Изобретение относится к области металлообработки и может быть использовано на металлорежущих станках при закреплении заготовки.
Известно устройство для центрирования и закрепления пустотелой цилиндрической детали (см. а.с. СССР N 1779477, кл. В23В 31/40, публ. 07.12.92 г.), содержащее корпус и установленный на корпусе сепаратор с несколькими рядами шариков, посредством которых производится закрепление пустотелого изделия.
Недостатками описанного устройства являются:
1. Использование устройства возможно только при закреплении деталей, имеющих припуск на последующую обработку для удаления отпечатка шарика на их поверхности.
2. Для обеспечения надежного закрепления и минимальной деформации шариком деталей внутренний диаметр должен быть высокоточным.
Известно устройство для центрирования и закрепления цилиндрической детали по их внутреннему диаметру (см. Руководящий материал РМО 621-56 "Типовые конструкции фиксирующих и зажимающих механизмов приспособлений". Дом Техники, Москва, 1956 г., стр.81), принятое за прототип. Устройство содержит корпус с центральным отверстием и двумя рядами радиальных отверстий, оси которых перпендикулярны оси центрального отверстия. В центральном отверстии корпуса размещена тяга в сборе со втулкой и гайкой, посредством которой втулка и тяга перемещаются вдоль оси корпуса. В радиальных отверстиях корпуса размещены подпружиненные плунжеры, имеющие возможность осевого перемещения под действием кулачковых поверхностей, выполненных на тяге и втулке в виде скосов.
Недостатком прототипа является то, что при закреплении на устройстве пустотелой тонкостенной цилиндрической детали с диаметром, отличным от правильного круга (овал, огранка и т.д.), усилием зажима диаметр детали исправляется до близкого к правильному кругу. После обработки наружного диаметра и раскрепления детали последняя под воздействием сил упругости теряет устойчивость, при этом обработанный диаметр приобретает отклонения, аналогичные имеющимся у внутреннего диаметра до закрепления и обработки детали.
Предлагаемым изобретением решается задача повышения качества обработанного диаметра детали.
Технический результат заключается в обеспечении бездеформационного центрирования и зажима пустотелой цилиндрической детали.
Указанный технический результат достигается тем, что в устройстве для закрепления пустотелой цилиндрической детали на металлорежущих станках, содержащем корпус с центральным отверстием и двумя рядами радиальных отверстий, оси которых перпендикулярны оси центрального отверстия, тягу, размещенную в центральном отверстии с возможностью возвратно-поступательного перемещения вдоль оси корпуса, и подпружиненные плунжеры, размещенные в радиальных отверстиях с возможностью осевого перемещения под действием кулачковых поверхностей, выполненных на тяге в виде кольцевых канавок, новым является то, что для закрепления детали в торец устройство снабжено прижимом, установленным на тяге, а корпус выполнен с торцевой упорной базовой поверхностью, при этом сумма двух длин плунжера и диаметра тяги равна внутреннему диаметру детали, оси радиальных отверстий и плунжеров второго ряда смещены по окружности относительно осей радиальных отверстий и плунжеров первого ряда, торцы плунжеров выполнены сферической формы.
Наличие прижима на тяге и торцевой упорной базовой поверхности на корпусе обеспечивает зажим пустотелой цилиндрической детали по торцу, а геометрические параметры плунжеров и диаметра тяги обеспечивают бездеформационное центрирование детали по внутреннему диаметру. Смещение радиальных отверстий и плунжеров второго ряда по окружности относительно отверстий и плунжеров первого ряда обеспечивает более качественное центрирование и снижение деформаций при закреплении детали. Выполнение торцев плунжеров сферической формы обеспечивает точечный контакт с ответными поверхностями.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
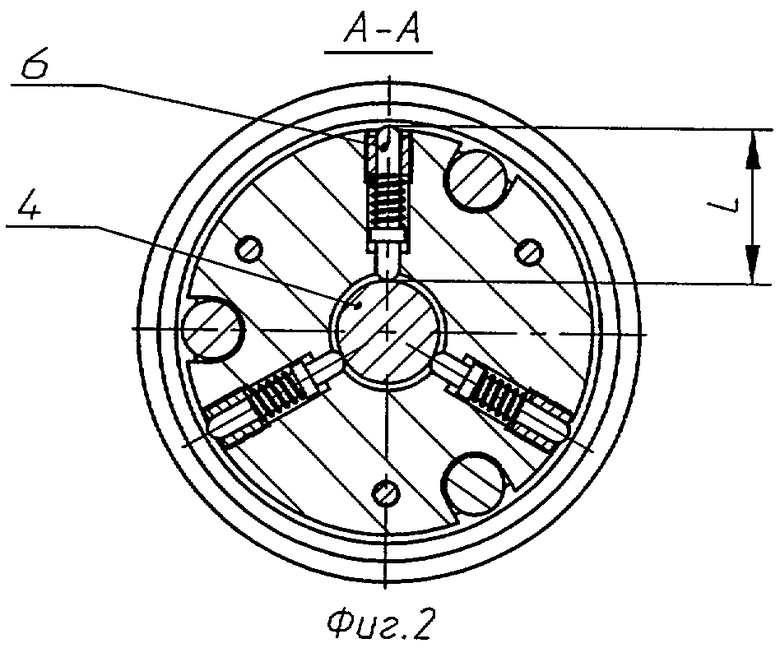
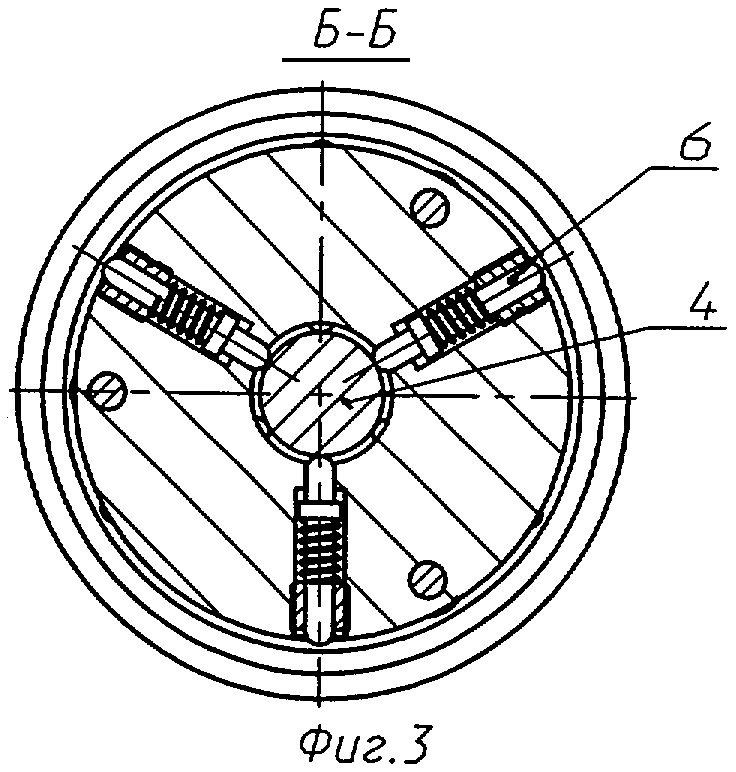
Изобретение поясняется чертежами, где на фиг.1 изображено предлагаемое устройство, продольный разрез; на фиг.2 - разрез А-А по первому ряду плунжеров; на фиг.3 - разрез В-В по второму ряду плунжеров.
Устройство для закрепления пустотелой цилиндрической детали на металлорежущих станках содержит корпус 1 с торцевой упорной базовой поверхностью 2. В корпусе 1 выполнено центральное отверстие и два ряда радиальных отверстий в количестве не менее трех в каждом ряду по краям зажимаемой детали 3. Внутри центрального отверстия корпуса 1 с возможностью возвратно-поступательного перемещения установлена тяга 4 в виде тела вращения с диаметром d и кулачковыми поверхностями, выполненными в виде кольцевых канавок диаметром d1, которые сопрягаются с диаметром d тяги с помощью конических участков. На конце тяги 4 установлен быстросъемный прижим 5. В радиальных отверстиях корпуса 1 с возможностью осевого перемещения установлены плунжеры 6 длиной L, подпружиненные пружиной 7. При этом сумма двух длин плунжера 2L и диаметра тяги d равна номинальному диаметру отверстия закрепляемой детали 3. Радиальные отверстия и плунжеры 6 второго ряда смещены по окружности относительно отверстий и плунжеров 6 первого ряда. Торцы плунжеров 6 выполнены сферической формы для обеспечения точечного контакта с поверхностью тяги 2 и внутренней поверхностью центрируемой детали 3. Диаметр кольцевых канавок d1 тяги 4 выбирается из условия удобства надевания детали на устройство, угол конусов сопряжения - из условия плавности работы плунжеров 6 и длины хода тяги 4.
Устройство работает следующим образом.
Тягу 4 перемещают вправо до западания плунжеров 6 в кольцевые канавки. Устанавливают обрабатываемую деталь 3 на устройство, на тягу 4 устанавливают прижим 5. Перемещают тягу 4 влево, при этом плунжеры 6, преодолевая усилие пружины 7 взаимодействием с кулачковой поверхностью тяги 4, раздвигаются до номинального диаметра отверстия закрепляемой детали 3. Происходит центрирование детали 3 относительно оси вращения. Одновременно прижим 5 надежно закрепляет изделие в торец.
Перемещение плунжеров только до номинального диаметра отверстия закрепляемой детали в нескольких точках и зажим в торец обеспечивает минимальную деформацию диаметра детали и надежное крепление, а последующая обработка наружного диаметра обеспечивает его приближение к правильному кругу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ПУСТОТЕЛОЙ ДЕТАЛИ | 2015 |
|
RU2583974C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ОБОЛОЧКОВОГО ТИПА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2013 |
|
RU2552828C2 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| КОМБИНИРОВАННЫЙ ГИДРОМЕХАНИЧЕСКИЙ ПРИВОД ПЕРЕКЛЮЧЕНИЯ ДИАПАЗОНОВ ПЛАНЕТАРНОЙ СОГЛАСУЮЩЕЙ КОРОБКИ ПЕРЕДАЧ | 2014 |
|
RU2554732C1 |
| Устройство для центрирования деталейВРАщЕНия | 1979 |
|
SU848973A1 |
| Устройство для центрирования деталей | 1981 |
|
SU996854A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Универсальный патрон | 1990 |
|
SU1814993A1 |
| Приспособление для закрепления плунжера при обработке | 2017 |
|
RU2698119C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
Устройство для закрепления пустотелой цилиндрической детали относится к области металлообработки и содержит корпус с центральным отверстием и двумя рядами радиальных отверстий. Оси отверстий перпендикулярны оси центрального отверстия. Устройство также содержит тягу, размещенную в центральном отверстии с возможностью возвратно-поступательного перемещения вдоль оси корпуса, и подпружиненные пружиной плунжеры, размещенные в радиальных отверстиях с возможностью осевого перемещения под действием кулачковых поверхностей, выполненных на тяге. На корпусе выполнена торцевая упорная базовая поверхность, а на тяге установлен прижим, при этом сумма двух длин плунжера и диаметра тяги в момент закрепления детали равна номинальному внутреннему диаметру детали. Радиальные отверстия и плунжеры второго ряда смещены по окружности относительно отверстий и плунжеров первого ряда, а торцы плунжеров выполнены сферической формы. Обеспечивается бездеформационное центрирование и зажим пустотелой цилиндрической детали. 2 з.п. ф-лы, 3 ил.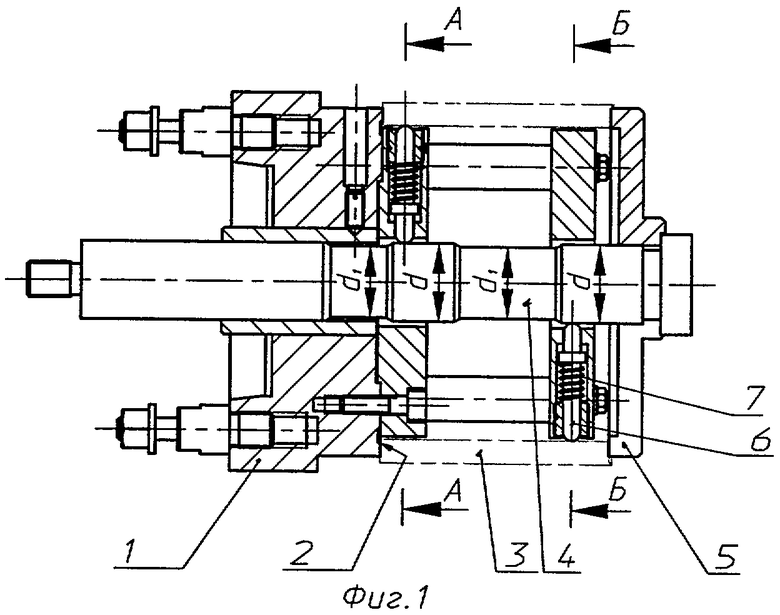
| ПОРТСИГАР С ПРИСПОСОБЛЕНИЕМ ДЛЯ СКРУЧИВАНИЯ ПАПИРОС | 1922 |
|
SU621A1 |
| Дом Техники | |||
| - Москва, 1956, с.81 | |||
| Оправка | 1991 |
|
SU1779477A1 |
| Разжимная оправка | 1976 |
|
SU585918A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |

