Настоящее изобретение относится к матрице для изготовления пластмассовых труб центробежным методом.
Технология изготовления пластмассовых труб центробежным методом описана, например, в СН 684326 А5. Конструкция используемой при этом матрицы известна, в частности, из СН 688768 А5.
В известном способе изготовления пластмассовых труб исходные материалы, прежде всего отверждаемые смолы, песок, стекловолокна и наполнители, подают с помощью возвратно-поступательно перемещающегося в осевом направлении матрицы рычага (так называемого питателя) во вращающуюся матрицу, где эти исходные материалы под действием центробежных сил вытесняются к ее стенкам, и поэтому подобный способ называют также центробежным.
В ЕР 0360758 В1 рассмотрены примеры материалов, которые могут использоваться для формования пластмассовых труб, а также рассмотрена структура пластмассовой трубы, состоящей из различных слоев.
Несмотря на то что процесс отверждения используемых для изготовления пластмассовых труб синтетических смол носит экзотермический характер, температуру матрицы с целью ускорить отверждение полимерного материала и тем самым повысить рабочий такт изготовления труб поддерживают на необходимом уровне путем ее обогрева снаружи теплым воздухом или теплой водой. Сказанное относится главным образом к изготовлению сравнительно толстостенных труб большого диаметра и большой длины. Сказанное относится к трубам с внутренним диаметром по меньшей мере один метр и длиной по меньшей мере три метра, при этом внутренний диаметр матрицы может превышать 2 м, 2,5 м или даже 3 м, а ее длина может также достигать 4, 5 или 6, а в некоторых случаях и более метров.
При использовании столь крупногабаритных матриц приходится сталкиваться с серьезной проблемой, связанной с их установкой на опоры. На эту проблему уже указывалось в заявке СН 688768 А5, хотя в ней и описаны матрицы, диаметр которых составляет лишь 0,15 м.
Для решения этой проблемы в заявке DE 2921652 А1 было предложено располагать с наружной стороны крупногабаритных матриц указанного выше типа опорные кольца (ходовые кольца), перекатывающиеся по соответствующим опорам (роликам, часть из которых является приводными).
Такие ходовые кольца, учитывая законы статики, располагают с отступом от каждого из концов матрицы. Согласно заявке DE 2921652 А1 опорные кольца располагают на продольных ребрах, предусмотренных на корпусе матрицы и проходящих в ее осевом направлении.
Из публикации JP 56142022 (ближайший аналог изобретения) известна матрица для изготовления центробежным методом пластмассовой трубы, содержащая цилиндрический корпус и два ходовых кольца, обеспечивающих вращение матрицы на соответствующих опорах вокруг собственной оси и расположенных на концах матрицы.
Недостаток, связанный с наружным обдувом подобной матрицы теплым (горячим) воздухом или с ее наружным орошением теплой, соответственно горячей, водой, состоит в замедленной передаче тепла к внутренним стенкам матрицы во всех тех местах, где корпус матрицы механически усилен и тем самым имеет увеличенную толщину, т.е., например, на участке расположения продольных ребер и опорных колец. По этой причине температура внутренних стенок матрицы непосредственно вблизи ходовых колец, соответственно продольных ребер, часто оказывается ниже, чем в промежутках между ними, где корпус матрицы имеет сравнительно малую толщину. В результате на разных участках в направлении продольной протяженности матрицы отверждение смолы длится различное время или же носит неоднородный характер. Вследствие этого возникают проблемы, связанные с технологией изготовления трубы и с ее качеством. Так, например, для выравнивания температуры по длине матрицы приходится увеличивать продолжительность ее нагревания. Однако и в этом случае на протяжении некоторого периода времени сохраняется температурный градиент по толщине стенки изготавливаемой трубы, чем могут быть обусловлены различия в ее качественных показателях на ее различных продольных участках.
В основу настоящего изобретения была положена задача решить рассмотренную выше проблему, присущую прежде всего изготовлению крупногабаритных труб центробежным методом. При этом не должно также возникать проблем с креплением матрицы, соответственно с ее установкой на опоры.
В основе настоящего изобретения лежат следующие обоснования. В конструкции матрицы во избежание неравномерной толщины ее стенки следует, насколько это возможно, избегать значительных локальных утолщений стенки матрицы, таких как указанные выше опорные кольца или продольные ребра. Однако матрицы вышеуказанных размеров при полном отсутствии у них механических усилений по меньшей мере на участке расположения их опорных поверхностей практически не пригодны к использованию. Поэтому идея изобретения заключается в том, чтобы перенести подобные препятствующие равномерному отверждению смолы, но вместе с тем необходимые элементы в те части матрицы, которые расположены вне той ее зоны, в пределах которой происходит непосредственное формование изготавливаемой трубы. Иными словами, ходовые кольца, например, следует сместить к концам матрицы в ту ее часть, которая находится за пределами технологической длины изготавливаемой трубы.
Так, например, для изготовления трубы длиной 6 м матрица в обязательном порядке должна иметь большую длину. В этом случае ее длина может составлять, например, 6,5 м. При этом с использованием указанного в начале описания питателя можно изготовить трубу длиной от 6,00 до 6,50 м, например длиной от 6,30 до 6,40 м. При изготовлении трубы симметричной в ее осевом направлении конструкции от трубы соответственно после ее формования в матрице с каждого из концов отрезают по 15, соответственно 20, см, получая трубу с аккуратными концами. Указанные отрезаемые концы трубы, как очевидно, могут или должны быть максимально короткими и иметь длину, например, лишь несколько сантиметров.
Лежащая в основе предлагаемого в изобретении решения идея состоит в том, чтобы вынести ходовые кольца именно в эти части матрицы, т.е. ближе к концам матрицы в те ее части, в которых вообще не происходит формование трубы либо которые примыкают к концевым участкам изготавливаемой трубы, которые, однако, отрезают после ее изготовления.
В соответствии с этим корпус матрицы имеет практически однородную конструкцию по всей технологической длине трубы. Так, в частности, на этом участке корпуса матрицы не имеется никаких ходовых колец или иных аналогичных элементов большого объема. В результате практически по всему объему матрицы обеспечивается равномерная передача тепла снаружи внутрь (к изготавливаемой трубе). Благодаря этому создаются также условия для формования трубы с исключительно однородными свойствами образующего ее материала.
Таким образом, изобретение в наиболее общем варианте его осуществления относится к матрице для изготовления центробежным методом пластмассовой трубы длиной более 3 м и диаметром более 1 м, содержащей цилиндрический корпус и два ходовых кольца, обеспечивающих вращение матрицы на соответствующих опорах вокруг собственной оси и расположенных на концах матрицы. Отличие предлагаемой в изобретении матрицы от известной из Д1 заключается в том, что, во-первых, по меньшей мере одно из ходовых колец имеет окружную поверхность по меньшей мере с первым участком, проходящим наклонно к осевому направлению матрицы под углом, большим 0° и меньшим 90°, а во-вторых, ходовые кольца вынесены в те части матрицы, где не происходит формование трубы, или в те части матрицы, которые примыкают к концевым участкам изготавливаемой трубы, отрезаемым после ее изготовления. Таким образом, одно ходовое кольцо может быть расположено на одном свободном конце матрицы, а другое ходовое кольцо - на другом ее свободном конце.
Преимущество, связанное с применением ходового кольца, имеющего окружную поверхность по меньшей мере с первым участком, который проходит наклонно к осевому направлению матрицы под углом, большим 0° и меньшим 90°, состоит в возможности "косой" установки соответствующих опор и тем самым не только в возможности приведения матрицы во вращение на опорах, но и в ее стабилизации в осевом направлении, а также в центрировании.
Согласно другому варианту окружную поверхность ходового кольца предлагается выполнять с двумя наклоненными в разные стороны скошенными поверхностями, предпочтительно являющимися зеркальным отражением друг друга. В простейшем случае окружная поверхность может иметь при этом V-образную в разрезе форму. В соответствии с этим матрица в зоне расположения ходового кольца с такой окружной поверхностью может перемещаться в общей сложности на четырех опорах, которые, будучи установлены под углом к ходовому кольцу, попарно взаимодействуют с ним с каждой его стороны, о чем более подробно сказано ниже в описании чертежей.
Корпус матрицы по меньшей мере на одном его свободном конце может быть снабжен радиально выступающим фланцем, к которому крепится ходовое кольцо.
Сказанное означает, что при требуемой длине трубы, равной, например, 6 м, матрицу необходимо выполнить лишь несколько большей длины, составляющей, например, 6,10 м. В этом случае ходовые кольца крепятся на обоих концах матрицы к указанным фланцам и образуют как бы ее продолжение. Тем самым длина матрицы с учетом обоих ходовых колец может составлять, например, 6,30 или 6,40 м. Именно на примере такого варианта конструктивного исполнения матрицы становится очевидно, что ходовые кольца расположены за пределами того участка матрицы, на котором непосредственно формуется труба (и длина которого соответствует длине готовой трубы).
По меньшей мере одно ходовое кольцо может, таким образом, со стороны торца выступать в осевом направлении за пределы корпуса матрицы. Помимо этого по меньшей мере одно ходовое кольцо может выступать над корпусом матрицы и в радиальном направлении. С этой целью матрицу можно, например, снабдить вышеуказанным фланцем.
Длина матрицы может значительно превышать 3 м, например, может превышать 4 м или 5 м или даже может составлять 6 м и более. Внутренний диаметр матрицы может превышать 2 м или 2,5 м или может даже составлять 3 м и более.
Чем крупнее и длиннее матрица, тем целесообразнее изготавливать ее корпус из нескольких отдельных, примыкающих друг к другу в осевом направлении цилиндров.
С этой целью отдельные цилиндры (цилиндрические части) можно сваркой соединять между собой со стороны их торцов. Равным образом отдельные цилиндрические части, из которых составляется корпус матрицы, можно выполнять с (относительно узкими) фланцами на их торцах. В этом случае фланцы соседних цилиндрических частей можно крепить друг к другу болтами или соединять между собой иным образом. В подобных местах соединения отдельных цилиндрических частей толщина стенки корпуса матрицы несколько увеличивается по сравнению с толщиной соседних с ними участков стенки корпуса матрицы. Тем не менее такие утолщения имеют гораздо меньшие размеры по сравнению с толщиной корпуса матрицы в месте расположения ходового кольца и поэтому фактически не оказывают отрицательного влияния на процесс изготовления трубы.
По меньшей мере одно ходовое кольцо может иметь цилиндрическую окружную поверхность. В этом случае оси соответствующих опор проходят, в частности, параллельно оси матрицы. Использование самоустанавливающихся опор позволяет компенсировать возможные отклонения от соосности.
Равным образом можно дополнительно предусмотреть ролики, обеспечивающие возможность направленного перемещения матрицы в осевом направлении.
Другие отличительные особенности изобретения представлены в зависимых пунктах формулы изобретения, а также в последующем описании.
Ниже изобретение более подробно рассмотрено на примере одного из вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
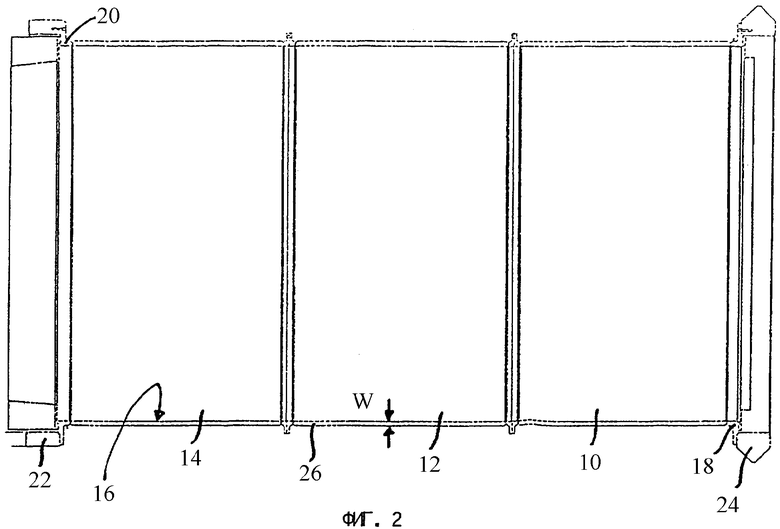
на фиг.1 - общий вид предлагаемой в изобретении матрицы в аксонометрии,
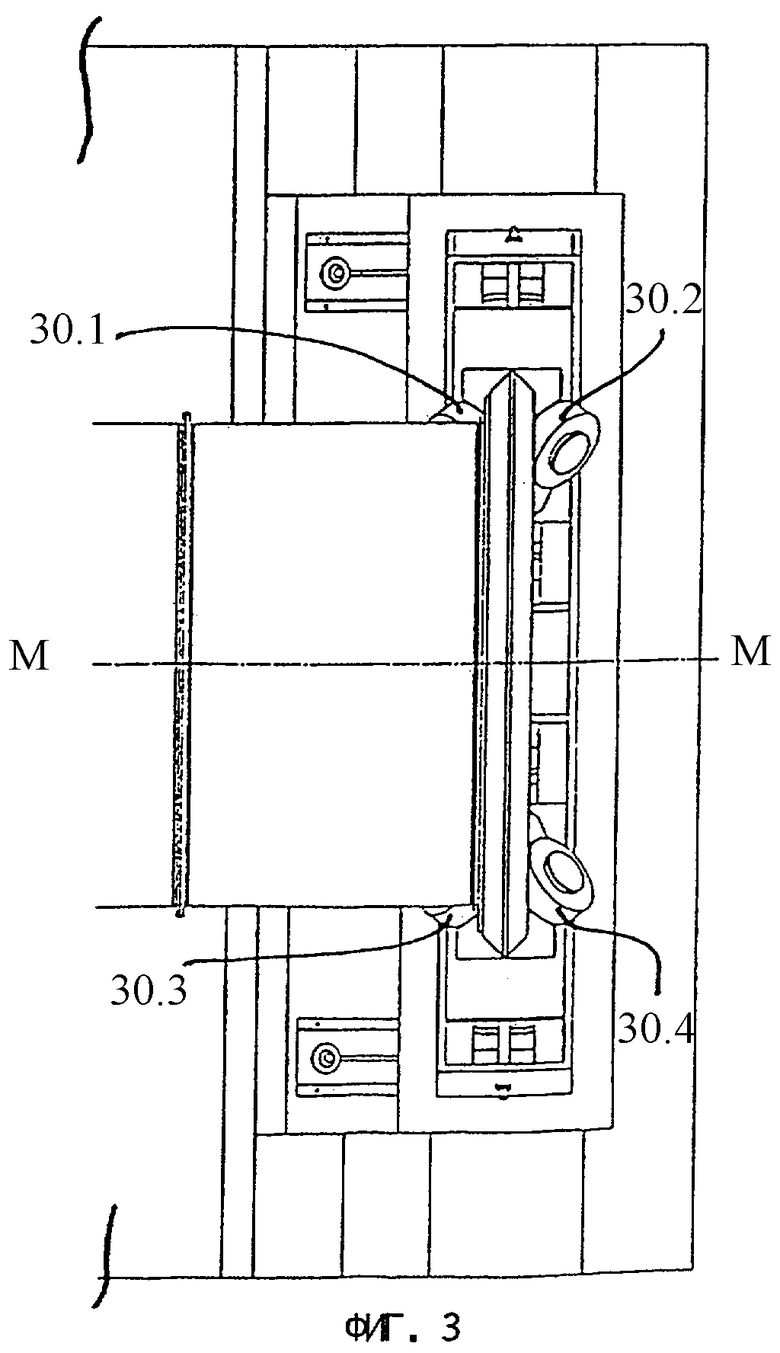
на фиг.2 - продольный разрез показанной на фиг.1 матрицы и
на фиг.3 - вид в плане одного из опорных концов матрицы, показанной на фиг.1.
На всех чертежах одинаковые или выполняющие одинаковую функцию элементы обозначены одними и теми же позициями.
На фиг.1 изображена цилиндрическая матрица, состоящая из трех соединенных между собой сваркой цилиндрических частей 10, 12, 14. Все эти цилиндрические части 10, 12, 14 имеют одинаковую толщину w стенки. Внутренний диаметр каждой из цилиндрических частей по всей их длине составляет 3 м. Общая длина трех цилиндрических частей составляет 6 м.
Очевидно, что стенки всех трех цилиндрических частей 10, 12, 14 имеют сплошную, гладкую цилиндрическую внутреннюю поверхность 16.
К свободному концу цилиндрической части 10 приварен фланец 18, а с противоположной стороны к свободному концу цилиндрической части 14 приварен фланец, обозначенный позицией 20. К этому фланцу 20 привинчено ходовое кольцо 22. Ходовое кольцо 22 имеет цилиндрическую окружную (периферийную) поверхность 22u.
К фланцу 18 привинчено второе ходовое кольцо 24. Окружная поверхность 24u этого ходового кольца 24 имеет V-образную в разрезе форму. Общая длина матрицы, включая фланцы 18, 20, составляет около 6,10 м, а с учетом ходовых колец 22, 24 - около 6,50 м.
Важно еще раз подчеркнуть, что изготавливаемая труба формуется только на том участке матрицы, который образован цилиндрическими частями 10, 12, 14. Общая длина извлеченной из матрицы трубы, превышающая суммарную длину цилиндрических частей, не является недостатком, поскольку трубу в последующем в любом случае укорачивают до требуемой длины, обрезая ее с обеих сторон.
В процессе изготовления трубы наружную боковую поверхность матрицы, как указано выше, орошают, например, горячей водой. При этом горячей водой орошают всю наружную боковую поверхность матрицы, т.е. прежде всего наружные боковые поверхности цилиндрических частей 10, 12, 14. Однако в принципе горячей водой без каких-либо негативных последствий можно орошать и ходовые кольца 22, 24, поскольку они расположены за пределами того участка, на котором происходит непосредственное формование трубы. Благодаря практически постоянной толщине w стенок матрицы по всей ее осевой длине обеспечивается также равномерное распределение температуры по всему корпусу 26 матрицы, а тем самым и равномерное его нагревание, соответственно, равномерное охлаждение.
Особое исполнение ходового кольца 24 позволяет согласно фиг.3 расположить с противоположных сторон матрицы по паре косо установленных опор 30.1, 30.2, соответственно 30.3, 30.4, и тем самым обеспечить не только возможность приведения матрицы во вращение вокруг собственной оси, но и одновременно возможность придать ей осевую устойчивость (в направлении средней продольной оси М-М).
Изобретение относится к области изготовления полимерных пластмассовых труб центробежным методом. Матрица для изготовления центробежным методом пластмассовой трубы длиной более 3 м и диаметром более 1 м содержит цилиндрический корпус и два ходовых кольца, обеспечивающих вращение матрицы на соответствующих опорах вокруг собственной оси и расположенных на концах матрицы. По меньшей мере одно из ходовых колец имеет окружную поверхность по меньшей мере с первым участком, проходящим наклонно к осевому направлению матрицы под углом, большим 0° и меньшим 90°. Ходовые кольца вынесены в те части матрицы, где не происходит формование трубы, или в те части матрицы, которые примыкают к концевым участкам изготавливаемой трубы, отрезаемым после ее изготовления. Изобретение обеспечивает изготовление трубы с однородными свойствами по всей технологической длине трубы. 8 з.п. ф-лы, 3 ил.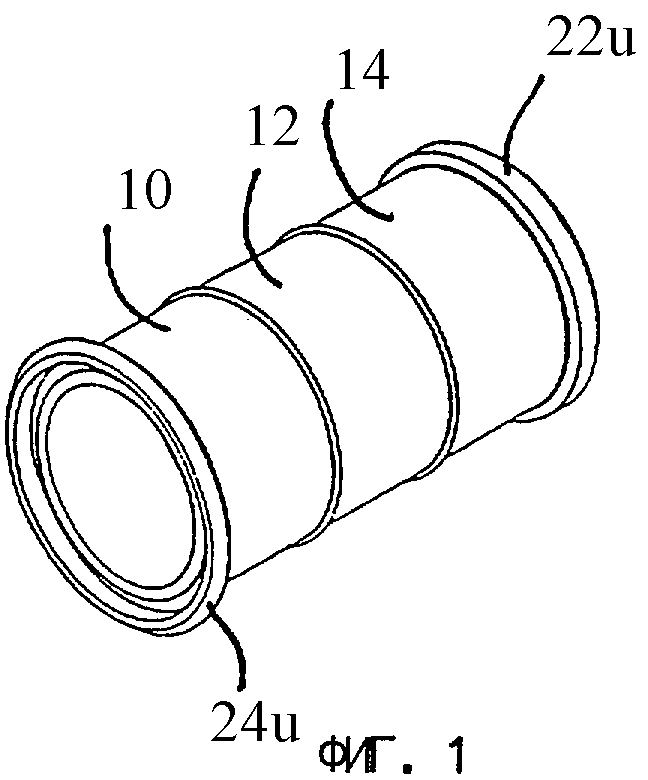
| Способ приготовления палладиевого катализатора | 1967 |
|
SU497046A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ СПОСОБОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1996 |
|
RU2117574C1 |
| US 3587137 A, 28.06.1971 | |||
| Центрифуга для формования тел вращения | 1981 |
|
SU965785A1 |
| JP 56142022 A, 06.11.1981 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

