Область техники
Изобретение относится к области получения пленок, покрытий, нанесения катализаторов, а также получения мелкодисперсных порошков, касается нового высокоэффективного способа получения материалов с использованием лазерного излучения высокой мощности.
Уровень техники
В настоящее время существует большое количество методов осаждения пленок и покрытий, однако очень ограниченное их число подходит для нанесения покрытий на большие поверхности. Это связано с тем, что нанесение покрытий в вакуумных камерах (химическое осаждение из паровой фазы, импульсное лазерное осаждение и др.) ограничивает размер подложки. Физические методы, такие как трафаретная печать или покрытие с помощью центрифугирования, не обеспечивают высокого качества получаемых покрытий.
Известен способ получения пленочных покрытий на больших поверхностях (патент США №6225007 от 01.05.2001), заключающийся в том, что в фокус лазера распыляется аэрозоль, содержащий прекурсоры (например, растворимые соли) будущей пленки. В фокусе происходит разложение аэрозоля, поджиг плазмы и осаждение пленки на подложку, расположенную вблизи фокуса. Главными недостатками этого метода являются малая эффективность осаждения (большие потери аэрозоля), ограниченность применения, поскольку не всегда можно подобрать растворитель, позволяющий получать растворы прекурсоров с достаточно высокой концентрацией, а также ограничения скорости осаждения, также связанные с ограниченной растворимостью прекурсоров.
Известен способ осаждения тонких пленок посредством лазерной абляции (WO 2002/024972 от 28.03.2002), выбранный в качестве прототипа. Способ содержит следующие этапы: проведение лазерной абляции поверхности мишени для создания струи частиц испаряемого вещества, проходящей в направлении распространения от поверхности мишени, размещение подложки в направлении распространения струи так, чтобы частицы испаряемого вещества, содержащиеся в струе, осаждались на подложку, фокусировка лазерного пучка перед поверхностью мишени. Фокусировку лазерного пучка осуществляют так, чтобы минимальное поперечное сечение сфокусированного пучка размещалось в области критической концентрации. При этом частицам испаряемого вещества сообщают дополнительную кинетическую энергию или скорость, благодаря наличию которой более медленно движущиеся частицы испаряемого вещества в струе отклоняются от направления распространения, что препятствует их осаждению на подложке. Способ осуществляют, преимущественно, в вакуумных камерах.
Недостатками такого способа являются малая скорость осаждения, а также то, что для целого ряда материалов необходимо использовать вакуумные камеры для создания пониженного давления, при которых невозможно нанесение материала на поверхности с большой площадью. Кроме того, из-за отклонения медленно движущихся в струе частиц происходит неполное использование испаряемого материала, что влечет высокие потери.
Раскрытие изобретения
Задача, решаемая заявленным изобретением, заключается в создании высокоэффективного способа получения пленочных покрытий (сплошных или различной конфигурации: островковых, сетчатых, точечных, линейных или их сочетаний) посредством лазерной абляции на любые поверхности.
Технический результат состоит в повышении скорости осаждения материала в процессе лазерной абляции за счет образования узконаправленной, высокоэффективной струи, содержащей основную часть (более 95%) материала мишени, при этом обеспечивается возможность нанесения пленок или покрытий на поверхности с большой площадью или возможность получения мелкодисперсных порошков, а также исключается необходимость использования вакуумных камер в процессе осаждения.
Технический результат достигается тем, что осуществляют лазерную абляцию поверхности мишени с образованием струи частиц, направленной на подложку, при этом мишень располагают со смещением от фокуса лазерного излучения не менее чем по двум осям координат, одна из которых совпадает с направлением излучения.
Для получения устойчивой узконаправленной, высокоэффективной струи испаряемого материала необходимо располагать мишень вне фокуса лазерного излучения, смещая по оси, совпадающей с направлением излучения, и по оси, перпендикулярной первой оси. Смещение лишь по одной оси, совпадающей с направлением излучения, приводит к тому, что струя распространяется в сторону излучателя, что не дает возможности производить осаждение.
Смещение мишени от фокуса по оси, совпадающей с направлением излучения, составляет от 1 до 5 мм, а по оси, перпендикулярной первой оси, - не более 1 мм. Отклонение мишени от фокуса лазерного излучения на большие, чем указанные расстояния приводит к исчезновению струи частиц испаряемого материала. При использовании смещения мишени от фокуса излучения происходит создание струи выбиваемых с поверхности мишени частиц с высокой энергией, которая позволяет осуществлять нанесение пленочных покрытий на большие поверхности как путем перемещения подложки, так и перемещением фокусирующего устройства лазера с мишенью. Это позволяет получать пленочные покрытия не только с высокой скоростью, но и значительно снизить потери материала мишени, так как образующаяся при абляции узконаправленная струя выбитых из мишени частиц практически полностью переходит в осаждаемый материал. Таким образом, при осуществлении изобретения достигается дополнительный технический результат - уменьшение потерь материала мишени.
С помощью предложенного метода возможно нанесение сплошных, островковых, точечных, сетчатых, линейных и иных пленочных покрытий. Для этого возможно кратковременное помещение мишени в указанную точку вблизи фокуса излучения. Кроме того, геометрия покрытия может задаваться движением подложки.
В качестве подложек возможно использование объектов различной геометрии и пространственных форм (линейные, плоские, объемные формы, и их различные комбинации, в т.ч. трехмерные).
Для создания струи испаряемого вещества необходимо с помощью лазера сообщать энергию от 25 кВт/см2 до 200 кВт/см2. Использование меньшей мощности не приводит к образованию струи распыляемого вещества, а большая мощность приводит к быстрому плавлению материала мишени.
Изменение мощности лазерного излучения в интервале от 25 кВт/см2 до 200 кВт/см2 позволяет регулировать интенсивность струи и тем самым контролировать скорость осаждения и толщину осаждаемого материала.
Для получения оксидных покрытий необходимо в качестве мишени использовать оксиды металлов или их смеси.
Для получения металлических покрытий в качестве материала мишени предпочтительно использовать металлы или сплавы. При этом для предотвращения окисления покрытия получение пленочных покрытий необходимо производить в инертной атмосфере. В качестве инертной атмосферы возможно использование атмосферы азота.
Для повышения адгезии материала к поверхности подложки может осуществляться дополнительный подогрев подложки. Типичные температуры нагрева находятся в интервале 200°С-1200°С. Меньшая, чем 200°С температура нагрева подложки не приводит к улучшению адгезии. Большая, чем 1200°С температура нагрева может привести к плавлению подложки. При этом дополнительный подогрев подложки может быть осуществлен при помощи дополнительного лазера.
В ряде случаев для снятия напряжений в осаждаемом материале и улучшению адгезии возможно применение дополнительного отжига пленки после нанесения, что также может осуществляться с помощью лазера.
Краткое описание чертежей
На фиг.1 изображена схема расположения твердой мишени для образования струи испаряемого материала и мишени.
На фиг.2 изображена схема движения струи испаряемого материала.
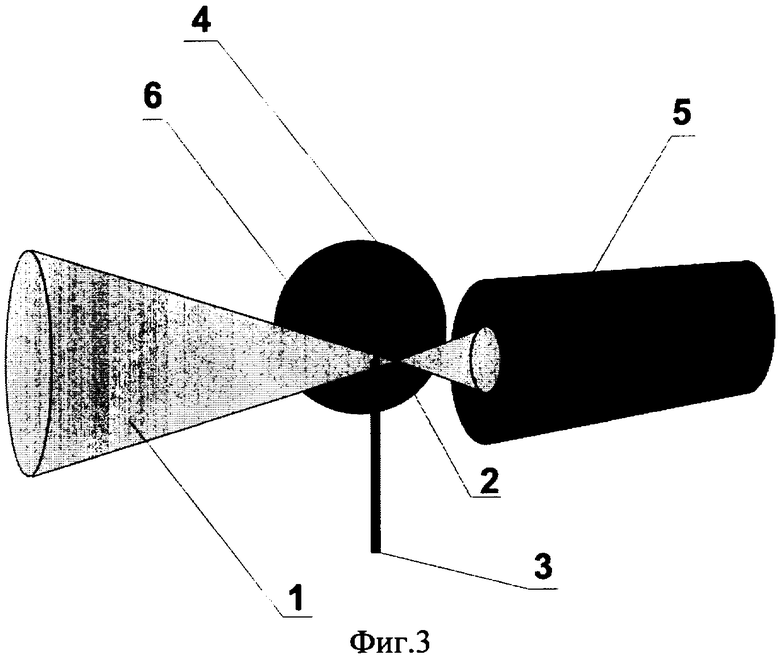
На фиг.3 изображена схема процесса нанесения на плоские подложки.
На фиг.4 изображена схема процесса нанесения на цилиндрическую подложку.
Осуществление изобретения
Для осуществления изобретения излучение 1 лазера фокусируется в фокусе 2 вблизи поверхности мишени 3, то есть мишень 3 устанавливают со смещение по оси, совпадающей с направлением излучения, и по оси, перпендикулярной первой оси, и выполняют лазерную абляцию поверхности мишени 3 для создания струи 4 частиц испаряемого материала.
Для получения узконаправленной устойчивой струи испаряемого материала необходимое смещение мишени от фокуса по оси (X), совпадающей с направлением излучения, составляет от 1 до 5 мм, а по оси (Y), перпендикулярной первой оси, не более 1 мм. При этом возможно изменение направления распространения струи за счет изменения положения фокуса 2 лазерного излучения относительно твердой мишени 3, как показано на фиг.2. Схема движения струи зависит от положения твердой мишени 4. Отклонение мишени от фокуса лазерного излучения на большие, чем указанные расстояния приводит к исчезновению струи частиц испаряемого материала. При использовании смещения мишени от фокуса излучения происходит создание струи выбиваемых с поверхности мишени частиц с высокой энергией, которая позволяет осуществлять нанесение на большие поверхности путем перемещения как подложки, так и фокусирующего устройства лазера с мишенью.
Для нанесения материала на плоскую подложку с помощью фокусирующего устройства 5 излучение 1 лазера фокусируется в фокусе 2 вблизи твердой мишени 3. При этом образуется струя частиц 4, направленная в сторону вращающейся подложки 6. Постепенно мишень 3 подается в зону осаждения (по мере расходования материала мишени).
Для нанесения материала на подложку цилиндрическую подложку с помощью фокусирующего устройства 5 излучение 1 лазера фокусируется в фокусе 2 вблизи твердой мишени 3. При этом образуется струя частиц 4, направленная в сторону вращающейся подложки 6. Постепенно мишень 3 подается в зону осаждения (по мере расходования материала мишени). При этом подложка 6 движется также и по оси перпендикулярной излучению лазера, для того чтобы покрытие осаждалось на всю поверхность подложки.
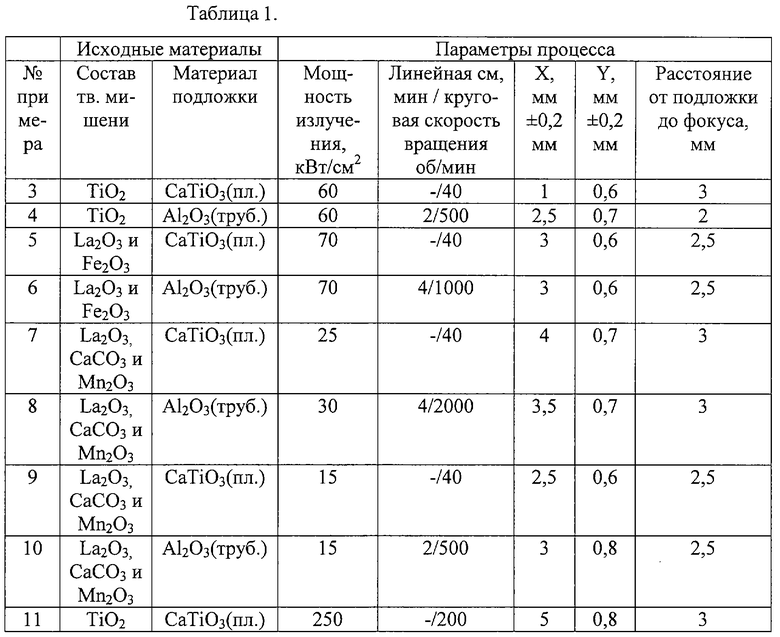
Изобретение иллюстрируется следующими примерами:
Пример 1
Пленка La0.6Са0.4MnO3 толщиной 150 мкм была получена на плоской подложке из CaTiO3 диаметром 18 мм при использовании указанного режима осаждения. Для осаждения был использован лазер постоянного излучения на основе граната Y3Al5О12, легированного Nd2O3, с длиной волны излучения 1,064 мкм. Мощность лазера при нанесении составляла 200 Вт. Время нанесения 1,5 минуты. Скорость вращения подложки 60 об/мин. Расстояние от фокуса излучения до подложки составляло 3 мм. В качестве твердой мишени использовалась смесь оксидов лантана и марганца, а также карбоната кальция, отожженных при температуре 1100°С в течении 6 часов. Мишень толщиной 2 мм помещали в непосредственной близости от фокуса лазера с отклонениями по оси Х - 3 мм Y - 0,7 мм. Скорость подачи твердой мишени составляла 1 см/мин. Полученные пленки отжигались в излучении лазера при температуре 1100°С.
Пример 2
Пленка La0.6Са0.4MnO3 толщиной 130 мкм была получена на трубчатой подложке Al2О3 диаметром 10 мм, длиной 10 см при использовании указанного режима осаждения. Для осаждения был использован лазер постоянного на основе граната Y3Al5О12, легированного Nd2O3, с длиной волны излучения 1,064 мкм. Мощность лазера при нанесении составляла 210 Вт. Время нанесения 5 минут. Скорость вращения подложки 300 об/мин, линейная скорость перемещения 2 см/мин. Расстояние от фокуса излучения до подложки составляло 2,5 мм. В качестве твердой мишени использовалась смесь оксидов лантана и марганца, а также карбоната кальция, отожженных при температуре 1100°С в течении 6 часов. Мишень толщиной 2 мм помещали в непосредственной близости от фокуса лазера с отклонениями с отклонениями по оси Х - 3 мм Y - 0,7 мм. Скорость подачи твердой мишени составляла 0,7 см/мин. Полученные пленки отжигались в муфельной печи при температуре 1100°С.
Пример 3
Аналогичен примеру 1 и отличается величиной смещения мишени от фокуса, типом отжига, мощностью излучения и подробно описан в таблице 1, 2.
Пример 4
Аналогичен примеру 2 и отличается величиной смещения мишени от фокуса, типом отжига и мощностью излучения и подробно описан в таблице 1, 2.
Пример 5
Аналогичен примеру 1 и отличается величиной смещения мишени от фокуса и мощностью излучения и подробно описан в таблицах 1 и 2.
Пример 6
Аналогичен примеру 2 и отличается величиной смещения мишени от фокуса и мощностью излучения и подробно описан в таблицах 1 и 2.
Пример 7
Аналогичен примеру 1 и отличается величиной смещения мишени от фокуса, типом отжига, мощностью излучения и подробно описан в таблицах 1 и 2.
Пример 8
Аналогичен примеру 2 и отличается величиной смещения мишени от фокуса, типом отжига, мощностью излучения и подробно описан в таблицах 1 и 2.
Пример 9
Аналогичен примеру 1 и отличается величиной смещения мишени от фокуса и мощностью излучения и подробно описан в таблицах 1 и 2.
Пример 10
Аналогичен примеру 2 и отличается величиной смещения мишени от фокуса и мощностью излучения и подробно описан в таблицах 1 и 2.
Пример 11
Аналогичен примеру 1 и отличается величиной смещения мишени от фокуса и мощностью излучения и подробно описан в таблицах 1 и 2.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОКАТОДА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОТОКАТОДА | 2012 |
|
RU2502151C1 |
| ЛАЗЕРНЫЙ СПОСОБ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ | 2014 |
|
RU2597447C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ ВЫСОКОГО КАЧЕСТВА И ИЗДЕЛИЕ С ПОВЕРХНОСТЬЮ ВЫСОКОГО КАЧЕСТВА | 2007 |
|
RU2435871C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОКИСНЫХ ПЛЕНОК | 1991 |
|
RU2110604C1 |
| Способ получения тонких алмазных пленок | 2017 |
|
RU2685665C1 |
| ЛАЗЕРНЫЙ ПЛАЗМОТРОН ДЛЯ ОСАЖДЕНИЯ КОМПОЗИТНЫХ АЛМАЗНЫХ ПОКРЫТИЙ | 2016 |
|
RU2640114C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОБРАЗЕЦ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2645631C1 |
| УСТРОЙСТВО КОНТРОЛЯ И УПРАВЛЕНИЯ КОМПЛЕКСОМ ИМПУЛЬСНОГО ЛАЗЕРНОГО ОСАЖДЕНИЯ | 2019 |
|
RU2732546C1 |
| Способ работы двигателя космического летательного аппарата | 2021 |
|
RU2757615C1 |
| Способ получения алмазоподобных тонких пленок | 2016 |
|
RU2668246C2 |


Изобретение относится к способу получения пленочных покрытий и может найти применение при изготовлении мелкозернистых порошков и других изделий с покрытиями. Покрытия получают лазерной абляцией поверхности мишени с образованием струи частиц, направленной на подложку. Мишень располагают со смещением от фокуса лазерного излучения не менее чем по двум осям координат, одна из которых совпадает с направлением излучения. Смещение мишени от фокуса по оси, совпадающей с направлением излучения, составляет от 1 до 5 мм, а по оси, перпендикулярной первой оси, составляет не более 1 мм. В результате повышается скорость осаждения материала, обеспечивается возможность нанесения пленок на поверхности большой площади. 8 з.п. ф-лы, 4 ил., 2 табл.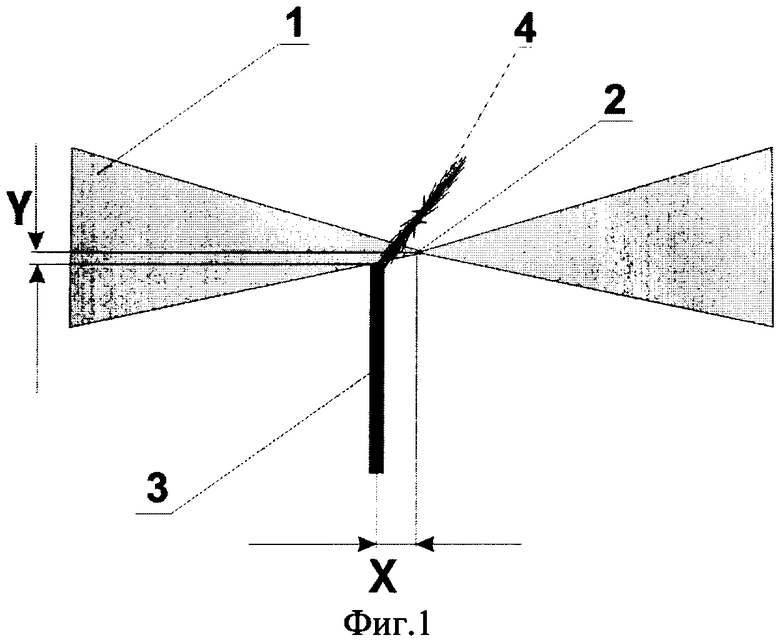
| САМОТОРМОЗЯЩИЙСЯ МЕХАНИЗМ ДЛЯ РЕВЕРСИВНОГО ВРАЩЕНИЯ | 1966 |
|
SU224972A1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАДИСПЕРСНОГО ПОРОШКА ДИОКСИДА ЦИРКОНИЯ С ПОКРЫТИЕМ | 1995 |
|
RU2087254C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКИСНЫХ ПЛЕНОК | 1991 |
|
RU2110604C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНОК МЕТАЛЛООКСИДНЫХ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВ | 1989 |
|
SU1658656A3 |
| WO 9822635 A, 28.05.1998 | |||
| US 5747120 A, 05.05.1998 | |||
| JP 6172978 A, 21.06.1994. | |||

