Изобретение относится к области машиностроения, в частности к пневмогидравлическому прессовому оборудованию.
Силовым приводом пневмогидравлических прессов служит пневмогидравлический усилитель последовательного действия. Являясь в сущности пневматическими приводами, пневмогидравлические приводы содержат в своем составе локальные подсистемы, представляющие собой элементы гидравлического привода. Нагружение пневмогидравлического привода производится сжатым воздухом, обычно с давлением 6-10 ати, что существенно упрощает схему, давая возможность использования обычного пневмооборудования, и позволяет при этом достигать давлений рабочей жидкости до 300 ати и выше. Таким образом, пневмогидравлические приводы позволяют объединить достоинства пневматических и гидравлических приводов, при этом существенно выигрывая в простоте и, следовательно, надежности по сравнению с гидроприводами.
Известен пневмогидравлический пресс (журнал "Пластические массы" 1979 г., №3, стр.13-14), содержащий пневмогидравлический привод и систему управления. Привод содержит рабочий и силовой цилиндры, жестко скрепленные с подвижным и неподвижным элементами пресса, при этом поршневая полость рабочего цилиндра сообщена со штоковой полостью силового цилиндра через канал с возможностью перекрывания его при помощи клапана. Система управления не раскрывается. Описывается также способ прессования на пневмогидравлическом прессе. Способ прессования включает 3 основные последовательные стадии, составляющие рабочий цикл:
а) смыкание подвижного и неподвижного элементов пресса на низком давлении, для чего подают сжатый воздух в штоковую полость силового цилиндра при одновременном соединении с атмосферой штоковой полости рабочего цилиндра,
б) прессование на высоком давлении, для чего подают сжатый воздух в поршневую полость силового цилиндра при одновременном соединении с атмосферой штоковой его полости, и
в) размыкание указанных элементов пресса, для чего подают сжатый воздух в штоковую полость рабочего цилиндра при одновременном соединении поршневой полости силового цилиндра с атмосферой.
Описанные способ прессования и система управления силовым элементом пресса обеспечивают выполнение рабочего цикла прессования в ручном, полуавтоматическом или автоматическом режимах.
Однако описанный пресс обладает низким быстродействием, что снижает эффективность его использования при выполнении работ, требующих коротких циклов. Это происходит из-за того, что после выдачи сигнала управления на размыкание возврат привода в исходное положение, сопровождающийся размыканием подвижного и неподвижного элементов пресса, происходит со значительной задержкой времени. Часто при размыкании плит наблюдается выброс масляной пены через выхлопной глушитель воздухораспределителя.
Описан способ прессования и система управления силовым приводом пневмогидравлического пресса (а.с. СССР SU 1119857 A, кл. В30В 15/00, 23.10.84), принятые нами за прототип. Силовой привод представляет собой рабочий и силовой цилиндры, жестко скрепленные с подвижным и неподвижным элементами пресса, при этом поршневая полость рабочего цилиндра сообщена со штоковой полостью силового цилиндра через канал с возможностью перекрывания его при помощи клапана. Способ прессования включает 3 основные последовательные стадии, составляющие рабочий цикл:
а) смыкание подвижного и неподвижного элементов пресса на низком давлении, для чего подают сжатый воздух в штоковую полость силового цилиндра при одновременном соединении с атмосферой штоковой полости рабочего цилиндра,
б) прессование на высоком давлении, для чего подают сжатый воздух в поршневую полость силового цилиндра при одновременном соединении с атмосферой штоковой его полости, и
в) размыкание указанных элементов пресса, для чего подают сжатый воздух в штоковую полость рабочего цилиндра при одновременном соединении поршневой полости силового цилиндра с атмосферой.
При этом система управления силовым приводом включает источник сжатого воздуха, подключенное к нему своим входом устройство распределения силового сжатого воздуха, выходы которого соединены трубопроводами со штоковой и поршневой полостями рабочего и силового цилиндров привода, устройство контроля рабочего цикла и вспомогательные пневмораспределители, соединенные с устройством распределения силового сжатого воздуха. В этой системе управления устройство распределения силового сжатого воздуха представляет собой трехпозиционный распределительный кран с механизмом поворота его золотника, а устройство контроля рабочего цикла представляет собой пневмораспределитель с упором, закрепленным на подвижном элементе пресса. Механизм поворота золотника распределительного крана выполнен в виде поршневого цилиндра с закрепленными на его корпусе рейкой и защелкой, зубчатого сектора, управляемого упора и пневмораспределителей, при этом зубчатый сектор закреплен на золотнике распределительного крана, управляемый упор размещен на станине, поршневой цилиндр смонтирован с возможностью взаимодействия своими рейкой и защелкой соответственно с зубчатым сектором и управляемым упором.
Описанные способ прессования и система управления силовым элементом пресса обеспечивают выполнение рабочего цикла прессования в ручном, полуавтоматическом или автоматическом режимах.
Однако после выдачи сигнала управления на размыкание возврат привода в исходное положение, сопровождающийся размыканием подвижного и неподвижного элементов пресса, происходит со значительной задержкой времени. Из-за этого рабочий цикл прессования растягивается во времени и быстродействие снижается. Часто при размыкании плит наблюдается выброс масляной пены через выхлопной глушитель воздухораспределителя.
Наблюдаемую задержку времени можно объяснить тем, что даже незначительное разрежение, возникающее в штоковой полости силового цилиндра при опускании его поршня, препятствует этому опусканию, и, как следствие, запаздывает момент открытия клапана, после которого только возможно опускание штока рабочего цилиндра.
В некоторых случаях при большой массе подвижных элементов пресса и прессовой оснастки в момент опускания штока рабочего цилиндра происходит вспенивание гидравлической жидкости, сопровождающееся иногда выбросом пены через воздухораспределитель. Пенообразование всегда вредно сказывается на работе гидравлических систем, приводя к нарушениям работы привода и системы управления, способствуя ухудшению свойств жидкости и коррозионному разрушению конструкционных материалов, не говоря уже о прямых потерях жидкости при уносе с выхлопом.
Кроме того, выполнение устройства распределения силового сжатого воздуха в виде распределительного крана с механизмом поворота его золотника практически исключает возможность гибкого управления работой элементов силового привода, распределительное устройство оказывается сложным в изготовлении и наладке, взаимозаменяемость основных элементов системы управления очень низкая.
Задачей предлагаемого изобретения является повышение быстродействия силового привода, предотвращение пенообразования и потерь рабочей жидкости.
Указанная задача решается тем, что предложен новый способ прессования и система управления пневмогидравлическим силовым приводом для осуществления этого способа.
Способ прессования с использованием силового привода, представляющего собой рабочий и силовой цилиндры, жестко скрепленные с подвижным и неподвижным элементами пресса, при этом поршневая полость рабочего цилиндра сообщена со штоковой полостью силового цилиндра через канал с возможностью перекрывания его при помощи клапана, включает 3 последовательные стадии, составляющие рабочий цикл:
а) смыкание подвижного и неподвижного элементов пресса на низком давлении, для чего подают сжатый воздух в штоковую полость силового цилиндра при одновременном соединении с атмосферой штоковой полости рабочего цилиндра,
б) прессование на высоком давлении, для чего подают сжатый воздух в поршневую полость силового цилиндра при одновременном соединении с атмосферой штоковой его полости, и
в) размыкание указанных элементов пресса, для чего подают сжатый воздух в штоковую полость рабочего цилиндра при одновременном соединении поршневой полости силового цилиндра с атмосферой;
по предложенному техническому решению на стадии в) дополнительно в штоковую полость силового цилиндра подают сжатый воздух. При этом сжатый воздух в штоковую полость силового цилиндра подают с избыточным давлением, равным (0,01÷0,5) величины избыточного давления воздуха, подаваемого в стадии а).
Предложена также система управления, обеспечивающая осуществление предложенного способа прессования, включающая источник сжатого воздуха, подключенное к нему своим входом устройство распределения силового сжатого воздуха, выходы которого соединены трубопроводами со штоковой и поршневой полостями рабочего и силового цилиндров привода, устройство контроля рабочего цикла и вспомогательные пневмораспределители, соединенные с устройством распределения силового сжатого воздуха. В предлагаемой системе управления устройство распределения силового сжатого воздуха выполнено в виде трех бистабильных (с двухсторонним управлением) пневмораспределителей, каждый из которых соединен своим выходом только с одной полостью цилиндров привода, причем пневмораспределитель, соединенный своим выходом со штоковой полостью рабочего цилиндра, тем же выходом соединен со штоковой полостью силового цилиндра через обратный клапан, запирающий выход воздуха из штоковой полости силового цилиндра. Устройство контроля рабочего цикла представляет собой реле давления с пневматическим выходом, связанное своим выходным отверстием с управляющими полостями бистабильных пневмораспределителей, связанных своими выходами с силовым цилиндром, при этом реле своим отверстием ввода контролируемого давления соединено со штоковой полостью силового цилиндра. Бистабильный пневмораспределитель, связанный своим выходом со штоковой полостью рабочего цилиндра, своей полостью управления связан с концевым управляющим пневмораспределителем, открывающим подачу воздуха управления в исходном положении силового привода. При этом на линии обратного клапана установлен регулятор давления (редуктор) и/или дроссель, который может быть регулируемым. На линии выхода сжатого воздуха из штоковой полости силового цилиндра установлен пневмодроссель с обратным клапаном, запирающим указанную полость, причем пневмодроссель может быть регулируемым.
На чертеже представлена принципиальная пневматическая схема, поясняющая предложенный способ прессования и систему управления пневмогидравлическим силовым приводом пресса.
Пневмогидравлический силовой привод включает рабочий 1 и силовой 2 цилиндры, при этом в штоке силового цилиндра имеется канал 3 для сообщения между собой штоковой полости 4 силового цилиндра и поршневой полости 5 рабочего цилиндра с возможностью перекрытия канала 3 клапаном 6. Источник сжатого воздуха (обычно - это цеховая магистраль сжатого воздуха с номинальным давлением 0,63-1,0 МПа), от которого запитаны входы всех пневмораспределителей и реле давления, условно не показан. Устройство распределения силового сжатого воздуха представлено тремя трехходовыми двухпозиционными бистабильными пневмораспределителями 7-9 с двухсторонним пневмоуправлением. Распределитель 7 своим выходом соединен со штоковой полостью 10 рабочего цилиндра 1 и со штоковой полостью 4 силового цилиндра 2, распределитель 8 - со штоковой полостью 4 силового цилиндра 2, а распределитель 9 - с поршневой полостью 11 силового цилиндра 2. На линии от распределителя 7 до штоковой полости 4 установлен регулируемый дроссель 12, редукционный пневмоклапан 13 и обратный клапан 14. Реле давления 15 контролирует давление в штоковой полости 4 и выдает пневмосигнал управления на распределители 8 (через пневмоклапан с логической функцией "или" 16) и 9, обеспечивая необходимую последовательность автоматического переключения распределителей во время рабочего хода штока (с плитой) рабочего цилиндра 1. Концевой пневмораспределитель 17 связан своим выходом с управляющей полостью распределителя 7 и выдает сигнал управления в исходном (нижнем) положении штока рабочего цилиндра 1. Для пуска и возврата привода в исходное положение предусмотрены кнопочные пневмораспределители (пневмокнопки) 18 и 19 соответственно. На линии сброса воздуха из полости 4 установлен пневмодроссель с обратным клапаном 20.
Прессование происходит следующим образом.
В исходном положении, как показано на схеме, все полости цилиндров пневмогидравлического силового привода соединены с атмосферой через пневмораспределители 7-9.
При нажатии на пневмокнопку 18 "ПУСК" сжатый воздух управления переключает распределитель 8 в другое стабильное положение, и сжатый воздух поступает в штоковую полость 4 силового цилиндра 2. При этом обратный клапан 14 закрывает сброс сжатого воздуха, рабочая жидкость (масло) передавливается по каналу 3 при открытом клапане 6 в поршневую полость 5 рабочего цилиндра 1 и его шток с плитой поднимаются, производя смыкание подвижного и неподвижного элементов пресса на низком давлении. В начале подъема толкатель распределителя 17 возвращается в свое верхнее положение и сбрасывает давление из "левой" полости управления распределителя 7. Из штоковой полости 10 рабочего цилиндра 1 воздух выдавливается в атмосферу через распределитель 7.
В конце подъема, когда привод завершил смыкание элементов пресса на низком давлении, давление в штоковой полости 4 достигает заданной величины и реле давления 15 выдает управляющий пневмосигнал на распределитель 8 (через клапан "или" 16) и одновременно - на распределитель 9. При этом распределитель 8 возвращается в исходное положение, а распределитель 9 переходит в другое стабильное положение. Происходит сброс давления из полости 4 через распределитель 8 в атмосферу и одновременно - подача сжатого воздуха в полость 11 через распределитель 9. Скорость сброса давления из полости 4 регулируется с помощью пневмодросселя с обратным клапаном 20. При сбросе давления из полости 4 сигнал управления от реле давления 15 исчезает и полости управления распределителей 8 и 9 соединяются с атмосферой. Поршень силового цилиндра 2 поднимается вверх, клапан 6 перекрывает канал 3 в штоке поршня и в полости 5 рабочего цилиндра 1 поднимается высокое гидравлическое давление, до сотен атмосфер. Происходит прессование на высоком давлении.
После выдержки (при необходимости) под высоким давлением нажимают на пневмокнопку 19, которая выдает сигнал управления на распределители 9 и 7, переводя их в другое стабильное положение. Сигнал управления также поступает через клапан "или" 16 на распределитель 8, но он остается в своем исходном положении, как показано на схеме. При этом сжатый воздух из полости 11 быстро сбрасывается в атмосферу через распределитель 9. В это же время сжатый воздух от распределителя 7 подается в полость 10 и одновременно через пневмодроссель 12, редукционный клапан 13 и обратный клапан 14 - в полость 4.
Сначала опускается поршень силового цилиндра 2 с клапаном 6. В нижнем положении, при упоре своими выступами в дно, клапан 6 открывается, выпуская масло из полости 5 в полость 4 и давая тем самым поршню рабочего цилиндра 1 опуститься вниз. Опускание происходит плавно, без резких срывов, поскольку в полости 4 поддерживается незначительный избыток давления, создавая своеобразную "воздушную подушку".
В крайнем нижнем положении плита с поршнем рабочего цилиндра 1 нажимает на толкатель концевого выключателя 17, при этом воздух управления переводит распределитель 7 в исходное положение, сжатый воздух из полости 10 выходит в атмосферу, давление воздуха в полости 4 также сравнивается с атмосферным через регулируемый дроссель 20 и распределитель 8. Цикл прессования завершен.
При нажатии на пневмокнопку 19 возврат привода и системы его управления происходит из любого положения в исходное, независимо от стадии цикла (например, в экстренных случаях).
Ниже приводятся 2 сопоставительных примера, из которых Пример 1 - это пример конкретного воплощения предложенного способа прессования с предложенной системой управления пневмогидравлическим силовым приводом пресса, а Пример 2 - описывает способ прессования по прототипу.
Пример 1.
Схема управления пневмогидравлическим прессом номинальным усилием 100 тс с нижней подвижной плитой соответствовала изображенной на фиг.1. При работе пресса задержка времени после нажатия на пневмокнопку 19 до начала опускания нижней подвижной плиты составляла 2-3 секунды. Давление в сети сжатого воздуха составляло 5 ати, а давление по манометру редуктора 13 - 2,0 ати. Плита опускалась плавно, без резких ускорений. Пенообразования и потерь рабочей жидкости не наблюдалось.
Пример 2.
При испытаниях того же пресса с той же схемой управления, за исключением того, что трубопровод от распределителя 7 до силового цилиндра 2 был заглушен, задержка времени после нажатия на пневмокнопку 19 до начала опускания нижней подвижной плиты составляла 10-12 секунд. Давление в сети сжатого воздуха составляло 5 ати. Плита в начальный момент опускалась в режиме, близком к свободному падению, с резким торможением в конце опускания. При этом наблюдался выброс масляной пены (рабочая жидкость - минеральное масло) из пневмораспределителя 8. Потери рабочей жидкости за один цикл составили 165 мл.
Из приведенных примеров видно, что предложенное техническое решение позволяет повысить быстродействие силового привода и одновременно исключить пенообразование и потери гидравлической жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ПНЕВМОГИДРАВЛИЧЕСКИМ СИЛОВЫМ ПРИВОДОМ | 2005 |
|
RU2310564C2 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОГО ПНЕВМОГИДРАВЛИЧЕСКОГО УСИЛЕНИЯ | 2005 |
|
RU2311297C2 |
| Пресс | 1981 |
|
SU1119857A1 |
| СИЛОВОЙ ПРИВОД ПОДВИЖНОГО ЭЛЕМЕНТА ПРЕССА | 2003 |
|
RU2238849C1 |
| Пресс | 1982 |
|
SU1143605A1 |
| СИЛОВОЙ ПРИВОД ПОДВИЖНОГО ЭЛЕМЕНТА ПРЕССА | 2003 |
|
RU2238848C1 |
| Пресс | 1980 |
|
SU903146A2 |
| Пресс | 1977 |
|
SU619360A1 |
| Пресс | 1973 |
|
SU440273A1 |
| Устройство для отделения заготовок от стопы | 1986 |
|
SU1360862A1 |
Изобретение относится к области машиностроения, в частности к пневмогидравлическому прессовому оборудованию. Способ включает последовательные стадии смыкания подвижного и неподвижного элементов пресса на низком давлении, прессования на высоком давлении и размыкания указанных элементов пресса, с подачей дополнительно в штоковую полость силового цилиндра сжатого воздуха. Система управления пневмогидравлическим приводом выполнена в виде трех бистабильных пневмораспределителей, выходы которых соединены со штоковой и поршневой полостями рабочего и силового цилиндров привода. При этом основной пневмораспределитель, соединенный своим выходом со штоковой полостью рабочего цилиндра, тем же выходом соединен со штоковой полостью силового цилиндра через редуктор и обратный клапан. Повышается производительность, исключаются пенообразование и потери гидравлической жидкости. 2 н. и 5 з.п. ф-лы, 1 ил.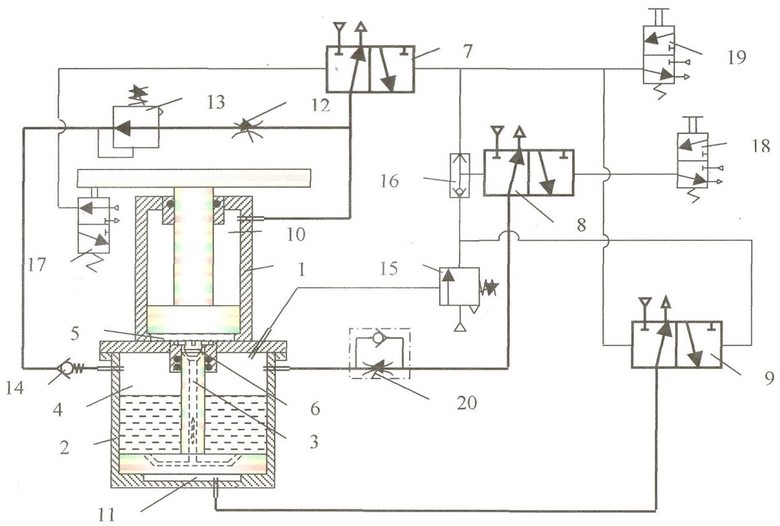
| Пресс | 1981 |
|
SU1119857A1 |
| Пневмопривод пресса с двурукимупРАВлЕНиЕМ | 1979 |
|
SU816786A1 |
| СИЛОВОЙ ПРИВОД ПОДВИЖНОГО ЭЛЕМЕНТА ПРЕССА | 2003 |
|
RU2238849C1 |
| US 20020134256 A1, 26.09.2002. | |||

