Изобретение относится к сварочной технике, а именно к конструкциям неплавящихся электродов для дуговой сварки, и может быть применено также в металлургии и химическом производстве для высокотемпературной обработки материалов.
Известен неплавящийся электрод для дуговых процессов (патент РФ №2170652, МКИ 7 В23К 35/02), содержащий корпус и рабочий элемент, образованный одним или несколькими вольфрамовыми прутками, корпус выполнен в виде полого стержня с отверстиями, размещенными в два ряда по окружностям, а каждый из прутков пропущен через пару отверстий вдоль оси корпуса таким образом, что его участок между отверстиями расположен снаружи корпуса, и удерживается в корпусе за счет упругих сил. Конструкция электрода отличается простотой, что снижает трудоемкость его изготовления и подготовки к работе, однако наличие участков рабочего элемента, расположенных снаружи корпуса, делает в большинстве случаев невозможной фиксацию данного электрода в цангах стандартных сварочных горелок. Кроме того, фиксация вольфрамовых прутков в корпусе электрода за счет упругих сил при пропускании прутков через отверстия в корпусе затрудняет восстановление рабочего участка электрода по причине высокой жесткости вольфрамовых прутков, особенно в случае применения прутков диаметром свыше 0,3 мм.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является неплавящийся электрод для дуговой обработки материалов, содержащий корпус и рабочий элемент из тугоплавкого материала, корпус которого выполнен из двух цилиндрических медных деталей, имеющих на одном из концов конические поверхности, установленные концентрично одна относительно другой с зазором, в котором расположен рабочий элемент, выполненный из установленных симметрично относительно друг друга двух и более прутков, свободные концы которых сведены в единый торец, причем во внутренней детали корпуса выполнен газоподводящий канал (а.с. 1024197, МКИ В23К 35/02). Достоинством этого неплавящегося электрода в сравнении с вышеописанным является возможность использования электрода в стандартных сварочных горелках. Однако и данный электрод не лишен недостатков. Выполнение газоподводящего канала во внутренней детали корпуса приводит к тому, что прутки, размещаемые в зазоре между деталями корпуса, практически лишены газовой защиты. В условиях нагрева прутков протекающим сварочным током это приводит к интенсивному их окислению. При этом прутки разрушаются, рабочий участок электрода выходит из строя и в большинстве случаев уже не подлежит восстановлению. Указанные недостатки рассматриваемой конструкции усугубляются высокой трудоемкостью и скрупулезностью операции по замене прутков и подготовке электрода к работе.
Задачей изобретения являются уменьшение расхода электродного материала и повышение производительности сварочных работ.
Техническим результатом настоящего изобретения являются повышение допустимых сварочных токов, улучшение газовой защиты и условий охлаждения неплавящегося электрода и снижение трудоемкости подготовки к работе и восстановления рабочего участка после срабатывания.
Это достигается тем, что в неплавящемся электроде для дуговой обработки материалов, содержащем корпус, выполненный из двух концентрично установленных цилиндрических деталей, и рабочий элемент, состоящий из прутков тугоплавкого металла, в каждой из деталей корпуса, установленных сопряженно, имеется не менее двух пар продольных осесимметричных прорезей, расположенных равномерно по периметру и выходящих на один торец корпуса, причем прорези на деталях смещены относительно друг друга, а прутки имеют U-образную форму и размещены в прорезях внутренней детали корпуса.
Установка деталей корпуса сопряженно и размещение U-образно изогнутых прутков тугоплавкого металла в прорезях внутренней детали корпуса обеспечивает отсутствие замкнутых полостей и интенсивный обдув прутков потоком защитного газа, что улучшает защиту и охлаждение рабочего элемента электрода газовым потоком. Наличие в каждой из деталей корпуса не менее двух пар расположенных равномерно по периметру деталей осесимметричных прорезей, которые смещены относительно друг друга, а также размещение U-образных прутков, образующих рабочий элемент, в прорезях внутренней детали корпуса обеспечивает фиксацию прутков в прорезях за счет обжатия корпуса при установке электрода в цанге сварочной горелки. При этом обеспечивается надежный электрический контакт, что снижает вероятность локального перегрева прутков в месте контакта с корпусом и повышает допустимую величину сварочного тока. U-образная форма прутков обеспечивает дополнительную их фиксацию в прорезях внутренней детали корпуса за счет упругих сил, что упрощает формирование рабочего участка при подготовке электрода к работе. После срабатывания электрода отсутствует необходимость его разборки для повторного формирования рабочего элемента. Для этого достаточно лишь ослабить затяжку цанги сварочной горелки и выдвинуть рабочие элементы из корпуса на необходимую длину. При этом в большинстве случаев не требуется даже извлечения электрода из сварочной горелки. Отсутствие выступающих за габариты корпуса частей облегчает фиксацию электрода в цангах стандартных сварочных горелок.
На фиг.1 представлен неплавящийся электрод (продольный разрез);
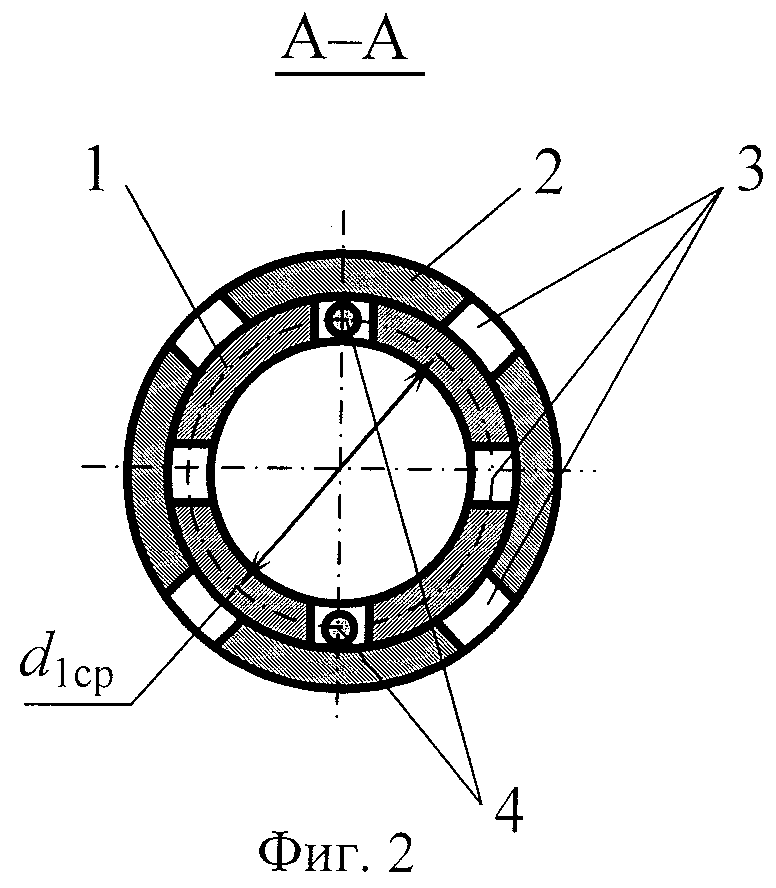
на фиг.2 - поперечное сечение (А-А на фиг.1) неплавящегося электрода.
Корпус электрода образован внешней 1 и внутренней 2 цилиндрическими деталями, изготовленными из меди или другого материала с высокой тепло- и электропроводностью и расположенными коаксиально (фиг.1 и 2). Соотношение внутреннего диаметра детали 1 и внешнего диаметра детали 2 должно обеспечивать сопряженное размещение деталей (с минимальным зазором). В деталях 1 и 2 с одного конца выполнено не менее двух пар осесимметричных прорезей 3, которые расположены равномерно по периметру деталей. Продольные оси прорезей лежат в диаметральных плоскостях корпуса.
Длина прорезей 3 составляет 0,75-0,9 длины корпуса, ширина - 1,1-1,5 диаметра применяемых вольфрамовых прутков. Прорези во внутренней детали 1 корпуса служат для размещения и фиксации U-образных прутков 4 из тугоплавкого металла, образующих рабочий элемент (на фиг.1 и 2 условно показан только один U-образный пруток).
Диаметр прутков составляет 0,1-0,5 мм, прорези во внешней детали 2 корпуса обеспечивают возможность обжатия корпуса электрода при фиксации в цанге сварочной горелки. При этом U-образные прутки 4, образующие рабочий элемент, прочно фиксируются путем зажатия в прорезях 3 внутренней детали 1 корпуса, что обеспечивает надежный электрический контакт рабочего элемента с корпусом электрода. U-образные прутки 4, образующие рабочий элемент, изготавливаются из тугоплавкого металла, предпочтительно вольфрама, и вставляются в прорези внутренней детали 1 корпуса таким образом, чтобы U-образный изгиб был направлен в сторону глухих концов 5 прорезей 3, а свободные концы 6 прутков выступали из прорезей 3 со стороны рабочего торца 7 корпуса. Для обеспечения наилучшего электрического контакта с корпусом радиус изгиба r прутков должен быть равен половине среднего диаметра d1ср внутренней детали 1 корпуса (см. фиг.2). Длина прутков 4 подбирается такой, чтобы обеспечивалось свободное взаимное их размещение в корпусе электрода, и длина свободных концов 6 прутков 4 была достаточной для формирования рабочего участка электрода путем сведения свободных концов 6 рабочих элементов 4 после фиксации электрода в цанге сварочной горелки и зажатия рабочих элементов 4 в прорезях 3 внутренней детали 1 корпуса в единый торец (фиг.1). Угол изгиба прутков 4 в исходном состоянии (сообщаемый им при изготовлении электрода) составляет 120-150°, что обеспечивает дополнительную фиксацию рабочих элементов относительно внешней детали 2 корпуса электрода за счет упругих сил, для чего прорези 3 во внешней 1 и внутренней 2 деталях корпуса смещены относительно друг друга (фиг.2) на величину не менее их ширины. Оптимальным является такое смещение, при котором прорези на внешней детали 1 корпуса равноудалены от ближайших к ним прорезей на внутренней детали 2 (как показано на фиг.2).
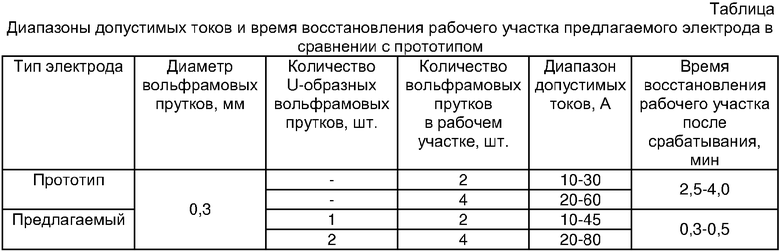
Восстановление рабочего участка электрода после срабатывания выполняется в следующей последовательности: ослабляется зажатие электрода в цанге сварочной горелки; рабочие элементы выдвигаются не необходимую длину; электрод снова зажимается в цанге; свободные концы рабочих элементов сводятся вместе, образуя новый рабочий участок. Количество и диаметр прутков, образующих рабочий элемент, зависят от величины сварочного тока. Для формирования рабочего участка электрода достаточно лишь приблизить свободные концы рабочих элементов друг к другу: физический контакт между ними необязателен. При отсутствии физического контакта возбуждение дуги производят при максимально допустимом токе для одного прутка, повышая затем его до необходимого значения. Практика показала, что для возбуждения дуги непосредственно на рабочем токе достаточно механического контакта между свободными концами рабочих элементов. Число прутков, образующих рабочий элемент, может изменяться. Минимально допускается использование одного U-образного прутка из тугоплавкого металла, в этом случае рабочий участок электрода будет образован двумя его свободными концами. Максимальное число прутков ограничивается числом пар осесимметричных прорезей во внутренней детали корпуса электрода. Однако количество U-образных прутков не должно быть больше четырех, так как чрезмерное количество прорезей в деталях корпуса отрицательно сказывается на надежности фиксации прутков по причине снижения общей жесткости корпуса. Сравнительные данные по диапазонам допустимых токов, а также временные показатели восстановления рабочего участка для предлагаемого электрода и прототипа приведены в таблице.
Примечание: материал прутков - вольфрам чистый марки ВРН.
Данные таблицы свидетельствуют, что конструкция предлагаемого электрода обеспечивает за счет улучшения электрического контакта прутков, образующих рабочий участок, с корпусом, их газовой защиты и охлаждения увеличение максимально допустимого сварочного тока. Временные показатели восстановления рабочего участка предлагаемого электрода после срабатывания в несколько раз выше, чем у прототипа.
Предлагаемый электрод предназначен преимущественно для сварки тонколистовых металлов. В связи с этим его важным положительным свойством является то, что горение дуги протекает с рассредоточенным катодным пятном, что обуславливает низкое давление дуги на сварочную ванну и снижает вероятность образования прожогов.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2170652C1 |
| Неплавящийся электрод для дуговой обработки материалов | 1980 |
|
SU1024197A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Электродный узел к горелкам для сварки неплавящимся электродом | 1980 |
|
SU944836A1 |
| Горелка для сварки и наплавки в вакууме | 1975 |
|
SU531682A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
Изобретение относится к конструкциям неплавящихся электродов и может быть применено также в металлургии и химическом производстве для высокотемпературной обработки материалов. Корпус электрода выполнен из двух концентрично и сопряженно установленных цилиндрических деталей. Рабочий элемент состоит из прутков тугоплавкого металла U-образной формы. В каждой из деталей корпуса имеется не менее двух пар продольных осесимметричных прорезей, расположенных равномерно по периметру и выходящих на один торец корпуса. Прорези на деталях смещены относительно друг друга. Прутки размещены в прорезях внутренней детали корпуса. Изобретение обеспечивает повышение допустимых сварочных токов, улучшение газовой защиты и условий охлаждения неплавящегося электрода, а также снижение трудоемкости подготовки к работе и восстановление рабочего участка после его срабатывания. 2 ил., 1 табл.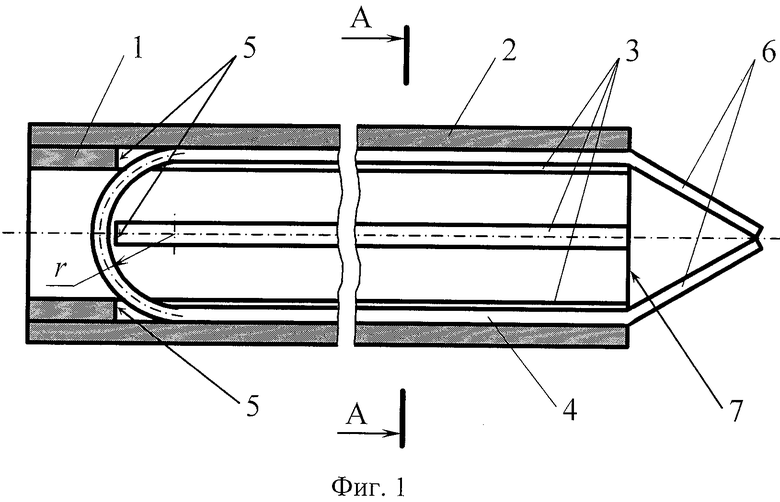
Неплавящийся электрод для дуговой обработки материалов, содержащий корпус, выполненный из двух концентрично установленных цилиндрических деталей, и рабочий элемент, состоящий из прутков тугоплавкого металла, отличающийся тем, что в каждой из деталей корпуса, установленных сопряженно, имеется не менее двух пар продольных осесимметричных прорезей, расположенных равномерно по периметру и выходящих на один торец корпуса, причем прорези на деталях смещены относительно друг друга, а прутки имеют U-образную форму и размещены в прорезях внутренней детали корпуса.
| Неплавящийся электрод для дуговой обработки материалов | 1980 |
|
SU1024197A1 |
| Многоканальный полый катод к горелкам для дуговой сварки в вакууме | 1974 |
|
SU593854A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2170652C1 |
| WO 9839138 A1, 11.09.1998. | |||

