Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки для энергетических ядерных реакторов.
Изготовление дистанционирующей решетки тепловыделяющей сборки ядерного реактора включает изготовление шестигранного обода и ячеек, набор поля ячеек для размещения в них тепловыделяющих элементов и закрепление набранного поля ячеек в шестигранном ободе точечной сваркой (см. Б.А.Дементьев. Ядерные энергетические реакторы, 11-е издание, М.: Энергоатомиздат, 1990 г., стр.44).
Известна установка для контактной точечной сварки (см. "Сварочные работы". Под редакцией Г.Гердена: М.: Машиностроение, 1988 г, стр.153, рис.5.13).
Недостатком указанной установки является отсутствие контроля геометрии во время процесса сварки.
Такой контроль используется при сварке ячеек основного поля с ободом (см. Патент Российской федерации RU №2196668 от 15.05.2001 г., опубликован 10.02.2003 г. МКИ 7 В23К 11/10, B25J 9/18), при котором проводят корректировку позиционирования электродов, перемещая электроды параллельно свариваемой плоской поверхности, дважды касаясь электродом свариваемой цилиндрической поверхности ячейки, после чего рассчитывают траекторию движения электродов, проходящую через середину отрезка между точками касания электродом цилиндрической поверхности и перпендикулярно плоскости обода.
Наиболее близким по технической сущности и достигаемому эффекту является роботизированный модуль для контактной точечной сварки (см. Патент Российской федерации RU №2138376 С1 от 13.05.98 г., опубликован 27.09.99 г., МКИ 6 В23К 11/10, В23К 101:02, В25J 9/08) - прототип, содержащий сварочную машину, промышленный робот с установленными на руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством закрепления свариваемой решетки, выполненным в виде многокулачкового патрона с губками, охватывающими периметр решетки.
Недостатками являются сложность конструкции электродов и способа их крепления, небольшой срок их использования, необходимость частых зачисток рабочей поверхности с нарушением поверхностной прочности, для чего предусмотрено зачищающее устройство, узкая специализация модуля сварки, так как не предусмотрена возможность обеспечения точной базировки элементов обода с полем ячеек и их сваривания между собой.
Технической задачей изобретения является упрощение конструкции электродов и способа их крепления, увеличение срока их службы за счет более эффективного использования рабочей поверхности, расширение технических возможностей модуля сварки за счет обеспечения точной базировки элементов обода с полем ячеек.
Эта техническая задача решается тем, что в роботизированном модуле для контактной точечной сварки, содержащем сварочную машину, промышленный робот с установленными на руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством закрепления свариваемой решетки, выполненным в виде многокулачкового патрона с губками, охватывающими периметр решетки, согласно изобретению электроды сварочных клещей имеют сферическую рабочую поверхность и снабжены присоединительным цилиндрическим элементом, расположенным в электрододержателе под углом к перпендикуляру, проведенному к свариваемым поверхностям, многокулачковый патрон оснащен платформой для установки дистанционирующей решетки с обнижениями для базировки элементов обода, а на губках, охватывающих периметр решетки, выполнены пазы для подхода электродов к месту сварки.
Указанная совокупность признаков является новой, не известной из уровня техники, так как выполнение электродов сварочных клещей со сферической рабочей поверхностью с присоединительным цилиндрическим элементом позволяет удерживать электрод при обратном ходе, а поворачивая электрод в отверстии электрододержателя на определенный угол, перемещать пятно контакта рабочей сферической поверхности.
Сущность изобретения поясняется чертежами.
На чертежах представлен роботизированный модуль для контактной точечной сварки:
на Фиг.1 - роботизированный модуль для контактной точечной сварки, общий вид,
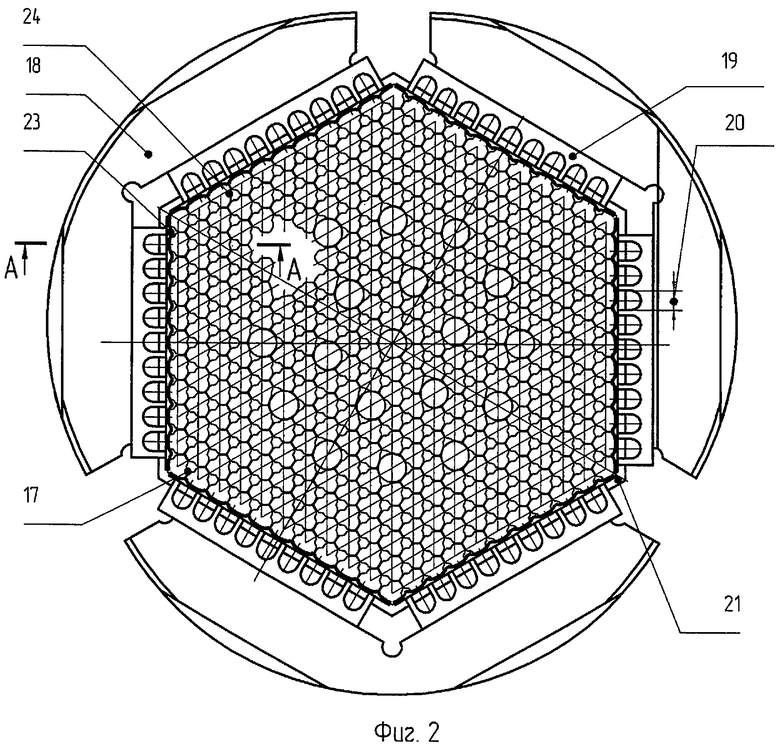
на Фиг.2 - устройство закрепления свариваемой решетки,
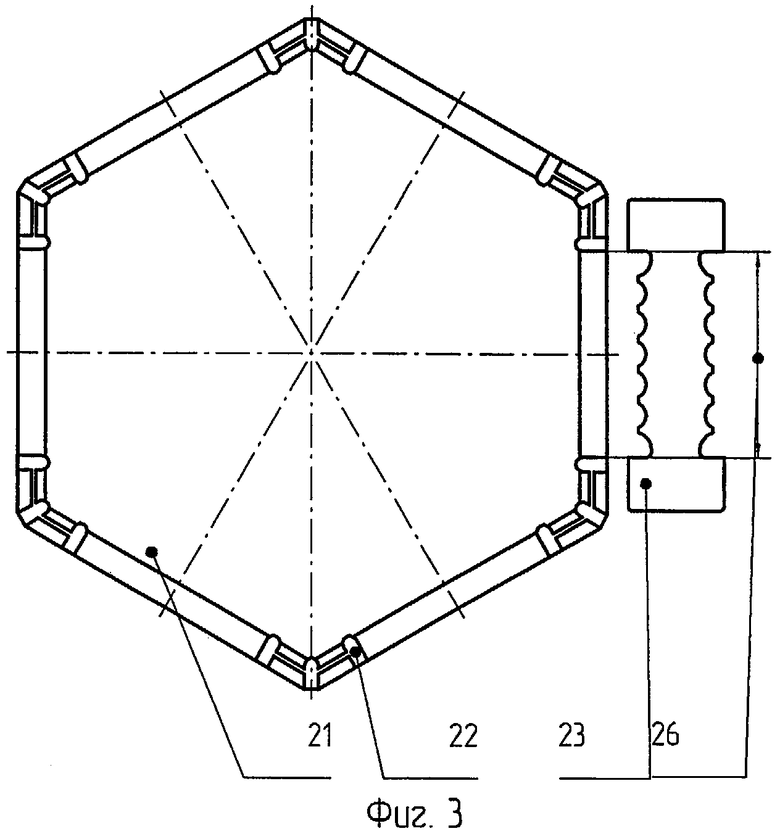
на Фиг.3 - платформа для установки свариваемой решетки,
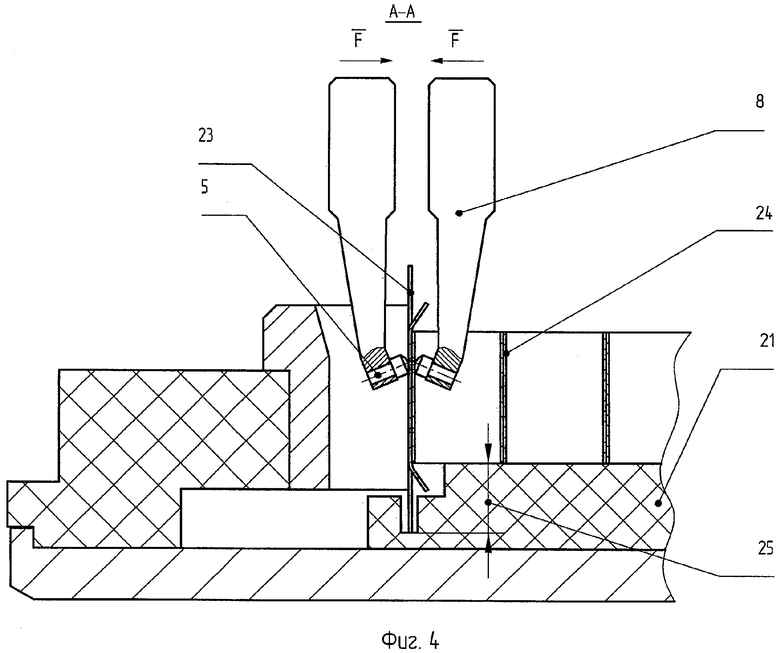
на Фиг.4 - разрез А-А,
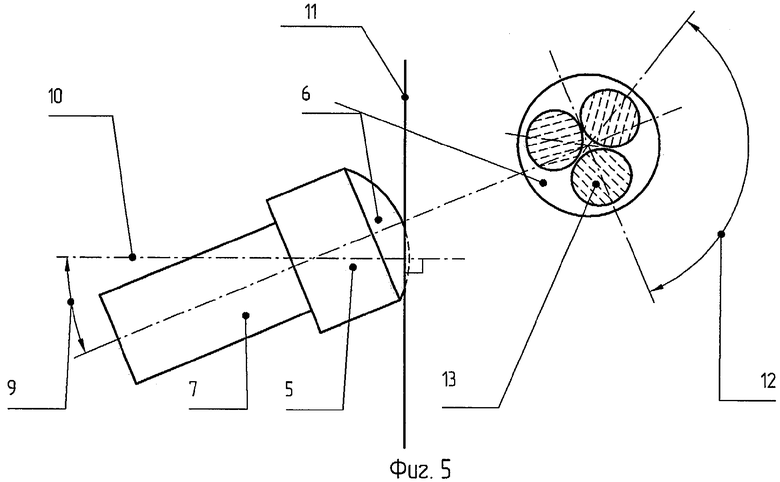
на Фиг.5 - схема смещения пятна контакта в процессе работы.
Роботизированный модуль для контактной точечной сварки включает в себя сварочную машину 1, промышленный робот 2 с установленными на руке 3 сварочными клещами 4 с электродами 5 со сферической рабочей поверхностью 6 и присоединительным цилиндрическим элементом 7, располагаемым в электрододержателе 8 под некоторым углом 9 к перпендикуляру 10, опущенному к свариваемым поверхностям 11, угол 12 поворота электрода 5 в отверстии электрододержателя 8, пятно контакта 13, систему управления 14, стол 15 с размещенным на нем устройством закрепления 16 свариваемой решетки 17, выполненным в виде многокулачкового патрона 18 с губками 19, охватывающими периметр решетки 17, выполненными с пазами 20 для подхода электродов 5 к свариваемым поверхностям 11, оснащенного платформой 21 для установки свариваемой решетки 17 с обнижениями 22 для базировки элементов обода 23 и ячеек 24 по вертикали 25 и горизонтали 26.
Роботизированный модуль для контактной точечной сварки работает следующим образом.
Предварительно набранное поле дистанционирующей решетки 17 устанавливается на платформу 21, губками 19 решетка 17 обжимается, электроды 5 вставляют в электрододержатели 8 и по специальной программе проводится сварка ячеек 24 между собой. Перед приваркой элементов обода 23 к ячейкам 24 между ними проводится базировка. Элементы обода 23 помещаются в обнижения 22 платформы 21 и базируют элементы обода 23 относительно ячеек 24 по вертикали 25 и горизонтали 26. После простановки определенного числа сварных точек электроды 5 разворачивают в отверстии электрододержателя 8 на угол 12, рабочая сферическая поверхность 6 поворачивается, пятно контакта 13 смещается из рабочей зоны в сторону, а со свариваемыми поверхностями 11 при сжатии электродов 5 контактирует неповрежденная часть сферической поверхности 6.
Использование роботизированного модуля для контактной точечной сварки позволяет упростить конструкцию электродов и способа их крепления, увеличить срок их службы, позволяет проводить сварку поля ячеек с ободом с обеспечением точной базировки элементов обода относительно поля ячеек.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2006 |
|
RU2325979C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322709C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| СПОСОБ КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2331500C2 |
Изобретение относится к устройствам контактной точечной сварки для изготовления дистанционирующих решеток тепловыделяющих сборок ядерных реакторов. Роботизированный модуль содержит сварочную машину, промышленный робот с установленными на руке сварочными клещами с электродами, систему управления и стол с размещенным на нем устройством закрепления свариваемой дистанционирующей решетки. Устройство для закрепления свариваемой дистанционирующей решетки выполнено в виде многокулачкового патрона с губками, охватывающими периметр упомянутой решетки. Электроды сварочных клещей имеют сферическую рабочую поверхность и снабжены присоединительным элементом цилиндрической формы. Присоединительный элемент расположен в электрододержателе под углом к перпендикуляру, проведенному к свариваемым поверхностям. Многокулачковый патрон оснащен платформой с выполненными на ней обнижениями. На охватывающих периметр дистанционирующей решетки губках выполнены пазы. Это позволит упростить конструкцию электродов и способ их крепления, увеличить срок их службы. 5 ил.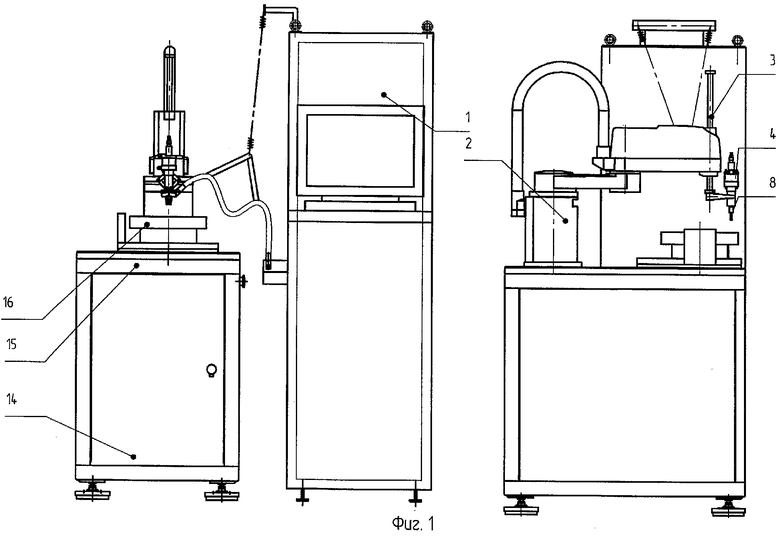
Роботизированный модуль для контактной точечной сварки, содержащий сварочную машину, промышленный робот с установленными на руке сварочными клещами с электродами, систему управления, стол с размещенным на нем устройством закрепления свариваемой дистанционирующей решетки, выполненным в виде многокулачкового патрона с губками, охватывающими периметр упомянутой решетки, отличающийся тем, что электроды сварочных клещей выполнены со сферической рабочей поверхностью и снабжены присоединительным элементом цилиндрической формы, расположенным в электрододержателе под углом к перпендикуляру, направленному к свариваемым поверхностям, многокулачковый патрон оснащен платформой с выполненными на ней обнижениями, а на губках, охватывающих периметр дистанционирующей решетки, выполнены пазы.
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2098249C1 |
| Автоматизированная линия сборки и контактной точечной сварки изделий | 1987 |
|
SU1532239A1 |
| DE 19631038 A, 05.02.1998. | |||

