Изобретение относится к области ремонта изношенных деталей, а именно заострения затупленных кромок режущих инструментов преимущественно сельскохозяйственных машин.
Известны способы заострения режущих кромок, например дисков тяжелых борон, путем их заточки (Криворучко А.М. и др. Восстановление работоспособности дисков тяжелых борон. Техника в сельском хозяйстве. - 1985, т. 2, с.52-53. 2). Однако этот способ имеет низкую производительность, быстрый износ абразивных кругов, большой отход металла в стружку и низкое качество лезвий.
Известно также электроконтактное заострение режущих кромок (Патент РФ №2094188 кл. В23Н 9/08), но его использование приводит, как и использование абразивного заострения, к большой потере металла детали, что ограничивает ее ресурс.
Наиболее близким по своей технической сущности является способ заострения режущей кромки пластическим деформированием, включающий нагрев металла и его перемещение инструментом (молотком, бойком) на конец кромки (Буренко Л.А., Винокуров В.Н. Ремонт сельскохозяйственных машин. М., Россельхозиздат, 1981, с. 98-100).
Применение горячей пластической деформации (ковки) для заострения имеет одно неоспоримое преимущество: нет потерь металла детали при заточке. Однако неизбежен нагрев детали, и неоднократный, который устраняет упрочняющую термообработку металла детали, приводит к возникновению термических напряжений, росту зерен металла, что, в конечном счете, сказывается на долговечности работы. Также возникает необходимость дополнительных операций, улучшающих структуру металла и обеспечивающих его упрочнение (нормализация закалка, отпуск).
Задачей настоящего изобретения является уменьшение трудоемкости заострения и увеличение ресурса детали.
Настоящая задача решается тем, что в способе заострения режущих кромок рабочих органов сельскохозяйственных машин, включающем нагрев детали до пластического состояния металла и его перемещение на заостряемую кромку детали, согласно изобретению, нагрев детали до пластического состояния металла осуществляют локально путем обеспечения трения о нее роликового инструмента, при достижении металлом пластического состояния осуществляют передвижение локальной зоны нагрева со скоростью, равной скорости теплового потока в металле обрабатываемой детали, а перемещение металла на заостряемую кромку детали ведут путем равномерного давления на деталь данным роликовым инструментом и одновременным движением последнего вдоль заостряемой кромки детали.
Новизна предлагаемого технического решения заключается в том, что нагрев металла осуществляют локально за счет трения об нее роликового.
Изобретательский шаг заключается в том, что нагретый за счет трения детали об инструмент металл давлением ролика перемещают на заостряемую кромку.
На фиг.1 представлена схема установки, на которой реализуется описанный способ.
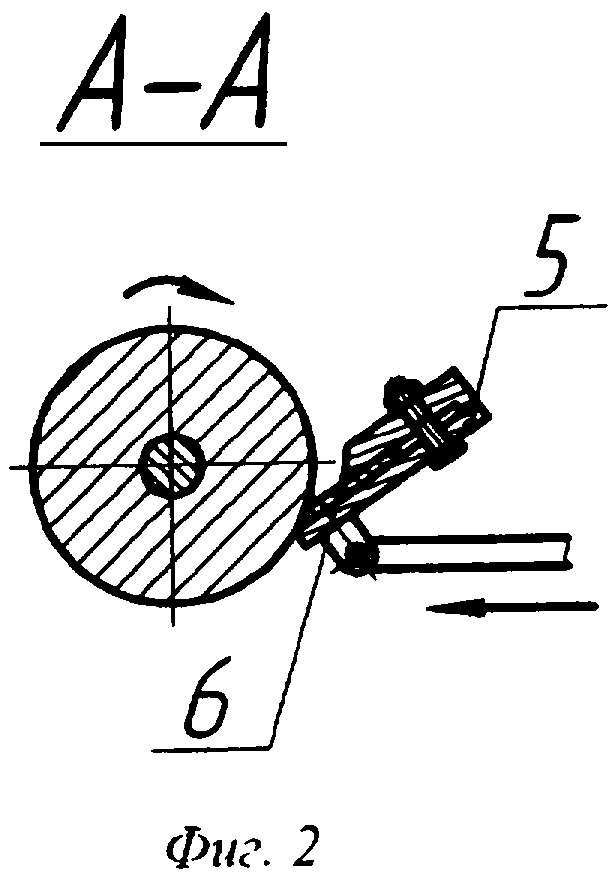
На фиг.2 - сечение на фиг.1
Установка состоит из токарно-винторезного станка 1, в патроне 2 которого на валу 3 установлен деформирующий ролик 4, а в державке 5 закреплена заостряемая деталь 6.
Способ осуществляется следующим образом. Деталь 6 закрепляют в державке 5. Деформирующему ролику 4 через вал 3, установленный в патроне 2, сообщается вращательное движение. Деталь 6 прижимается к поверхности ролика 4 и осуществляется локальный разогрев участка заостряемого лезвия детали до температуры пластического состояния. При перемещении заостряемого лезвия детали 6 относительно деформируемого ролика 4 в месте их контакта происходит локальный нагрев и часть разогретого металла переносится деформирующим роликом 4 на кромку лезвия до его заострения. При этом за счет локального кратковременного ввода тепла в малый объем осуществляется закаливание металла заостряемого лезвия, обусловленное интенсивным отводом тепла. Пластическое деформирование и перемещение металла на кромку лезвия детали 6 деформирующим роликом 4 обуславливает упрочнение и образование мелкозернистой волокнистой структуры металла, повышающей прочность и износостойкость.
После прохождения роликом 4 всей режущей кромки деталь 6 выводят из зоны контакта, отключается вращательное движение деформирующего ролика и деталь снимается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗАОСТРЕНИЯ ЛЕЗВИЙ ПРЕИМУЩЕСТВЕННО ЛАП КУЛЬТИВАТОРА | 1995 |
|
RU2094188C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2011 |
|
RU2460810C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| СЕЛЬСКОХОЗЯЙСТВЕННЫЙ АГРЕГАТ ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПОЧВЫ | 2000 |
|
RU2193832C2 |
| КОМБИНИРОВАННЫЙ СЕЛЬСКОХОЗЯЙСТВЕННЫЙ АГРЕГАТ ДЛЯ СКОРОСТНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПОЧВЫ | 2002 |
|
RU2273977C2 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НОЖЕЙ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 1992 |
|
RU2031146C1 |
| Способ изготовления дисков бороны | 2018 |
|
RU2687524C1 |
Изобретение относится к области ремонта изношенных деталей и может быть использовано для заострения режущих кромок рабочих органов сельскохозяйственных машин. Осуществляют локально нагрев детали до пластического состояния металла путем обеспечения трения о нее роликового инструмента. Производят передвижение локальной зоны нагрева со скоростью, равной скорости теплового потока в металле обрабатываемой детали. Осуществляют перемещение металла на заостряемую кромку детали путем равномерного давления на деталь роликовым инструментом и одновременным движением последнего вдоль заостряемой кромки детали. В результате обеспечивается уменьшение трудоемкости заострения и увеличение ресурса детали. 2 ил.
Способ заострения режущих кромок рабочих органов сельскохозяйственных машин, включающий нагрев детали до пластического состояния металла и его перемещение на заостряемую кромку детали, отличающийся тем, что нагрев детали до пластического состояния металла осуществляют локально путем обеспечения трения о нее роликового инструмента, при достижении металлом пластического состояния осуществляют передвижение локальной зоны нагрева со скоростью, равной скорости теплового потока в металле обрабатываемой детали, а перемещение металла на заостряемую кромку детали ведут путем равномерного давления на деталь данным роликовым инструментом и одновременным движением последнего вдоль заостряемой кромки детали.
| БУРЕНКО Л.А | |||
| и др | |||
| Ремонт сельскохозяйственных машин | |||
| - М.: Россельхозиздат, 1981, с.98-100 | |||
| Способ выполнения лезвий на режущих кромках почвообрабатывающих машин | 1989 |
|
SU1722668A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА | 2002 |
|
RU2221684C2 |
| НАСАДОЧНЫЙ СКРУББЕР КОЧЕТОВА | 2009 |
|
RU2411063C1 |
| US 4219592 A, 26.08.1980. | |||

