смонтированные с возможностью взаимодействия с кольцевой канавкой роликов, а также стеллажи для хранения сменного комплекта роликов, отличающееся тем, что позиционирующие средства выполнены в виде захватов, жестко смонтированных на подъемной платформе с возможностью захода в кольцевую канавку ролика при горизонтальном ходе тележки с нижним положением платформы, а механизмы для откручивания и закручивания винтовых креплений роликов смонтированы непосредственно на подъемной платформе в полости, образованной захватами.
2. Устройство по п.1, отличающееся тем, что механизм откручивания выполнен в виде цилиндрического стержня, смонтированного с возможностью вертикального перемещения и поворота вокруг собственной оси, который снабжен в нижней части головкой для взаимодействия с головкой винта крепления ролика, а в верхней части - стопором для предохранения от проворота.
3. Устройство по п.1, отличающееся тем, что каждая пара захватов и соответствующий им механизм откручивания и закручивания винтовых креплений роликов объединены в блок-кассету, смонтированную на платформе тележки с возможностью регулирования в горизонтальном направлении.
4. Устройство по п.1, отличающееся тем, что стеллажи для хранения и позиционирования сменного комплекта роликов снабжены опорными площадками, расположенными идентично расположению валов роликов правильной машины, в которых выполнены центрирующие элементы в виде прямоугольных шпонок с выступами, имеющими возможность взаимодействия с соответствующими пазами в нижних торцах роликов, и смонтированными на раме стеллажа с возможностью регулирования в горизонтальном направлении.
| US 3425256 А, 04.02.1969 | |||
| US 5095728 А, 17.03.1992 | |||
| РЕДУКЦИОННО-РАСТЯЖНОЙ СТАН | 2000 |
|
RU2227072C2 |

