Изобретение относится к области лазерной обработки материалов и может быть использовано в устройствах лазерной резки, сварки, гравировки, маркировки и т.п. в различных отраслях промышленности.
Известны способ поддержания заданного расстояния между соплом и обрабатываемой поверхностью при лазерной обработке материалов и устройство для его осуществления [1]. Указанный способ заключается в измерении давления газа в зазоре между соплом и обрабатываемой поверхностью и поддержании заданного расстояния между соплом и обрабатываемой поверхностью по изменению давления в зазоре. Устройство для осуществления способа содержит узел фокусировки, состоящий из корпуса с линзой и сопла с осевым отверстием для формирования струи технологического газа, датчик давления радиального потока газа в зазоре между соплом и обрабатываемой поверхностью, привод перемещения узла фокусировки, схему управления приводом перемещения. При изменении сигнала с датчика давления вырабатывается сигнал, управляющий приводом перемещения, в результате чего поддерживается определенное заданное расстояние между соплом и обрабатываемой поверхностью. Данные способ и устройство работоспособны только при расстояниях между соплом и поверхностью, которые больше определенного критического расстояния. Если расстояние h>hкр, то при увеличении зазора давление газа в зазоре тоже растет. Изменение сигнала с датчика ведет к выработке управляющего сигнала для привода перемещения. Привод уменьшает расстояние до заданного. При уменьшении зазора снижается давление в зазоре и привод, соответственно, увеличивает расстояние до заданного. Однако при уменьшении зазора до расстояний h≤hкр давление в зазоре вместо снижения начинает быстро расти. Оно воспринимается датчиком так же, как на расстояниях выше критического, и привод может опустить сопло до касания с поверхностью, что приводит устройство к негодности.
Известны способ поддержания заданного расстояния между соплом и обрабатываемой поверхностью при лазерной обработке материалов и устройство для его осуществления [2]. Указанный способ заключается в том, что дополнительно и одновременно с измерением давления в зазоре между соплом узла фокусировки и обрабатываемой поверхностью измеряют давление внутри сопла и поддерживают заданное расстояние между соплом и обрабатываемой поверхностью по изменению давления в зазоре под соплом при условии неизменного давления в сопле, а при одновременном увеличении давления под соплом и внутри сопла поддерживают заданное расстояние по изменению давления внутри сопла. Данный способ основан на следующем. При расстоянии между соплом и обрабатываемой поверхностью h>hкр возможные отклонения величины зазора сказываются только на величине давления в радиальной струе технологического газа под соплом. С увеличением зазора давление растет. Внутри сопла давление не изменяется. При h≤hкр давление в зазоре под соплом начинает расти при уменьшении зазора, но при этом растет и давление в сопле. Устройство для осуществления способа дополнительно снабжено датчиком давления технологического газа внутри сопла. Схема управления приводом перемещения изменена соответствующим образом. При изменяющемся давлении под соплом и неизменном давлении внутри сопла схема управления берет за основу сигнал от датчика давления под соплом и преобразовывает его в управляющий сигнал для привода узла фокусировки. При увеличении давления как под соплом, так и внутри него схема управления берет за основу сигнал от датчика давления внутри сопла и преобразовывает его в управляющий сигнал.
Недостаток данного технического решения заключается в том, что оно исходит из постоянства давления в сопле. Однако давление в сопле подвержено колебаниям, связанным с принципом работы компрессора, подающего газ, а также характером работы другого оборудования, подключенного к магистрали. Колебания давления в сопле ведут к колебаниям давления под соплом, что ведет к изменению заданного расстояния между соплом и обрабатываемой поверхностью, а следовательно, к изменению условий резки. Последнее сказывается на качестве реза.
Кроме того, на точности поддержания заданного расстояния между соплом и обрабатываемой поверхностью сказываются флуктуации давления, образующиеся при истечении потока газа из сопла, и электрические помехи в цепях датчиков до схем сравнения.
Принцип построения электрической схемы известного устройства не обеспечивает ее быстродействия, что также сказывается на точности поддержания заданного расстояния.
В устройстве известного технического решения установка каждого нового значения расстояния между соплом и обрабатываемой поверхностью осуществляется вручную, что требует определенного времени и не способствует точности установки.
Техническим результатом изобретения является повышение точности установки и поддержания заданного расстояния между соплом и обрабатываемой поверхностью и повышение оперативности установки каждого нового значения этого расстояния.
Указанный технический результат достигается тем, что в способе поддержания заданного расстояния между соплом и обрабатываемой поверхностью при лазерной обработке материалов, включающем установку заданного расстояния, измерение давления в зазоре между соплом узла фокусировки и обрабатываемой поверхностью, измерение давления внутри сопла, поддержание заданного расстояния по изменению давления в зазоре между соплом узла фокусировки и обрабатываемой поверхностью, установку заданного расстояния осуществляют с помощью оптического датчика перемещения, установленного на валу привода узла фокусировки, одновременно с установкой заданного расстояния измеряют опорные значения давлений в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и внутри сопла, измеряют в процессе лазерной обработки материала текущие значения давлений в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и внутри сопла, сравнивают их с опорными, по изменению давления в сопле корректируют величину опорного давления в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и поддерживают заданное расстояние между соплом и обрабатываемой поверхностью по изменению давления под соплом по сравнению с опорным с учетом его корректировки.
В устройстве, реализующем способ и содержащем узел фокусировки, состоящий из корпуса с линзой, сопла с осевым отверстием для формирования осевой струи технологического газа, датчик давления радиального потока газа в зазоре между соплом узла фокусировки и обрабатываемой поверхностью, датчик давления технологического газа внутри сопла, привод перемещения узла фокусировки, каждый из датчиков соединен последовательно через АЦП с фильтром, выполненным в схеме программируемой логической матрицы, которая соединена с микропроцессором, включающим прикладное программное обеспечение для управления на основании полученной от датчиков информации подключенным к нему контроллером, причем контроллер выполнен в схеме программируемой логической матрицы и соединен с приводом узла фокусировки через драйвер, в устройство введен оптический датчик, установленный на валу привода узла фокусировки и соединенный с микропроцессором через преобразователь импульсов в код, выполненный в схеме программируемой логической матрицы и соединенный с контроллером, при этом микропроцессор соединен с компьютером, на котором установлена программа оператора для управления устройством.
Повышение точности поддержания заданного расстояния между соплом и обрабатываемой поверхностью достигается тем, что одновременно с установкой заданного расстояния измеряют опорные значения давлений в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и внутри сопла, измеряют в процессе лазерной обработки материала текущие значения давлений в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и внутри сопла, сравнивают их с опорными, по изменению давления в сопле корректируют величину опорного давления в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и поддерживают заданное расстояние между соплом и обрабатываемой поверхностью по изменению давления под соплом по сравнению с опорным с учетом его корректировки.
Кроме того, повышение точности достигается за счет исключения влияния на выработку управляющего сигнала флуктуаций давления на срезе сопла и электрических помех в цепях от датчиков давлений до схем сравнения. Для этого в устройстве, реализующем способ, каждый из датчиков соединен последовательно через АЦП с фильтром, выполненным в схеме программируемой логической матрицы.
Цифровая элементная база схемы устройства повышает его быстродействие. Повышение быстродействия и уменьшение помех за счет фильтрации сигналов от датчиков позволяет работать на расстояниях между соплом и обрабатываемой поверхностью, больших критического (h>hкр). Дополнительным фактором является то, что с учетом существующих скоростей реза и характеристик неровностей материала требования к вертикальной скорости перемещения узла фокусировки оказываются ниже реализуемых в данном устройстве. Таким образом, в решении по изобретению отпадает необходимость использовать датчик в сопле для получения управляющего сигнала. Он используется в данном решении для выработки сигнала корректировки опорной величины давления в случае изменения давления в сопле за счет колебания давления в магистрали. В случае резких изменений давления в сопле, что является свидетельством ухода сопла в область расстояний до обрабатываемой поверхности, меньших критического (h<hкр), в программном обеспечении (ПО) микропроцессора предусмотрена программа (расчет, сравнение, учет знака, выдача управления) для работы в этой области расстояний.
Точность первоначальной установки заданного расстояния между соплом и обрабатываемой поверхностью достигается за счет того, что она осуществляется не вручную, а с помощью оптического датчика перемещения, установленного на валу привода узла фокусировки и соединенного с микропроцессором через преобразователь импульсов в код, выполненный в схеме программируемой логической матрицы, при этом микропроцессор соединен с компьютером, на котором установлена программа оператора для управления устройством.
Устройство, реализующее способ поддержания заданного расстояния между соплом и обрабатываемой поверхностью при лазерной обработке материалов, представлено чертеже, где
1 - узел фокусировки,
2 - корпус узла фокусировки,
3 - линза,
4 - сопло,
5 - насадка,
6 - обрабатываемая поверхность,
7 - датчик давления радиального потока газа в зазоре между соплом и обрабатываемой поверхностью,
8 - датчик давления потока газа в сопле,
9, 10 - АЦП,
11, 12 - фильтры,
13 - программируемая логическая матрица (ПЛМ),
14 - микропроцессор (МП),
15 - контроллер,
16 - привод перемещения узла фокусировки,
17 - драйвер,
18 - оптический датчик,
19 - преобразователь импульсов в код (ПИК),
20 - персональный компьютер (ПК).
Устройство для реализации способа поддержания заданного расстояния между соплом и обрабатываемой поверхностью при лазерной обработке материалов (чертеж) содержит узел фокусировки 1, состоящий из корпуса 2 с линзой 3, примыкающее к нему сопло 4 с осевым отверстием и насадкой 5. Насадка 5 служит для обеспечения измерения давления радиального потока газа в зазоре между соплом и обрабатываемой поверхностью 6 с помощью датчика давления 7. Датчик давления 8 измеряет давление технологического газа внутри сопла. Каждый из датчиков 7 и 8 соединен последовательно через АЦП 9 и 10 соответственно с фильтрами 11 и 12, выполненными в схеме программируемой логической матрицы 13. Матрица соединена с микропроцессором 14, включающим прикладное программное обеспечение для управления на основании полученной от датчиков информации подключенным к нему контроллером 15, причем контроллер выполнен в схеме программируемой логической матрицы и соединен с приводом узла фокусировки 16 через драйвер 17. В устройство введен оптический датчик 18, установленный на валу привода узла фокусировки и соединенный с микропроцессором через преобразователь импульсов в код 19, выполненный в схеме программируемой логической матрицы и соединенный с контроллером. Микропроцессор соединен с компьютером 20, на котором установлена программа оператора для управления устройством.
Устройство работает следующим образом. В начале обработки осуществляют установку заданного расстояния между соплом 4 и обрабатываемой поверхностью 6 с помощью оптического датчика 18, установленного на валу привода узла фокусировки 1. Для этого устанавливают сопло непосредственно на обрабатываемую поверхность, а затем поднимают на заданное расстояние от нее. Непосредственно после установки заданного расстояния измеряют с помощью датчиков 7 и 8 соответственно значения давлений в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и внутри сопла, которые являются опорными. Измеряют в процессе лазерной обработки материала текущие значения давлений в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и внутри сопла с помощью датчиков 7 и 8 соответственно. Изменения величины зазора приводят к изменению величины давления, измеряемого датчиком 7. На величину этого давления влияют также изменения давления в магистрали, измеряемого датчиком 8. Давление в магистрали меняется в связи с принципом работы компрессора, подающего газ в сопло, и в связи с характером работы другого оборудования, подключенного к магистрали. Сигналы с датчиков давления 7 и 8 обрабатываются одноканальными АЦП 9 и 10. Преобразованные величины в цифровом коде фильтруются методом осреднения фильтрами 11 и 12, выполненными в схеме программируемой логической матрицы 13, и преобразуются в соответствующий формат для обработки микропроцессором 14. Далее информация о давлении в цифровом виде поступает в микропроцессор 14 в качестве исходных данных для работы программы по расчету изменения величины расстояния между соплом и обрабатываемой поверхностью. Поддержание зазора неизменным осуществляется с помощью привода 16 узла фокусировки, управляющий сигнал к которому подается с контроллера 15, выполненного в схеме программируемой логической матрицы 13, через драйвер 17. Встроенное программное обеспечение (ПО) микропроцессора 14 управляет двигателем привода узла фокусировки на основании информации, полученной в процессе обработки текущих сигналов с датчиков давления 7 и 8. Программное обеспечение сравнивает эти сигналы с опорными, по изменению давления в сопле корректирует величину опорного давления в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и поддерживает заданное расстояние между соплом и обрабатываемой поверхностью по изменению давления под соплом по сравнению с опорным с учетом его корректировки. Программа оператора, установленная на персональном компьютере 20, позволяет управлять всеми узлами устройства, в том числе позволяет задавать режимы работы и величину расстояния между соплом и обрабатываемой поверхностью. Программа позволяет проводить диагностику работы устройства с выявлением возможного отказа узлов.
Таким образом, способ и устройство по изобретению позволяют точно и оперативно устанавливать заданное расстояние между узлом фокусировки лазерного излучения и обрабатываемой поверхностью и с высокой точностью поддерживать его в процессе работы.
Источники информации
1. Патент РФ №2139783, кл. В23К 26/14 от 30.12.1997.
2. Патент РФ №2205096, кл. В23К 26/14 от 01.10.2001 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДДЕРЖАНИЯ ЗАДАННОГО РАССТОЯНИЯ МЕЖДУ СОПЛОМ И ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2205096C1 |
| КООРДИНАТНОЕ УСТРОЙСТВО | 2000 |
|
RU2173625C1 |
| РУЧНОЕ ГИБОЧНОЕ УСТРОЙСТВО | 2002 |
|
RU2212967C1 |
| РУЧНОЕ ГИБОЧНОЕ УСТРОЙСТВО | 2007 |
|
RU2356671C1 |
| РЕЛЕ ПРОТОКА ЖИДКОСТИ | 2002 |
|
RU2248527C2 |
| СИСТЕМА ОЧЕНЬ УЗКОПОЛОСНОГО ДВУХКАМЕРНОГО ГАЗОРАЗРЯДНОГО ЛАЗЕРА С ВЫСОКОЙ ЧАСТОТОЙ СЛЕДОВАНИЯ ИМПУЛЬСОВ | 2002 |
|
RU2306649C2 |
| ЛАЗЕРНЫЙ ПРОФИЛОМЕТР ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПРОФИЛЯ ПОВЕРХНОСТИ | 2016 |
|
RU2650840C1 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ АВТОМАТИЗИРОВАННОЙ АУТЕНТИФИКАЦИИ ПОЛЬЗОВАТЕЛЯ НА ОСНОВАНИИ ЕГО ПОДПИСИ | 2017 |
|
RU2671305C1 |
| Модель для аэродинамического эксперимента с интегрированным регистратором давления по беспроводному каналу связи | 2022 |
|
RU2783478C1 |
| СИСТЕМА УПРАВЛЕНИЯ СЛЕДЯЩИМ ПРИВОДОМ ВИБРАЦИОННОГО ПРЕССА | 1995 |
|
RU2095249C1 |
Изобретения относятся к лазерной обработке, в частности к способу поддержания заданного расстояния между соплом и обрабатываемой поверхностью и устройству для его осуществления, и может найти применение в различных отраслях машиностроения. Измеряют давление в зазоре между соплом узла фокусировки и обрабатываемой поверхностью и внутри сопла. Корректируют величину опорного давления в зазоре между соплом узла фокусировки и обрабатываемой поверхностью по изменению давления в сопле и поддерживают заданное расстояние между ними по изменению давления под соплом по сравнению с опорным с учетом его корректировки. В устройстве датчик давления радиального потока и датчик давления газа внутри сопла соединены последовательно через АЦП с фильтром, выполненным в схеме программируемой логической матрицы, которая соединена с микропроцессором с подключенным к нему контроллером. Оптический датчик установлен на валу привода узла фокусировки и соединен с микропроцессором через преобразователь импульсов в код, соединенный с контроллером. Микропроцессор соединен с компьютером, на котором установлена программа оператора для управления устройством. Достигается повышение точности установки и поддержание заданного расстояния между соплом и поверхностью детали. 2 н.п. ф-лы, 1 ил.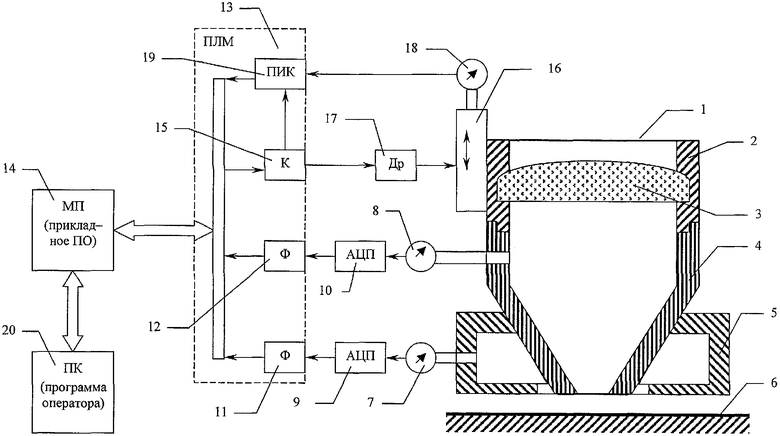
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ РЕЗКИ | 1997 |
|
RU2139783C1 |
| СПОСОБ ПОДДЕРЖАНИЯ ЗАДАННОГО РАССТОЯНИЯ МЕЖДУ СОПЛОМ И ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2205096C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU1787321C |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| M.Jagiella, G.Sporl, A.Topkaya | |||
| Lasermatic II-A new Developed Noncontact Capacitive Clearanco Control System for Laser Cutting Machines | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Congres "Lasers in ingenering", Munich, 1991, p.238-244. | |||

