(54) РАЗЖИМНАЯ ОПРАВКА
дающие вращение, входят в щпоночные пазы 18 втулки 4, являющейся таким образом частью привода.
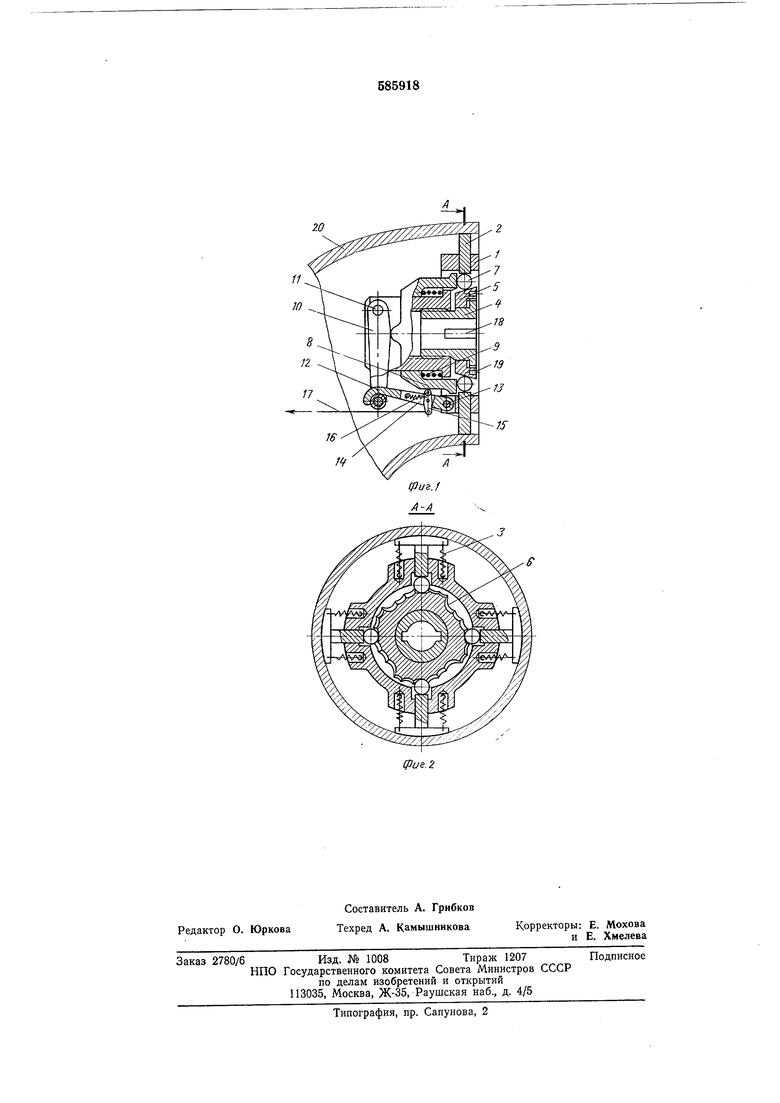
Разжимную оправку устанавливают в деталь 20. Поворотом нажимного конуса 5 относительно втулки 4 доводят кулачки 2 почти до соприкосновения с внутренней поверхностью детали 20.
Такую настройку осуществляют не на каждой детали, а один раз на группу деталей, имеющих близкий внутренний диаметр.
Далее приводят во вращение резьбовую втулку 4, нри этом нажимной конус 5, свободно сидящий на ней, неремещается только в продольном направлении совместно с втулкой.
Шарики 7, перемещаясь радиально, воздействуют на кулачки 2 и приводят их в соприкосновение с внутренней поверхностью детали 20, а при дальнейшем перемещении конуса 5 исправляют форму детали 20.
Раскрепление оправки и удаление ее можно осуществить двумя способами.
Во-первых, способом, обратным описанному, с применением ручного привода, если имеется доступ со стороны привода.
Во-вторых, способом, который целесообразен при необходимости очень быстрого раскрепления оправки, когда нет доступа к ней со стороны привода или же необходимо ее дистанционное удаление.
Для раскрепления и удаления оправки дистанционно тянут за тросик 17. Качалка 15 поворачивается, соскакивает курок 12 и освобождает чеку 10.
Распорная втулка 8 под действием пружины 9 отходит назад. Контакт между втулкой 8
и шариками 7 нарушается. Нарушается и равновесие шариков 7 - они скатываются со своего рабочего места. Подпружиненные кулачки 2 опускаются, мгновенно раскрепляя оправку. За тросик 17 разжимная оправка удаляется, например, из сваренного узла сложной конфигурации.
Разжимная оправка может быть применена
при сборке плетей трубопроводов, а также при
исправлении формы полых цилиндрических
деталей при их механической обработке, что
позволяет повысить производительность труда.
Формула изобретения
1, Разжимная оправка, в корпусе которой расположены подпружиненные кулачки и втулка, кинематически связанная через промежуточные элементы с кулачками и рычажной чекой, контактирующей с курком, спускаемым посредством натяжного тросика, отличающаяся тем, что, с целью расширения диапазона закрепляемых деталей, в корпусе выполнено резьбовое отверстие с ввернутой в него втулкой, на которой с возможностью поворота установлен нажимной конус, выполненный со ступенчатыми впадинами, расположенными, например, по архимедовой спирали, и предназначенный для взаимодействия с промежуточными элементами.
2. Оправка по п. 1, отличающаяся тем, что промежуточные элементы выполнены в виде шариков.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №283456, кл. 2 В 23К 37/04, 1969.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимная оправка | 1978 |
|
SU738778A1 |
| Оправка | 1984 |
|
SU1196157A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Оправка | 1983 |
|
SU1140894A1 |
| Цанговая оправка | 1987 |
|
SU1495010A1 |
| Инерционный привод | 1986 |
|
SU1371844A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| РЕГУЛЯТОР ТЯГОВОГО МЕХАНИЗМА ДЛЯ БАРАБАННОГО ТОРМОЗА И БАРАБАННЫЙ ТОРМОЗ | 2006 |
|
RU2413884C2 |
| ОПРАВКА ДЛЯ ОБРАБОТКИ ТОНКОСТЕННОЙ ДЕТАЛИ | 2005 |
|
RU2291760C2 |