Изобретение относится к листопрокатному производству и предназначено для использования в установках барабанных летучих ножниц при мерной резке полосы.
Известен способ управления скоростным режимом установки летучих барабанных ножниц (А.Н.Ирошников, Летучие ножницы., М., Машгиз, 1950, с.38-41, 48-49), в комплект которых входят подающие ролики и собственно барабанные ножницы, при этом каждое из устройств имеет индивидуальный электропривод, связанный друг с другом электрической системой управления для осуществления мерной резки полосы.
Для ножниц мерной резки длина отрезаемых листов является функцией числа оборотов подающих роликов и барабанов ножниц или, другими словами, зависит от скорости движения полосы в ножницах и промежутков времени между последовательными резами.
В описываемой установке барабанных летучих ножниц изменение длины отрезаемых листов достигается изменением средней скорости движения полосы при сохранении скорости вращения барабанов постоянной между последовательными резами. Для сохранения равенства скорости полосы и скорости ножей в процессе реза (одно из условий обеспечения точности длины отрезаемых листов) подающие ролики получают от привода переменную угловую скорость, значение которой при резе соответствует условию синхронизации.
Недостатком данного способа управления скоростным режимом установки летучих барабанных ножниц является нестабильное движение полосы, приводящее к натирам на ее поверхности при резких разгонах или торможениях, продольном складывании полосы, особенно малых толщин, из-за больших инерционных нагрузок и т.д.
В качестве прототипа выбран способ управления скоростным режимом установки летучих барабанных ножниц (В.Д.Шейнкман и др. Современные направления развития конструкций летучих ножниц для резки жести. Сб. научных трудов ВНИИМЕТМАШ. Исследование и совершенствование процессов и машин для обработки проката, М., 1990, с.107-108), транспортирующее и режущее устройство в которых имеют раздельные электроприводы, связанные между собой электрической автоматизированной системой управления для осуществления мерной резки полосы.
В установке барабанных летучих ножниц по прототипу изменение длины отрезаемых листов достигается изменением средней скорости вращения барабанов между последовательными резами при сохранении скорости движения полосы постоянной.
Для сохранения равенства скорости полосы и скорости ножей в процессе реза барабаны получают от привода переменную угловую скорость, значение которой при резе выбирается из условий синхронизации.
По сравнению с предыдущим данный способ позволяет сохранить скорость движения полосы стабильной, избежать ее натиров и складываний, поднять точность длины листов.
Однако большие динамические нагрузки на привод ножниц от неравномерно вращающихся барабанов при резе листов, длина которых отличается от основной (основная длина листа - это длина, равная длине окружности, по которой вращается режущая кромка ножа), ведут к необходимости резко снижать скорость ножниц и полосы в зависимости от степени отклонения длины листа от основой.
При этом в данном способе управления скоростным режимом максимальную скорость ножниц при различных длинах листов рассчитывают исходя из конструктивных параметров ножниц, в том числе из конструктивно заданного количества ножей на каждом барабане, не изменяемого при резке всего диапазона длин листов.
В описываемом примере основная длина листов составляет 724 мм и на каждом из барабанов установлено по одному ножу. Резка основной длины осуществляется на скорости 6,4 м/с. При резке длины 522 мм скорость полосы снижается до 2,3 м/с, т.е. производительность ножниц снижается почти в 3 раза.
В основу изобретения поставлена задача повышения производительности ножниц при одновременно высоком качестве поверхности полосы.
Эта задача решается за счет технического результата, который состоит в повышении скорости резания ножниц при резе полосы на листы в широком диапазоне их длин.
Для достижения вышеупомянутого результата в способе управления скоростным режимом установки барабанных летучих ножниц с электрической связью транспортирующего и режущего устройств при мерной резке полосового проката, который заключается в том, что полосе задают постоянную скорость перемещения от транспортирующего устройства, барабанам ножниц задают переменную угловую скорость, среднее значение которой зависит от длины отрезаемого листа, а барабанам в процессе реза задают скорость из условия синхронизации линейных скоростей ножей и полосы, при этом максимальные скорости резания ножниц определяют из условия допустимых динамических нагрузок в приводе ножниц от вращающихся с переменной угловой скоростью барабанов, согласно изобретению скорости резания ножниц определяют исходя из разбивки всего диапазона длин отрезаемых листов на два интервала, при этом в одном интервале полосу режут с использованием на каждом барабане двух ножей, в другом - с использованием на каждом барабане одного ножа, а граничную длину листов между интервалами определяют из условия равенства скоростей резания ножниц с использованием одного или двух ножей на каждом барабане.
В результате сравнительного анализа предлагаемого способа с прототипом установлено, что они имеют следующие общие признаки:
- полосе задают постоянную скорость перемещения от транспортирующего устройства;
- барабанам ножниц задают переменную угловую скорость;
- среднее значение угловой скорости зависит от длины отрезаемого листа;
- барабанам в процессе реза задают скорость из условия синхронизации линейных скоростей ножей и полосы;
- максимальные скорости резания ножниц определяют из условия допустимых динамических нагрузок в приводе ножниц от вращающихся с переменной угловой скоростью барабанов;
а также отличительные признаки:
- скорости резания ножниц определяют исходя из разбивки всего диапазона длин отрезаемых листов на два интервала;
- в одном интервале полосу режут с использованием на каждом барабане одного ножа;
- в другом интервале полосу режут с использованием на каждом барабане двух ножей;
- граничную длину листов между интервалами определяют из условия равенства скоростей резания ножниц с использованием одного или двух ножей на каждом барабане.
Таким образом, предложенный способ управления скоростным режимом установки барабанных ножниц имеет новые условия выполнения операций.
Между отличительными признаками и достигаемым техническим результатом существует причинно-следственная связь.
Благодаря разбивке всего диапазона длин отрезаемых листов на два интервала и определения скоростных характеристик ножниц в каждом интервале из условия допустимых динамических нагрузок привода ножниц от вращающихся с переменной угловой скоростью барабанов позволило осуществлять рез в каждом интервале с максимально высокими скоростями, что привело к повышению производительности установки барабанных летучих ножниц.
Выбор граничной длины листов между интервалами из условия равенства скоростей резания ножниц с использованием одного или двух ножей на каждом позволило определить оптимальные по скоростям резания интервалы диапазона отрезаемых длин, обеспечивающих высокую скорость реза в этих интервалах и высокую производительность ножниц.
Исключение из вышеуказанной совокупности отличительных признаков хотя бы одного не обеспечивает достижение технического результата.
Заявляемый способ не известен из уровня техники и поэтому он является новым.
Предлагаемый способ имеет изобретательский уровень, т.к. этот способ управления скоростным режимом установки барабанных летучих ножниц с электрической связью для специалистов явным образом не следует из уровня техники.
Заявляемый способ промышленно применим в агрегатах поперечной резки адъюстажных отделений металлургических заводов. В частности, заявляемый способ управления скоростным режимом установки барабанных летучих ножниц применен при разработке технического проекта ножниц для меткомбината «Северсталь» (г.Череповец, Россия), установленных в агрегате поперечной резки полосы 0,5-2,5×1600 (контракт №22/506 от 16.03.01).
Таким образом, заявляемому способу управления скоростным режимом установки барабанных летучих ножниц может предоставляться правовая охрана, т.к. он является новым, имеет изобретательский уровень и промышленно применим, т.е. соответствует всем критериям изобретения.
Изобретение поясняется чертежами, на которых изображены:
фиг.1 - кинематическая схема установки летучих барабанных ножниц;
фиг.2 - тахограммы окружной скорости ножей при резе различных длин листов в зависимости от фазового положения ножей;
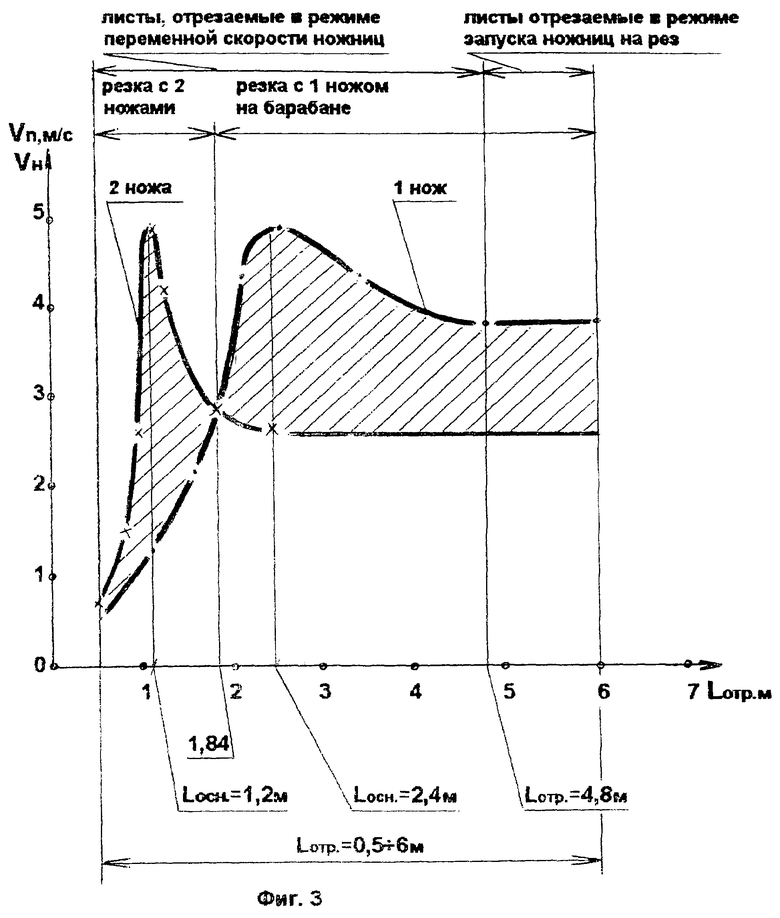
фиг.3 - графики изменения скорости ножей при резе в зависимости от длины отрезаемых листов в пределах заданного диапазона длин.
Для мерной резки полосы 1 (фиг.1) в установке летучих барабанных ножниц имеется транспортное устройство, состоящее из нижнего 2 и верхнего 3 подающих роликов, связанных с электродвигателем 4. При равномерном вращении этих роликов полоса получает заданную скорость Vn.
Мерная резка осуществляется режущим устройством, состоящим из верхнего 5 и нижнего 6 барабанов, одинаковых по диаметру, с установленными на них ножами 7, 8, 9, 10. Барабаны связаны между собой зубчатыми колесами 11 и приводятся во вращение с постоянной или переменной угловой скоростью от электродвигателя 12. Электродвигатели 4 и 12 имеют между собой электрическую связь, выполненную, например, в виде системы с числовым программным управлением, обеспечивающей высокую точность отработки заданных ножницам параметров.
Ножи движутся по круговым траекториям с радиусом rн, одинаковым для верхнего 5 и нижнего 6 барабанов.
Мерная резка полосы 1 может осуществляться также при установке на каждый из барабанов 5, 6 по одному ножу, которые сопрягаются при каждом обороте барабанов.
Рассмотрим, например, условия мерной резки полосы 1 при установке на верхнем 5 и нижнем 6 барабанах по одному ножу. При скорости полосы Vn и времени между последовательными резами tц отрезаемая длина составит:

Если скорость ножей Vн по круговым траекториям постоянна и равна скорости полосы Vn, то режется длина листов, равная основной, т.е. равная длине круговой траектории 2πrн. В этом случае динамические нагрузки на электродвигатель 12 отсутствуют и реальные скорости в агрегатах поперечной резки достигают 5-6 м/с. Например, при резке основной длины листа 2,4 м (при диаметре барабанов 0,78 м) скорость полосы в агрегатах поперечной резки 0,6-3×1600 меткомбината "Северсталь" достигает 5 м/с.
Если необходимо отрезать листы длиной больше основной, то для увеличения tц снижают среднюю угловую скорость вращения ωср барабанов (соответственно линейную скорость ножей Vн), а условия синхронизации, т.е. Vn = Vн = ωprн, где ωр - угловую скорость барабанов при резе достигают, меняя скорость ножей в течение цикла между последовательными резами. Например, график скорости ножей при резке длины 3,5 м показан на фиг.2а). Из-за возникающих динамических нагрузок на электродвигатель 12 скорость движения полосы должна быть снижена до уровня, ограниченного характеристиками электропривода. Скорость полосы и ножей в процессе реза с учетом вышесказанного может быть определена из системы уравнений, составленных при условии разгона-торможения барабанов по линейной зависимости:

где ωmin - минимальная угловая скорость вращения барабанов при их движении с переменной скоростью;
Мдин - динамический момент в приводе ножниц;
I - момент инерции барабанов и привода;
ε - угловое ускорение барабанов.
Тогда 
Например, при Мдин = 28435 Нм момент инерции барабанов I = 1767 кгм2; Lотр = 3,5 м; rн = 0,39 м скорость ножей при резе не должна превышать 4,3 м/с.
Если необходимо отрезать листы длиной меньше основной, то для уменьшения tu увеличивают среднюю угловую скорость вращения ωср барабанов (соответственно линейную скорость ножей Vн), а условия синхронизации выполняются так же, как в предыдущем случае.
Например, график скорости ножей при резке длины 2 м показан на фиг.2б). В момент резки скорость ножей снижается, в период между двумя последовательными резами увеличивается.
Определение скорости ножей по вышеприведенной методике дает следующую формулу:

Расчет при выбранных ранее исходных данных и Lотр = 2 м дает ограничение скорости ножей до величины 3,7 м/с.
Далее рассмотрим условия мерной резки полосы 1 при установке на верхнем 5 и нижнем 6 барабанах по два ножа.
В этом случае резка полосы на мерные длины происходит при 1/2 обороте барабана и основная длина листов в два раза меньше, чем при одном ноже.
При этом основные длины листов  можно резать при равномерной скорости вращения барабанов и скорость полосы поднять до 5 м/с (более высокая скорость недостижима из условий работы агрегата).
можно резать при равномерной скорости вращения барабанов и скорость полосы поднять до 5 м/с (более высокая скорость недостижима из условий работы агрегата).
При резке длин, больших или меньших основной (1,2 м), режим вращения барабанов и движения ножей принципиально не отличается от описанного режима с одним ножом, однако необходимо учесть, что в случае двух ножей режим "разгон-торможение" происходит на угле поворота барабана, равном π вместо 1π при одном ноже.
Скорость ножей при резке (длина листов больше основной) определяется по формуле:
а при длинах листов меньших основной:
По формуле (3-6) построены графики изменения скорости ножей при резе в зависимости от длины отрезаемых листов в пределах заданного диапазона длин и при установке одного или двух ножей на барабане. Заштрихованная область графика показывает возможность увеличения скорости ножей и полосы при варьировании числом ножей на каждом барабане.
Описываемый способ управления скоростным режимом установки барабанных летучих ножниц заключается в выборе значений основных отрезаемых длин листов (на основе исходных данных), разбивке всего диапазона длин отрезаемых листов на два интервала, в одном из которых полоса режется с использованием на каждом из барабанов двух ножей, в другом - одного ножа.
Граничную длину листов между интервалами определяют расчетом при равенстве скоростей резания ножниц с использованием одного или двух ножей (из равенства Vн по формулам (3) и (6)):

Из всего описанного видно, что применение рассмотренного способа управления скоростным режимом позволяет увеличить производительность установок барабанных летучих ножниц, не увеличивая мощности их привода при обеспечении высокого качества поверхности разрезаемой полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки полосового проката | 1981 |
|
SU1006105A1 |
| Барабанные летучие ножницы | 1976 |
|
SU689792A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU305967A1 |
| Барабанные летучие ножницы | 1989 |
|
SU1804968A1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2006 |
|
RU2314898C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2003 |
|
RU2238826C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ РЕЗКОЙ ПОЛОТНА | 2001 |
|
RU2212997C2 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Летучие ножницы | 1975 |
|
SU692195A1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ ПРИ РЕЗЕ КОНЦЕВЫХ УЧАСТКОВ РАСКАТА ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1996 |
|
RU2100151C1 |

Изобретение относится к листопрокатному производству. Новым в способе является то, что скоростные показатели ножниц определяют исходя из разбивки всего диапазона длин отрезаемых листов на два интервала. В одном интервале полосу режут с использованием на каждом барабане двух ножей, в другом - с использованием на каждом барабане одного ножа. Граничную длину листов между интервалами определяют из условия равенства скорости резания ножниц с использованием одного или двух ножей на каждом барабане. Изобретение позволяет повысить производительность ножниц при одновременном высоком качестве поверхности полосы. 3 ил.
Способ управления скоростным режимом установки летучих барабанных ножниц с электрической связью транспортирующего и режущего устройств при мерной резке полосового проката, заключающийся в том, что полосе задают постоянную скорость перемещения от транспортирующего устройства, барабанам ножниц задают переменную угловую скорость, среднее значение которой зависит от длины отрезаемого листа, а барабанам в процессе реза задают скорость из условия синхронизации линейных скоростей ножей и полосы, при этом максимальные скорости ножниц определяют из условия допустимых динамических нагрузок в приводе ножниц от вращающихся с переменной угловой скоростью барабанов, отличающийся тем, что скорости резания ножниц определяют, исходя из разбивки всего диапазона длин отрезаемых листов на два интервала, при этом в одном интервале полосу режут с использованием на каждом барабане двух ножей, в другом - с использованием на каждом барабане одного ножа, а граничную длину листов между интервалами определяют, из условия равенства скоростей резания ножниц с использованием одного или двух ножей на каждом барабане.
| ШЕЙНКМАН В.Д | |||
| и др | |||
| Современные направления развития конструкций летучих ножниц для резки жести | |||
| Сборник научных трудов ВНИИМЕТМАШ | |||
| Исследование и совершенствование процессов и машин для обработки проката | |||
| - М., 1990, с.107-108 | |||
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ ПРИ РЕЗЕ КОНЦЕВЫХ УЧАСТКОВ РАСКАТА ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1996 |
|
RU2100151C1 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |

