фиг.2
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления лезвий.на листовых заготовках типа круглых дисков.
Известен способ получения лезвий на краях листовых заготовок, заключающийся в формовке края заготовки с помощью пуансона и матрицы с наклонно расположенной по отношению к пуансону рабочей поверхностью.
Известен также способ получения лезвий на краях листовых заготовок, заключающийся в получении лезвия на краю заготовки при помощи инструмента с конической рабочей поверхностью.
Наиболее близким по технической сущности к предлагаемому является способ выполнения лезвий на заготовках режущих дисков почвообрабатывающих машин, заключающийся в обкатке края заготовки при помощи роликов.
Недостатками указанного способа являются затрудненность истечения деформируемого материала в зазор между роликами и как следствие этого повышение удельного усилия обкатки и снижение производительности.
Цель изобретения - повышение производительности за счет обеспечения благоприятных условий истечения материала путем обкатки благоприятных условий истечения материала путем обкатки заготовки роликом, угол наклона оси которого к касательной, проведенной к точке касания ролика с краем заготовки, выбирают в интервале 90°.
На фиг.1 представлена схема обкатки, вид спереди; на фиг.2 - то же, вид в плане.
Способ осуществляют следующим образом.
Заготовку 1 укладывают на оправку 2. Ее край начинает обкатываться роликом 3,
имеющим угол наклона оси к касательной m-m в интервале 0° а 90°. Касательная m-m проведена к точке касания ролика с краем заготовки. При этом вследствие наличия угла наклона раскатываемый материал стремится переместиться не только по направлению касательной, но также и по направлению радиуса от центра заготовки к периферии.
Пример. Согласно предлагаемому способу осуществляют раскатку листового алюминия диаметром 100 и толщиной 4 мм. При этом угол а составляет 75°, а максимальное заострение режущих кромок достигает 0,5 мм. При осуществлении раскатки по способу-прототипу величина заострения режущих кромок составляет 0,7 мм, т.е. при равном количестве оборотов ролика предлагаемый способ позволяет получить более острые режущие кромки.
При изготовлении лезвий на режущих кромках почвообрабатывающих машин предлагаемый способ позволяет повысить производительность труда за счет получения требуемой величины заострения режущих кромок при сокращении числа оборотов ролика.
Формула изобретения
Способ выполнения лезвий на режущих кромках почвообрабатывающих машин, заключающийся в обкатке края заготовки роликом, вращающимся на оси, отличающийся тем, что, с целью повышения производительности за счет обеспечения благоприятных условий истечения материала, заготовку обкатывают роликом, угол на- клона оси которого к касательной, проведенной кточке касания ролика с краем
заготовки, выбирают в интервале 0 а 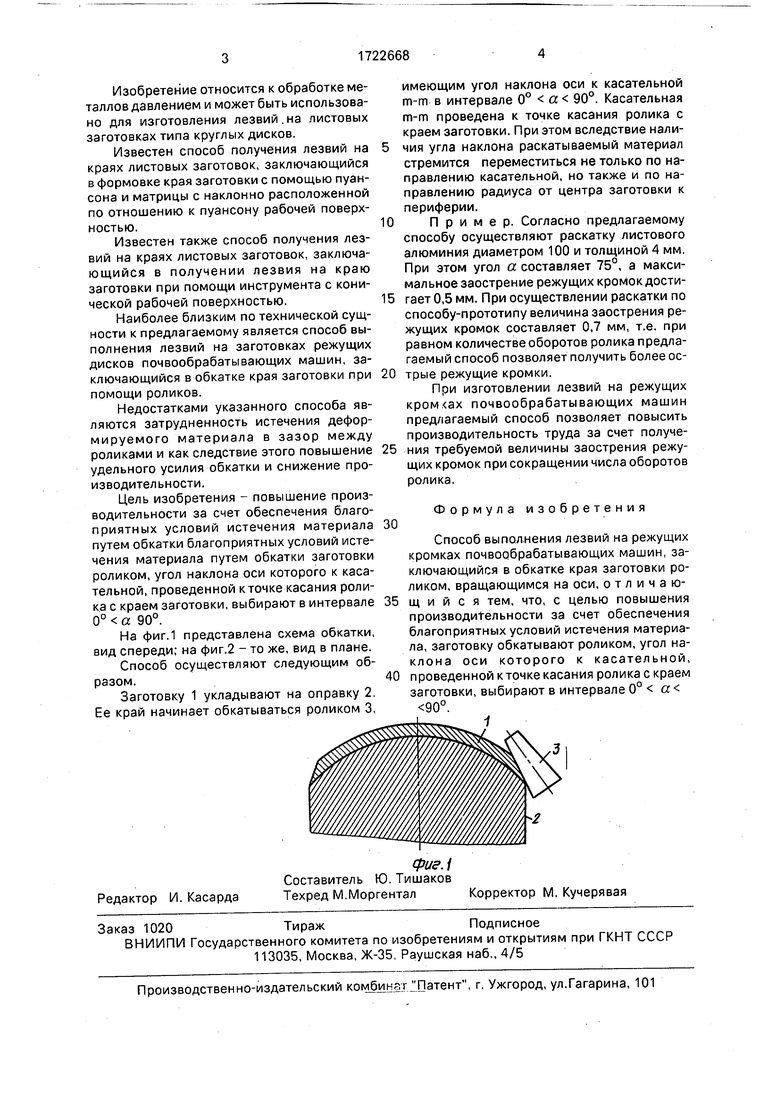
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения лезвия на режущих дисках почвообрабатывающих машин | 1988 |
|
SU1581443A1 |
| СТАНОК РАСКАТКИ ФАСКИ НА ДИСКАХ | 2018 |
|
RU2790332C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИАМЕТРА ОПРАВКИ ПРИ ГИБКЕ ЛИСТОВОЙ ЗАГОТОВКИ В ТРУБНУЮ ПУТЕМ ОБКАТКИ | 1997 |
|
RU2173595C2 |
| Инструмент для получения ребристых трубчатых радиаторов | 1989 |
|
SU1764834A1 |
| Способ изготовления лезвий режущих дисков почвообрабатывающих машин | 1988 |
|
SU1546200A1 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ДНИЩА СОСУДОВ | 2005 |
|
RU2296642C2 |
| ОБКАТНАЯ ГОЛОВКА | 2016 |
|
RU2632747C2 |
| Пуансон для пробивки отверстий в деталях из листовых неметаллических материалов | 1986 |
|
SU1449191A1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| Штамп для резки листового материала | 1984 |
|
SU1148727A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения лезвий на листовых заготовках типа круглых дисков. Цель изобретения - повышение производительности путем обеспечения благоприятных условий истечения материала. Заготовку устанавливают на оправку. Сверху к заготовке подводят ролик. Ось вращения ролика расположена под углом а к касательной т- т, проведенной в точке касания ролика с краем заготовки. Угол наклона оси ролика выбирают из интервала 0° . При касании ролика заготовки осуществляются обкатка края заготовки и оформление лезвия. 2 ил.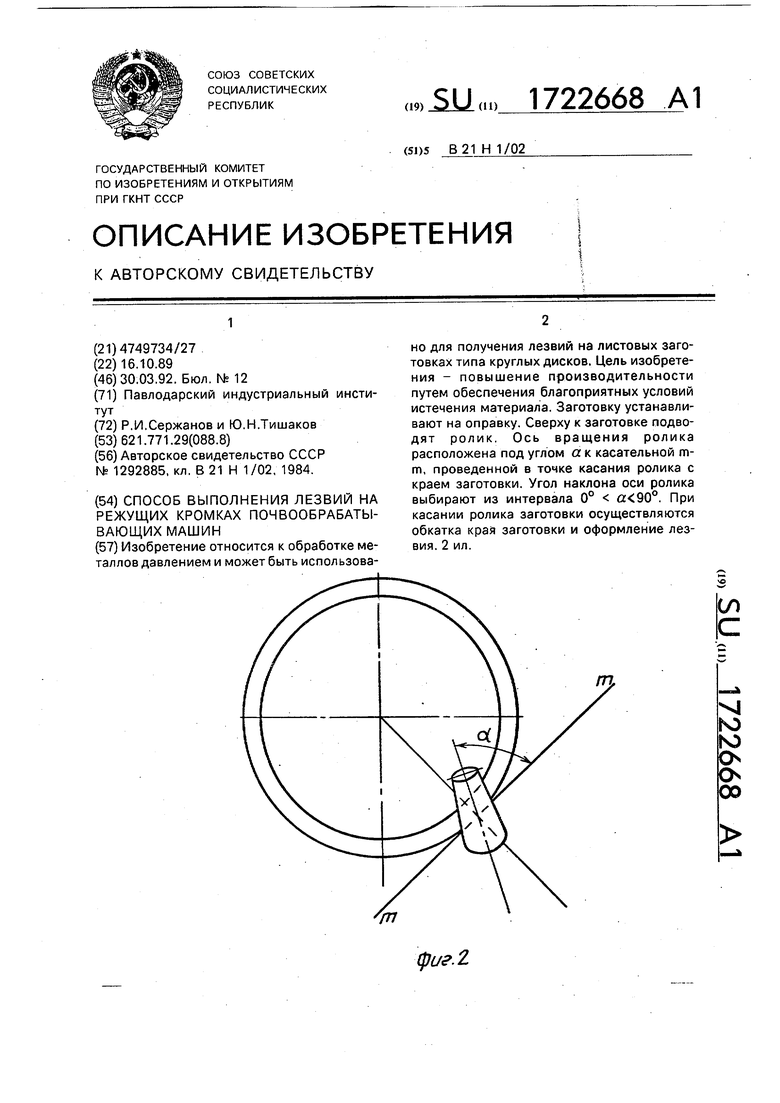
| Способ выполнения лезвий на заготовках режущих дисков почвообрабатывающих машин | 1984 |
|
SU1292885A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
