(54) УСТРОЙСТВО ДЛЯ МАРКИРОВАНИЯ ПРОКАТНЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркирования прокатных профилей | 1986 |
|
SU1431885A2 |
| Устройство для маркировки прокатных профилей | 1977 |
|
SU634811A1 |
| Устройство для клеймения прокатных профилей | 1980 |
|
SU1053924A1 |
| Устройство для маркирования | 1981 |
|
SU965542A1 |
| Устройство для маркирования | 1983 |
|
SU1117100A2 |
| Устройство для клеймения трубных заготовок | 1974 |
|
SU562339A1 |
| Установка для клеймения изделий | 1990 |
|
SU1793981A3 |
| Устройство для маркирования | 1980 |
|
SU871877A2 |
| Устройство для многострочного маркирования | 1979 |
|
SU895572A1 |
| Устройство для маркирования | 1983 |
|
SU1419784A1 |

I
Изобретение относится к устройствам для обработки металлов давлением и может быть использовано для клеймения прокатных профилей.
По основному авт. св. № 634811 известно устройство для клеймения, содержащее опорную раму, качающуюся траверсу, механизм набора программы маркирования, рейки с клеймами и накатной ролик 1.
Недостатком этого устройства является низкое качество клеймения труб больщого диаметра из-за их неустойчивого крепления на опорных элементах.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что устройство снабжено одним или несколькими дополнительными роликами, установленными в раме, связанными с цилиндром перемещения рабочего ролика, и двумя упорными катками, размещенными на опорной раме симметрично относительно оси маркирования с возможностью регулировочного перемещения, а траверса установлена с возможностью регулировочного перемещения вдоль оси маркирования.
При этом расстояния между геометриче кими осями всех роликов кратны рассто ниям между клеймами.
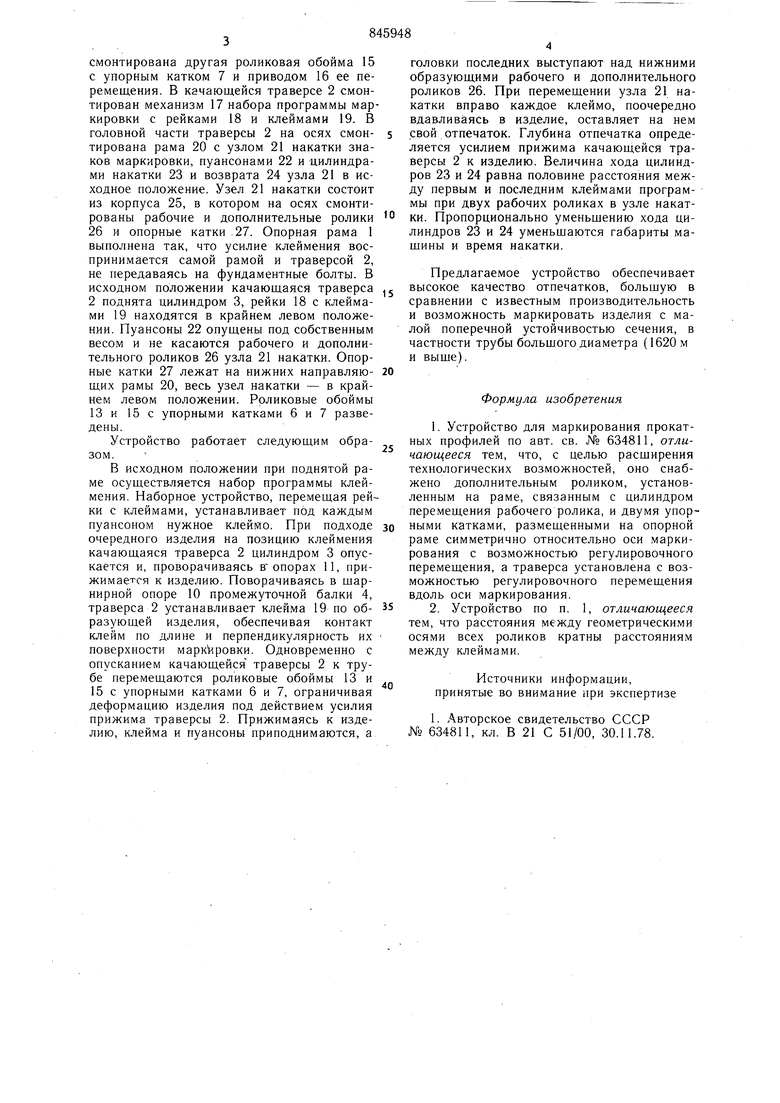
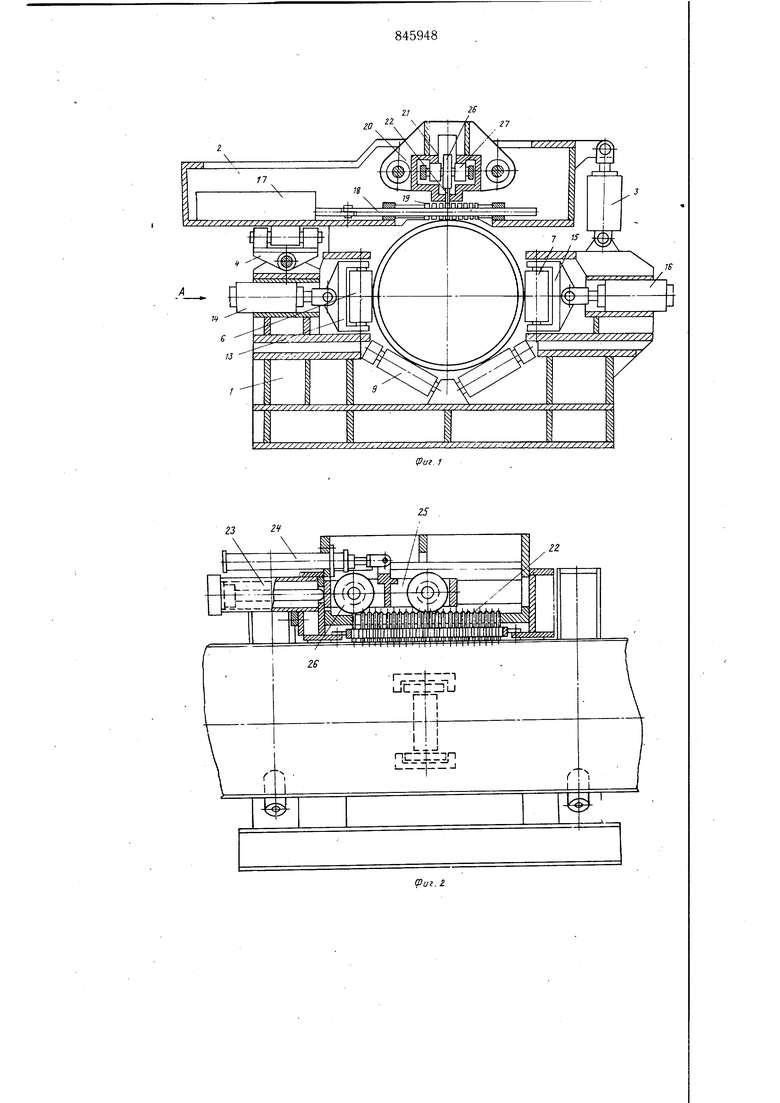
На фиг. 1 показан механизм набора установки клейм, разрез; на фиг. 2 - то ж разрез вдоль линии клеймения; на фиг. 3 -вид А на фиг. 1.
Устройство состоит из опорной рамы качающейся траверсы 2, привода 3 качения траверсы, промежуточной балки 4 с амо тизаторами 5, упорных катков 6 и 7, по, вижной траверсы 8 и опорного профиля Качающаяся траверса 2 установлена на промежуточной балке 4 с возможностью пс ворачивания в щарнирной опоре 10. Прс межуточная балка 4 в свою очередь смо тирована на подвижной траверсе 8 с во; 15 можностью качания в опорах 11. Подви ь ная траверса 8 перемещается в направляв щих стойках 12 опорной рамы 1 и устанас ливается в зависимости от сортамента мар кируемого изделия. В подвижной траверс 8 смонтирована роликовая обой.ма 13 с упор ным катком 6 и приводом 14 перемещени и настройки обоймы. По другую сторон маркируемого изделия на опорной раме смонтирована другая роликовая обойма 15 с упорным катком 7 и приводом 16 ее перемещения. В качающейся траверсе 2 смонтирован механизм 17 набора программы мар кировки с рейками 18 и клеймами 19. В головной части траверсы 2 на осях смонтирована рама 20 с узлом 21 накатки знаков маркировки, пуансонами 22 и цилиндрами накатки 23 и возврата 24 узла 21 в исходное положение. Узел 21 накатки состоит из корпуса 25, в котором на осях смонтированы рабочие и дополнительные ролики 26 и опорные катки 27. Опорная рама 1 выполнена так, что усилие клеймения воспринимается самой рамой и траверсой 2, не передаваясь на фундаментные болты. В исходном положении качающаяся траверса 2 поднята цилиндром 3, рейки 18 с клеймами 19 находятся в крайнем левом положении. Пуансоны 22 опущены под собственным весом и не касаются рабочего и дополнительного роликов 26 узла 21 накатки. Опорные катки 27 лежат на нижних направляющих рамы 20, весь узел накатки - в крайнем левом положении. Роликовые обоймы 13 и 15 с упорными катками 6 и 7 разведены. Устройство работает следующим образом. В исходном положении при поднятой раме осуществляется набор программы клеймения. Наборное устройство, перемещая рейки с клеймами, устанавливает под каждым пуансоном нужное клеймо. При подходе очередного изделия на позицию клеймения качающаяся траверса 2 цилиндром 3 опускается и, проворачиваясь вопорах 11, прижимается к изделию. Поворачиваясь в шарнирной опоре 10 промежуточной балки 4, траверса 2 устанавливает клейма 19 по образующей изделия, обеспечивая контакт клейм по длине и перпендикулярность их поверхности маркировки. Одновременно с опусканием качающейся траверсы 2 к трубе перемещаются роликовые обоймы 13 и 15 с упорными катками 6 и 7, ограничивая деформацию изделия под действием усилия прижима траверсы 2. Прижимаясь к изделию, клейма и пуансоны приподнимаются, а головки последних выступают над нижними образующими рабочего и дополнительного роликов 26. При перемещении узла 21 накатки вправо каждое клеймо, поочередно вдавливаясь в изделие, оставляет на нем свой отпечаток. Глубина отпечатка определяется усилием прижима качающейся траверсы 2 к изделию. Величина хода цилиндров 23 и 24 равна половине расстояния между первым и последним клеймами программы при двух рабочих роликах в узле накатки. Пропорционально уменьщению хода цилиндров 23 и 24 уменьщаются габариты машины и время накатки. Предлагаемое устройство обеспечивает высокое качество отпечатков, большую в сравнении с известным производительность и возможность маркировать изделия с малой поперечной устойчивостью сечения, в частности трубы большого диаметра (1620м и выше). Формула изобретения 1.Устройство для маркирования прокатных профилей по авт. св. jVg 634811, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено дополнительным роликом, установленным на раме, связанным с цилиндром перемещения рабочего ролика, и двумя упорными катками, размещенными на опорной раме симметрично относительно оси маркирования с возможностью регулировочного перемещения, а траверса установлена с возможностью регулировочного перемещения вдоль оси маркирования. 2.Устройство по п. 1, отличающееся тем, что расстояния между геометрическими осями всех роликов кратны расстояниям между клеймами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 634811, кл. В 21 С 51/00, 30.11.78.
S
