Заявляемое техническое решение относится к области машиностроения, в частности к средствам для статической балансировки роторов, и предназначено для установки роторов, определения места расположения неуравновешенной массы и ее удаления.
Известна оправка, предназначенная для обработки и балансировки деталей (а.с. СССР №986629, МПК В23В 31/40, G01M 1/12, опубл. 07.01.83). Оправка содержит установочную поверхность и два центровых отверстия для установки оправки в центрах станка или стенда. Оправка отличается тем, что на торцах ее эксцентрично оси выполнены по два дополнительных центровых отверстия.
Недостатком такой конструкции оправки является ее сложность, предопределяющая высокую трудоемкость, низкую точность балансировки из-за того, что межцентровые расстояния дополнительных центровых отверстий превышают их радиус, а отверстий всего по два на каждом торце.
Известна оправка для статической балансировки роторов (см. сборник «Металлорежущие станки и автоматические линии», М., 1972, №10, с.18) путем определения места расположения неуравновешенной массы и ее удаления методом эксцентричного точения. Оправка содержит коническую установочную поверхность и соосные центровые отверстия, а также на одном из торцов периферийные центровые отверстия, расположенные по окружности концентричной к осевому центровому отверстию для смещения оправки на некоторый угол.
Эта конструкция оправки принята за прототип изобретения.
Недостатком известной конструкции оправки является низкая точность балансировки из-за возможного смещения центра неуравновешенной массы относительно оси вращения оправки при эксцентричном точении, так как межцентровые расстояния периферийных центровых отверстий, расположенных на окружности концентричной осевому центровому отверстию превышают их радиус.
Задачей изобретения является повышение точности и снижение трудоемкости статической балансировки роторов.
Указанные задачи достигаются тем, что в устройстве для статической балансировки роторов, которое содержит установочную поверхность, соосные центровые отверстия и на одном из торцов периферийные центровые отверстия, расположенные по окружности, концентричной осевому центровому отверстию, согласно изобретению периферийные отверстия числом более двух выполнены с пересекающимися образующими, а их межцентровые расстояния меньше их радиуса.
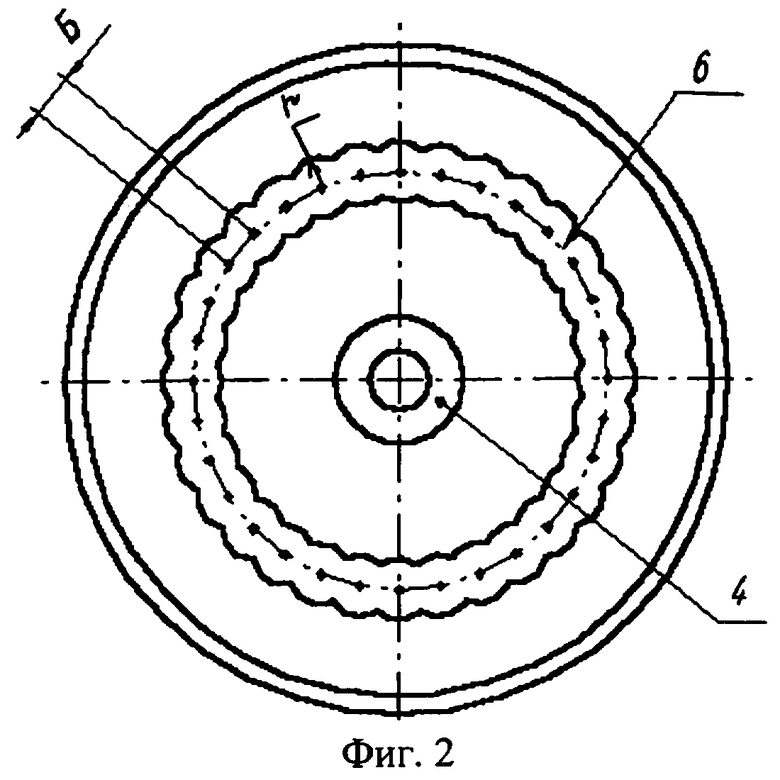
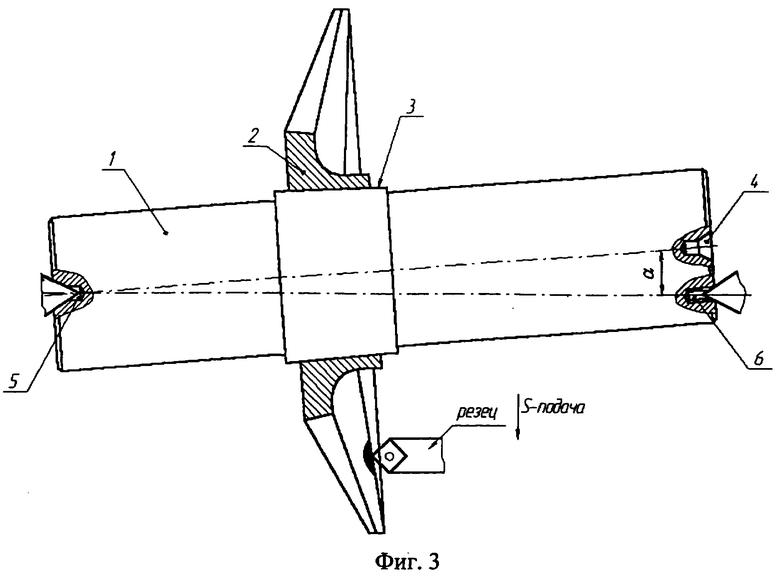
Изобретение поясняется чертежами, где на фиг.1 показано устройство для статической балансировки ротора (продольный разрез) с указанием места расположения и удаления избыточной массы ротора (первая стадия балансировки); на фиг.2. - вид с торца устройства для статической балансировки с изображением периферийных центровых отверстий, выполненных с пересекающимися образующими (торцевой фигурный паз); на фиг.3 - устройство для статической балансировки ротора (продольный разрез) с указанием места расположения и удаления избыточной массы ротора (вторая стадия балансировки).
Устройство 1 для статической балансировки ротора 2 (фиг.1) содержит коническую установочную поверхность 3, соосные центровые отверстия 4 и 5 и периферийные центровые отверстия, расположенные по окружности, концентричной центровому отверстию 4 так, что их образующие пересекаются, а межцентровые расстояния Б меньше их радиуса r, при этом периферийные центровые отверстия 6 образуют торцевой фигурный паз с зубчиками радиусом r по краям. При установке устройства 1 с ротором 2 одним из отверстий 6 на задний центр зубчики радиусом r исключают смещение устройства 1 с ротором 2 при его вращении и эксцентричном стачивании неуравновешенной массы.
Устройство 1 для статической балансировки роторов работает следующим образом. Ротор 2 одевается на установочную поверхность 3 устройства 1 без зазора, после чего устройство 1 устанавливается центровыми отверстиями 4 и 5 на центры станка (фиг.1) или на призматические параллельные строго горизонтальные ножи для определения наиболее тяжелого участка. Ротор 2 с устройством 1 для статической балансировки вращаются в центрах (или на ножах), пока тяжелый (неуравновешенный) участок ротора окажется внизу. (Первая стадия процесса балансировки).
Правый конец устройства 1 для статической балансировки роторов снимается с заднего центра станка и устанавливается с перекосом на этот центр одним из периферийных центровых отверстий 6, смещенным относительно центрального, расположенным под углом 180° к неуравновешенной массе (фиг.3). (Вторая стадия балансировки).
При вращении смещенной на угол α оправки 1 с ротором 2 вокруг от центров станка подводимый резец касается только неуравновешенного участка ротора 2 и стачивает серповидную стружку. Выбор для базирования устройства для статической балансировки с ротором одного из двух периферийных отверстий, расположенных в одной плоскости с центром неуравновешенной массы, зависит от того, с наружной или внутренней поверхности ротора стачивается стружка.
После этого устройство для статической балансировки с ротором снова устанавливается в соосные центровые отверстия (или на ножи) для определения неуравновешенности.
Операции повторяются до тех пор, пока ротор не будет сбалансирован до состояния безразличного равновесия.
Предлагаемая конструкция устройства для статической балансировки роторов позволяет совместить определение места расположения и удаление неуравновешенной массы, повысить точность и снизить трудоемкость процесса балансировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ И ТЕХНОЛОГИЧЕСКОЕ МОДУЛЬНОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИ НЕУРАВНОВЕШЕННЫХ ЗАГОТОВОК ТИПА ВАЛОВ | 2009 |
|
RU2414332C2 |
| СТАНОК ДЛЯ БАЛАНСИРОВКИ РОТОРОВ | 2005 |
|
RU2299409C1 |
| Оправка | 1981 |
|
SU986629A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СТАТИЧЕСКОЙ БАЛАНСИРОВКИ | 2003 |
|
RU2240522C1 |
| Оправка | 1986 |
|
SU1328084A2 |
| Устройство для статической балансировки деталей | 1987 |
|
SU1420416A1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРОВ | 2013 |
|
RU2548373C2 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201868C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИ РОТОРА | 2008 |
|
RU2426976C2 |
| ГИРОСКОП | 2005 |
|
RU2298151C1 |
Изобретение относится к области машиностроения. Устройство включает установочную поверхность, соосные центровые отверстия и на одном из торцов периферийные центровые отверстия, расположенные по окружности, концентричной осевому центровому отверстию. Периферийные отверстия числом более двух выполнены с пересекающимися образующими, а их межцентровые расстояния меньше их радиуса. Технический результат: повышение точности и снижение трудоемкости балансировки. 3 ил.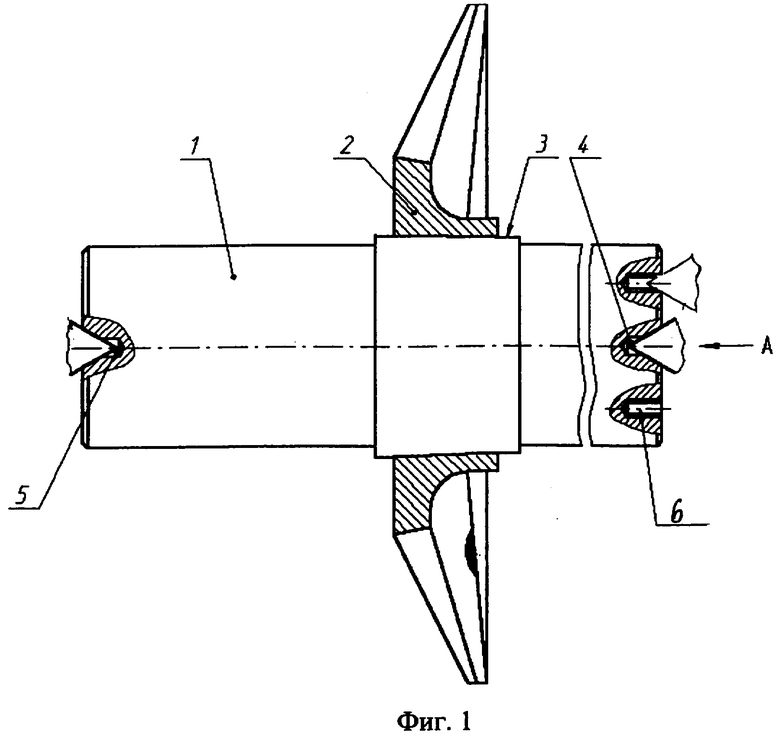
Устройство для статической балансировки роторов, содержащее установочную поверхность, соосные центровые отверстия и на одном из торцов периферийные центровые отверстия, расположенные по окружности, концентричной осевому центровому отверстию, отличающееся тем, что периферийные отверстия числом более двух выполнены с пересекающимися образующими, а их межцентровые расстояния меньше их радиуса.
| Оправка | 1981 |
|
SU986629A1 |
| Устройство для статической балансировки роторов | 1985 |
|
SU1451572A2 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРОВ | 1999 |
|
RU2163008C2 |
| JP 2000047129 A, 18.02.2000. | |||

