Изобретение относится к устройствам для изготовления полиэтиленовых соединительных муфт трубопроводов, в частности, для формования соедини- тельных муфт из трубчатых термопластичных заготовок.
Целью изобретения является повышение производительности и улучшение качества изготовления за счет формо- вания муфты с одновременным ее нагревом.
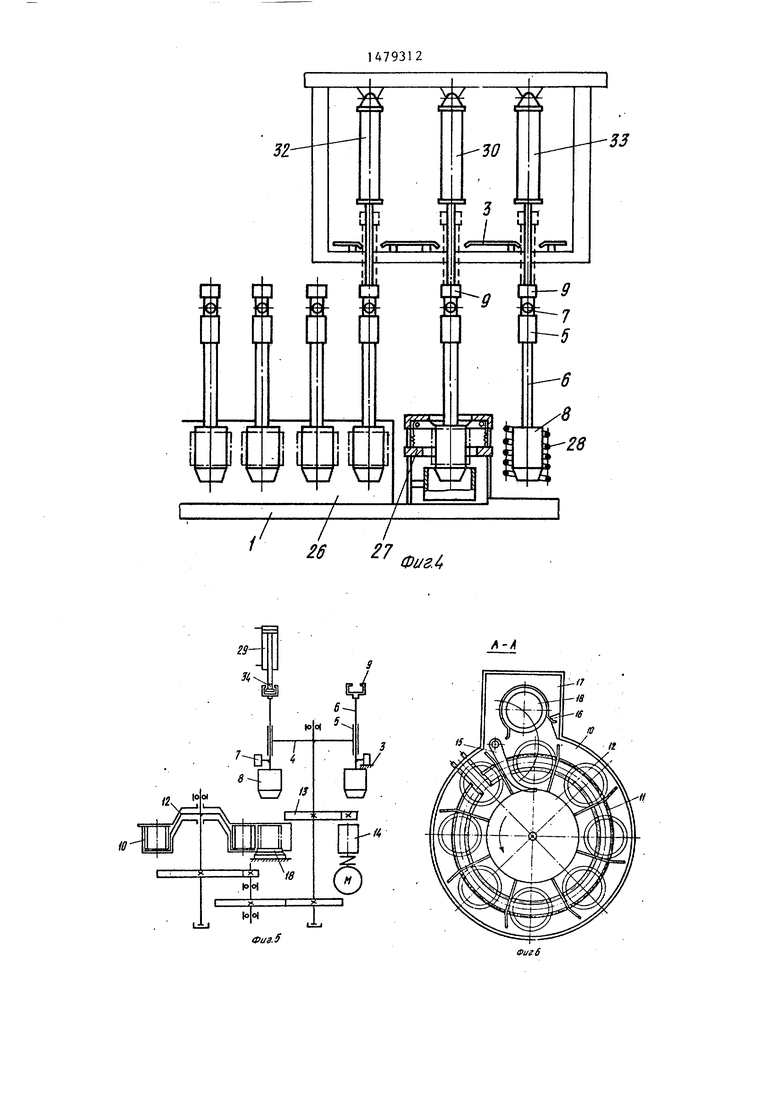
На фиг. 1 изображена установка, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 и фиг. 4 - раз- вернутая схема установки; на фиг. 5 - кинематическая схема привода механизма вращения ротора и механизма перемещения заготовок в ванне нагрева; на фиг. 6 - сечение А-А на фиг. 1; на фиг. 7 - сечение Б-Б на фиг.З; на фиг. 8 - сечение В-В на фиг.7; на фиг.9 - сечение Г-Г на фиг. 7.
Установка для формования соединительных муфт из трубчатых термоплас- тичных заготовок состоит из рамы 1, на которой установлены портал 2 с направляющими 3 и ротор 4 с жестко закрепленными втулками 5. На роторе 4, во втулках 5, размещены штоки 6 с ро- ликами 7, опирающимися на направляющие 3. К нижним концам штоков 6 закреплены дорны 8, а к верхним - ловители 9. На раме 1 установлена ванна 10 для нагрева заготовок с разме- щенным в ней тепловым коллектором 11, поворотным водилом 12, кинематически связанным с механизмом 13 перемещения дорнов 8 приводом 14. На раме -1 также установлены рычаг 15 переноса заготовок в центрирующие захваты 16, шарнирно закрепленные на стенке камеры 17 формования ванны 10 над раздвижной опорой 18, которая установлена на позиции запрессовки дорнов. Раздвижная опора 18 состоит из корпуса 19, секторов 20 и 21, установленных в пазах корпуса 19 с возможностью радиального перемещения и имеющих форму трехгранных призм, контактирующих между собой боковыми гранями. Поверхности секторов 20 и 21, контактирующие с заготовкой, имеют антифрикционные накладки 22 и 23.
Между корпусом 19 и боковыми гранями секторов 21, обращенными к корпусу, установлены пружины 24. На крышке ванны 10 установлен механизм 25 загрузки заготовок. Рядом с ван
Q
0
5 0 ,- 0 г
0
ной 10 на раме 1 установлена водяная ванна 26 для охлаждения дорнов 8 с муфтой. Ванна 26 выполнена в виде открытой сверху емкости без внутренних устройств. Рядом с ванной 26 на раме 1 установлено устройство 27 вы- прессовки дорна 8 из муфты, установлено устройство 28 нагрева дорнов 8. Раздвижная опора 18 камеры 17 формования ванны 10 нагрева заготовок, водяная ванна 26, устройство 27 выпрес- совкк дорнов из муфт, устройство 28 нагрева дорнов расположены под ротором 4 так, что дорны 8 находятся над ними. На портале 2 установлены силовые гидроцилиндры 29 и 30 над позициями запрессовки и выпрессовки дорнов 8, пневмоцилиндры 31 и 32 над ванной 26 охлаждения и пневмоцилиндр 33 над устройством 28 для нагрева дорнов.
Установка для формования соединительных муфт из трубчатых термопластичных заготовок работает следующим образом.
Ванну 10 заполняют глицерином, включают тепловой колллектор 11 и нагревают глицерин до заданной температуры, а ванну 26 заполняют водой. Включают механизм 25 загрузки к загружают первую заготовку в ванну 10, после чего включают привод 14 и водилом 12 перемещают заготовку внутри ванны 10 на один шаг, освобождая загрузочную позицию. Дальнейшая загрузка заготовок осуществляется последовательными включениями механизма 25 загрузки и привода 14 до полного заполнения ванны 10.
Так как ротор 4 и водило 12 имеют общий привод 14, то они совершают синхронное вращательное движение с остановками на технологических позициях на заданное программное время. При вращении ротора 4 дорны 8, установленные на нем, совершают движение по окружности, при этом дорны 8 удерживаются в определенном по вертикали положении (нижнем или верхнем) с помощью опорных роликов 7, перекатывающихся на направляющей 3. При остановках ротора 4 на технологических позициях ловители 9, закрепленные на штоках 6 дорнов 8, входят в зацепление с головками 34, закрепленными на штоках соответствующих гидро- и пнев- моцилиндров, что обеспечивает перемещение дорнов по вертикали.
3147
Так как каждый дорн 8 во время остановок ротора 4 последовательно совершает работу, соответствующую определенной позиции, то при описании работы агрегата представлен рабочий цикл одного дорна.
Пневмоцилиндром 33 опускают дорн 8 в устройство 28 для нагрева дорнов и нагревают его до заданной температуры, после чего пневмоциликдром 33 поднимают дорн 8 в верхнее положение Включают привод 14 и поворотом ротора 4 перемещают нагретый дорн 8 на позицию запрессовки. Одновременно с этим заготовки муфт, находящиеся в ванне 10 нагрева, водилом 12 перемещаются на один шаг, при этом загрузочная позиция освобождается, а пер
вая заготовка поступает к рычагу 15, которым она подается в формовочную
камеру 17 на раздвижную опору 18 и в центрирующие захваты 16. Силовым гидроцилиндром 29 опускают подогретый дорн 8, который входит в отверс- тие заготовки и раздает ее по диаметру. Во время запрессовки дорна заготовка своим нижним торцом опирается на секторы 20 и 21, а дорн 8 в конце своего хода воздействует на секторы 20, которые, контактируя боковыми гранями с секторами 21, совместно перемещаются в радиальном направлении вместе с торцом заготовки, тем самым препятствуя искажению геометрической формы нижнего конца заготовки. Антифрикционное покрытие (22 и 23) секторов 20 и 21 препятствует прилипанию горячей полиэтиленовой заготовки к секторам. По окончании процесса запрессовки гидроцилиндр 23 поднимает дорв 8 в верхнее положение, при этом заготовка, напрессованная на дорн, выносится им из ванны 10, а секторы 20 и 21 опоры 18 под действием пружин 24 возвращаются в исходное положение . Включают привод 14 и поворотом ротора 4 перемещают дорн 8 на позицию слива в ванну 10 вынесенного ими глицерина, при этом дорн 8 по вертикали не перемещается. Через заданное время снова включают привод 14 и перемещают дорн 8 с заготовкой на позицию охлаждения. Пневмоцилиндром 31 опускают дорн 8 с заготовкой в водяную ванну 26, где происходит их ох-
лаждение. Число позиций охлаждения определяется временем, необходимым для охлаждения дорна 8 с заготовкой до 25 - 50°С, при этом прохождение дорном 8 с заготовкой позиций охлаж- дения в ванне 26 происходит без их вертикальных перемещений. По окончании процесса охлаждения пневмоцилинд- ром 32 дорн 8 с заготовкой поднимается из ванны 26, после чего включают привод 14 и перемещают дорн 8 с заготовкой на позицию выпрессовки. Гидроци- линдром 30 опускают дорн 8 в устройство 27 выпрессовки, в котором при движении штока гидроцилиндра 30 вверх дорн 8 выпрессовывается из заготовки, а заготовка, представляющая собой уже
готовую муфту, выгружается за пределы установки. Включают привод 14 и переводят дорн 8 на позицию нагрева, после чего рабочий цикл повторяется.
Формула изобретения
Установка для формования соединительных муфт из трубчатых термопластичных заготовок, содержащая расположенные по ходу технологического процесса устройство для нагрева дорнов, устройство для нагрева заготовок, ванну для охлаждения муфт с дорнами и механизм перемещения дорнов, о-тличающаяся тем, что, с целью повышения производительности и улучшения качества за счет форми- .рования муфты с одновременным ее нагревом, устройство для нагрева заготовок выполнено в виде ванны с камерой формования и снабжено поворотным водилом для перемещения заготовок, кинематически связанным с механизмом перемещения дорнов, центрирующими муфту захватами и раздвижной опорой для муфты, выполненной в виде установленных в корпусе с возможностью радиального перемещения секторов в виде трехгранных призм, контактирующих между собой наклонными гранями, причем сектора, обращенные основаниями к корпусу, подпружинены, поворотное водило для перемещения заготовок размещено в ванне, а центрирующие захваты н раздвижная опора - в камере формования.
Фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1988 |
|
SU1634367A1 |
| СПОСОБ ФОРМОВАНИЯ КОЛЕЦ, В ЧАСТНОСТИ ТЕСТОВЫХ КОЛЕЦ, ИЗ ТЕСТА ИЛИ ДРУГИХ МАСС | 2019 |
|
RU2771325C1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Устройство для изготовления изделий из термопластичных материалов гибкой | 1988 |
|
SU1669747A1 |
| Способ соединения деталей термопластичными заклепками и устройство для его осуществления | 1989 |
|
SU1654009A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Установка для нагрева изделий в электролите | 1983 |
|
SU1263716A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1969 |
|
SU247048A1 |
| Установка для закалки трубчатых заго-TOBOK | 1979 |
|
SU850685A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |


Изобретение относится к устройствам для изготовления соединительных муфт трубопроводов из термопластичных полимерных материалов. Цель изобретения- повышение производительности и улучшение качества за счет формования муфты с одновременным нагревом. Для этого в установке устройство для нагрева заготовок выполнено в виде ванны 10 с камерой формования 17 и снабжено размещенным в ванне 10 поворотным водилом для перемещения заготовок, кинематически связанным с механизмом перемещения дорнов 8. В ванне размещены центрирующие муфту захваты, а в камере формования 17 установлена раздвижная опора 18. Опора 18 выполнена в виде установленных в корпусе с возможностью радиального перемещения секторов, причем сектора, расположенные через один, подпружинены. В процессе формования муфты она находится в жидком теплоносителе и при этом зафиксирована в раздвижной опоре, которая не препятствует ее формованию. 9 ил.
to
26 Фиг. 2
v-v
9Z 9
U
A Ј
9Z i
/ / Г
i%
LJi
-1 f
i
F
s
j
-a
л
20
Фиг
Редактор Т.Парфенова
сриг.9
Составитель И.Фролова
Техред Л.Олийнык Корректор В.Гирняк
U
iff Г
г
20
19
| Технологическая поточная линия производства полиэтиленовых термоусадочных муфт для стыка труб | |||
| Арх | |||
| Автоматически действующее тормозное устройство с подвесным вагонным башмаком | 1928 |
|
SU14109A1 |
| Росгипроводпром | |||
| Ростов-на.Дону, 1986., | |||
