Известно приспособление для клеймения криволинейных поверхностей деталей, содержащее корпус с расположенными в нем пуансонами (по числу клеймовочных знаков) и клеймами, а также гидропластный пакет, установленный в корпусе и передающий рабочее давление от силового устройства на пуансоиы с клеймами.
Однако известное приспособление предназначено для клеймения только наружных поверхностей деталей вращения;
при клеймении различных изделий, даже с тем же диаметром, необходимо производить переналадку приспособления;
при клеймении изделий, отличающихся по диаметру, необходимо иметь несколько наборов клейм различной длины; поскольку хвостовик клейма помещается непосредственно в полость гидропласта, он должен быть выполнен с высокой степенью точности и высоким классом чистоты.
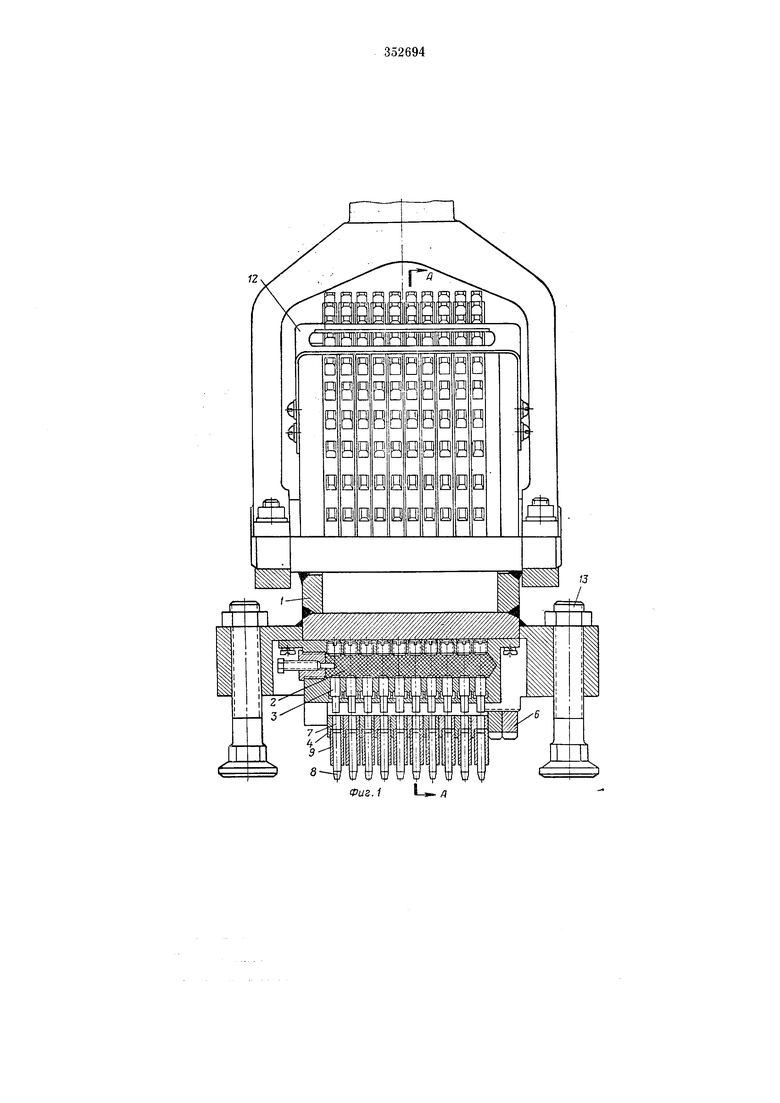
Для обеспечения возможности клеймения нзделий различной формы с различными размерами, оно снабжено установленными концентрично корпусу неподвижными кольцами с выполненными в них отверстиями для прохождения пуансонов и направляющими буртами, несущими смонтированные с возможностью вращения кассеты с набором клейм, а также .за счет того, что в выполненных в кольцах отверстиях установлены промежуточные вкладыши, передающие усилия от сменного гидропластного пакета. На фиг. 1 дан общий вид приспособления с
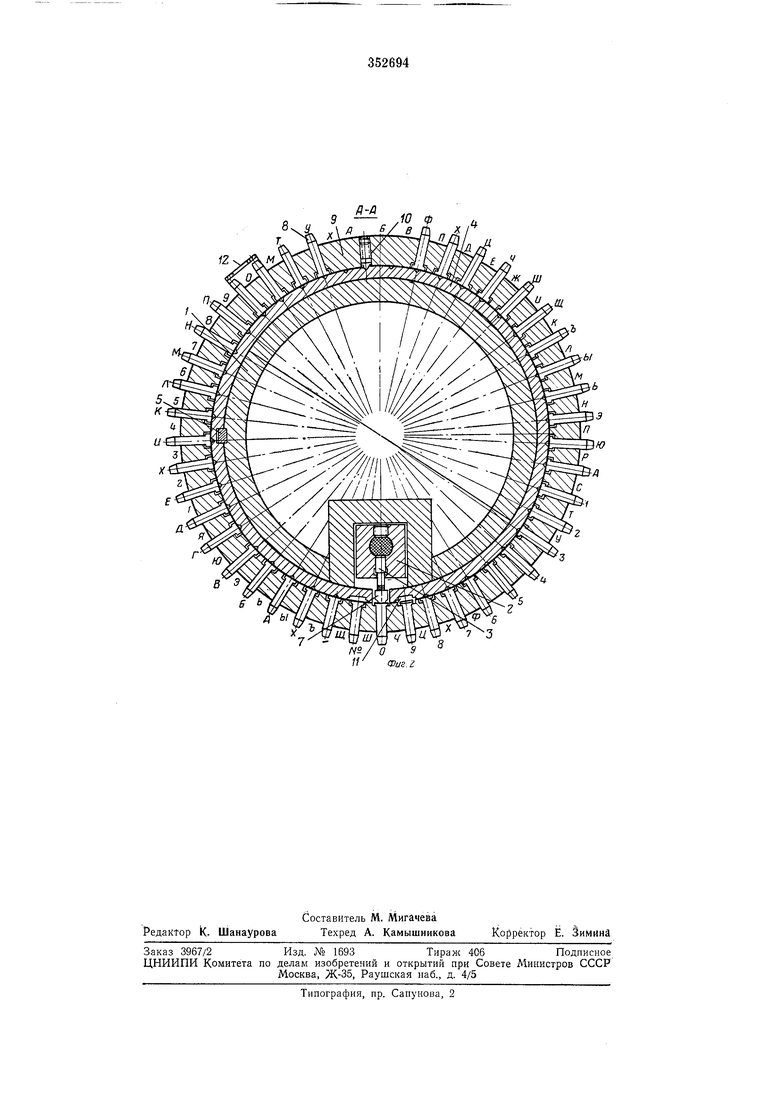
разрезом; на фиг. 2 - продольный разрез головки по .
Универсальная Kvleймoвoчнaя головка состоит из пустотелого сварного корпуса / (фиг. I), в пазу которого вмонтирован сменный гидропластный пакет 2 с плунжерами 3 (по максимальному числу знаков в строке). На корпус одеваются неподвижные кольца 4 (фиг. 1 и 2), которые связаны с ним посредством щпонки 5 (фиг. 2) -и гаек 6 (фиг. 1).
В нижней точке каждого кольца имеется отверстие для размещения промежуточного вкладыша 7 (фиг. 1 и 2), передающего давление от плунжера гидропласта клейму 8 в рабочем положении. Промежуточный элемент
служит для уменьшения износа плунжеров и устранения возможности заедания кассеты, для чего на его нижней поверхности с обеих сторон выполнены уклоны. На каждом неподвижном кольце установлена кассета 9 с
клеймами 8. На наружной поверхности кольца 4 имеются конические углубления для фиксатора W (фиг. 2), установленного в каждой кассете. В нижней части неподвижного кольца по обе стороны от промежуточного вкладыша
седних с находящимся под давлением клеимом при неровной поверхности изделия. Неподвижные кольца выполнены с буртами, образующими направляющие, в которых вращаются кассеты, не задевая одна другую.
Для контроля набранного ряда чисел к корпусу неподвижно крепится рамка 12 со щелью, Направленной под углом зрения рабочего.
На кассетах между клеймами наносятся такие же знаки, какие имеются на клеймах, и располагаются они в таком порядке, чтобы знак между клеймами, расположенный в прорези рамки, соответствовал тому же знаку на клейме, находящемуся в зоне давления. Габарит каждой головки зависит от количества клейм, размещенных в каждой кассете, и от величины щрифта. Для шрифта 5 при 42 знаках ее диаметр будет 320 мм, а при 12 знаках - 150 мм.
Для грубой настройки на глубину клеймения имеются регулировочные винты 13 (фиг. 1), но можно выполнить головку и без винтов, в этом случае глубина клеймения регулируется усилием давления.
Работа устройства осуществляется следующим образом. Непосредственно за клеймами (как на арифмометре) набирается требуемое число, которое контролируется через щель рамки по знакам, нанесенным между клеймами, затем к приспособлению подводится давление от силового устройства (на чертеже не показано) и сообщает ему движение вниз.
При ровной поверхности маркируемой детали все клейма касаются ее и под продолжающимся воздействием силового устройства внедряют плунжера 3 в гидропластный пакет 2, в результате чего объем пакета уменьшается, а давление увеличивается до тех пор, пока не достигнет величины, требуемой для клеймения, т. е. увеличение давления в гидропласте и равномерное распределение его по клеймам происходит за счет внедрения в него своих же плунжеров под воздействием силового устройства.
При неровной поверхности маркируемой детали вначале начнут движение плунжера, расположенные над выступающей частью поверхности, а затем и все остальные. Увеличение и распределение давления в полости гндропласта происходит, как и в описанном случае. Допусти.мая максимальная кривизна маркируемой поверхности зависит от объема гидропласта, диаметров и хода плунжеров и закладывается при разработке конструкции головки.
Предмет изобретения
1.Универсальное приспособление для клеймения изделий, содержащее корпус с расположенными в нем пуансонами по числу клеймовочных знаков и клеймами, а также гидропластный пакет, установленный в пазу корпуса и передающий рабочее давление на пуансоны,
отличающееся тем, что, с целью обеспечения возможности клеймения изделий различной формы с различными размерами, оно снабжено установленными концентрично корпусу неподвижными кольцами с выполненными в них
отверстиями для прохожденрш пуансонов и направляющими буртами, несущими смонтированные с воз.можностью вращения кассеты с набором клейм.
2.Универсальное приспособление по п. 1, отличающееся тем, что, с целью предохранения
от износа пуансонов при повороте кассет и устранения заклинивания, в выполненных в кольцах отверстиях установлены промежуточные вкладыши, передающие усилия от гидропластного пакета, выполненного сменным.
Г2
Фиг.-1
7
/Y° / О S
11 CPUS г
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеймовочная головка | 1973 |
|
SU472719A1 |
| Устройство для клеймения | 1978 |
|
SU753516A1 |
| КЛЕЙМИТЕЛЬ С АВТОМАТИЧЕСКИМ НАБОРОМ КЛЕЙМОВОЧНЫХ ЗНАКОВ | 2003 |
|
RU2236315C1 |
| Устройство для клеймения | 1979 |
|
SU902897A1 |
| Устройство для клеймения изделий | 1977 |
|
SU733767A1 |
| Клеймовочная головка | 1984 |
|
SU1180107A1 |
| УСТРОЙСТВО для МНОГОСТРОЧЕЧНОГО КЛЕЙМЕНИЯ ПРОКАТА | 1973 |
|
SU369957A1 |
| Клеймовочная головка | 1979 |
|
SU804066A1 |
| Установка для клеймения изделий | 1990 |
|
SU1793981A3 |
| Клеймовочная головка | 1974 |
|
SU519244A1 |