Предлагаемое изобретение относится к области литейного производства и может быть использовано для литья любых металлов, включая тугоплавкие и химически активные.
В качестве аналога предлагаемого изобретения принят способ литья вжиманием [1], (стр. 411). "...Особенностью процесса является заполнение формы сплошным потоком изменяющегося во времени площадью сечения, превышающей до момента заполнения формы площадь сечения отливки. Второй особенностью является затвердевание отливки в процессе движения металла в форме, а формирование отливки заканчивается при соединении намороженных на стенах подвижной и неподвижной полуформ корочек металла и выжимании излишка металла в промывник. Процесс осуществляют двумя основными способами: поворотом полуформ вокруг неподвижной оси или плоскопараллельным сближением полуформ..."
Наиболее близким техническим решением, в качестве прототипа, является способ литья методом жидкой прокатки [2], (стр.569). "...Применяют для изготовления ленты, полосы, листа из цветных сплавов, припоев и даже чугуна. Процесс осуществляется на установках, по принципу работы напоминающих прокатный стан. Жидкий металл из ковша наливают в приемник, из которого он поступает на поверхность охлаждаемых изнутри водой волков, вращающихся на встречу один другому. Начинает кристаллизоваться металл, который в пластичном состоянии выжимается в зазор между валками". Данные способы позволяют обрабатывать в основном легкоплавкие, не химически активные металлы.
Целью предлагаемого изобретения является повышение эффективности использования и расширение технических возможностей за счет обработки тугоплавких и химически активных металлов, в частности снижение себестоимости выпускаемой продукции за счет меньшего энергопотребления, более короткого технологического цикла получения изделий, более полной переработки сырья, снижения отходов, уменьшения брака, сокращения производственной цепочки при производстве готовых полуфабрикатов или готовых изделий, в том числе и композиционных.
Поставленная цель достигается тем, что известный способ и устройство литья с горячей обработкой металла давлением, включающий приготовление расплава в проплавляемой заготовке и слив его в подвижный штамп или валки, с последующей кристаллизацией металла и обработкой его давлением, отличающийся тем, что прессующая часть штампа выполнена в виде секторов параболической формы, которые объединяют в себе функции штампа и валка, которые одновременно являются приемником расплава, после начала кристаллизации которого, за счет вращательно-поступательного движения секторов, происходит обработка металла давлением, при этом самая верхняя точка сектора совершает только поступательное движение под заготовкой, а каждая нижестоящая точка дополнительно и вращательное перемещение, которое усиливается по мере понижения точек, все точки, образующие профиль сектора, заканчивают свое продвижение к оси прессования на заданном расстоянии. Прессующая часть снабжена специальными датчиками определения сопротивления усилию прессования от кристаллизованного металла, в соответствии с этим изменение сопротивления усилию прессования регулирует скорость перемещения секторов, движение секторов может быть переменно-возвратным.
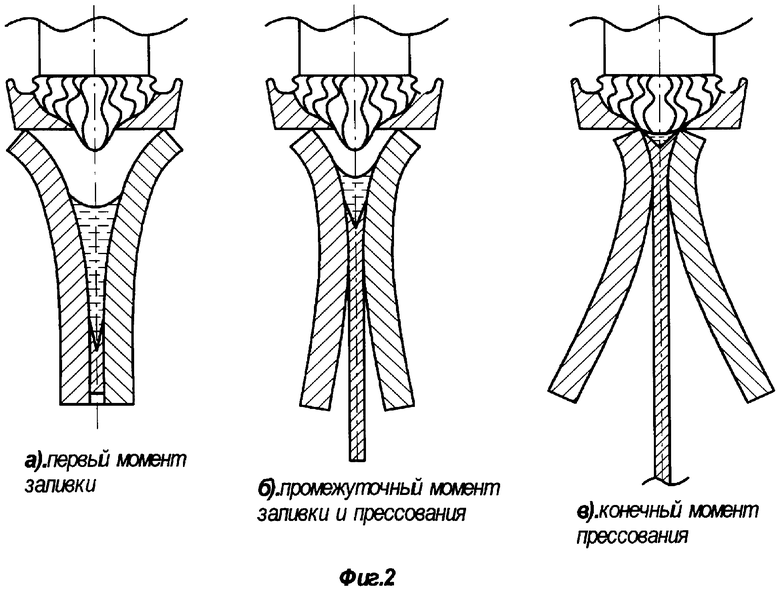
Предложенный способ реализует установка, представленная на фиг.1. Установка включает место приготовления расплава в виде проплавляемой сверху заготовки 8 (расплав может быть приготовлен в тигле), который плавится за счет нагревателя 9 (плазмотрон, расходуемый или нерасходуемый электрод, индуктор, электронный луч и т.п.). Образующаяся ванна сливается в штамп 1-2, выполненный из двух подвижных параболических секторов 1а и 1б, и двух неподвижных ограничителей 2а и 2б. После того, как в штамп поступает первая порция расплава и начинает кристаллизоваться, происходит сжатие подвижных секторов за счет прессующих механизмов 4, каждый из которых снабжен датчиком усилия прессования 11. Система управления установкой работает по величине сопротивления, заданному усилию прессования, что в итоге и определяет скорость перемещения секторов, т.е. при низком сопротивлении усилию прессования скорость замедляется, при высоком скорость перемещения увеличивается. Верхняя точка подвижных секторов перемещается поступательно к центру прессования, а каждая нижестоящая точка сектора совершает одновременно поступательное и вращательное движение. По мере понижения точек вращательное движение усиливается. За счет такого перемещения плоскости секторов на формируемый металлический профиль не оказывается каких-либо значительных тормозящих усилий. Самые нижние точки секторов удерживают между собой заглушку 3, которая по своей ширине соответствует ширине прессуемого профиля изделия. После кристаллизации расплава в нижней части сектора самые нижние точки при движении штампа совершают только вращательное движение вниз и в сторону от оси прессования, каждая вышестоящая точка сектора совершает как вращательное, так и поступательное движение до заданного расстояния, установленного от оси прессования, после чего заканчивается продвижение к оси и данная часть перемещается вниз и в сторону. После того, как сектора сомкнулись вдоль заданной линии на всей своей длине, будет сформирована полностью необходимая заготовка, которая по своей длине значительно будет превосходить общую высоту секторов, поэтому полученная заготовка своей нижней частью размещается в полости 5, специально сделанной для этого шахты 6.
Проплавляемая заготовка 8 устанавливается в корпусе 10, внутренний объем машины секторного прессования имеет инертную среду (вакуум). На Фиг.1 (б, в, г) показаны примерные профили, которые можно получать на машине секторного прессования, а именно круг, овал, плиту, полосу, фасонный профиль, рельсу и т.п. Принципиальная схема работы секторов показана на Фиг.2 (а, б, в). При сливе расплава в полость секторного прессования (Фиг.2 (а)) происходит его остывание и частичная кристаллизация. Наиболее высокая скорость охлаждения и первая кристаллизация протекают в нижней части полости секторов. После протекания кристаллизации в нижней части сектора начинают сжимать формируемый металл, при этом верхняя точка сектора следует только к оси прессования, а нижние - к оси и вниз. За счет такой схемы прессования обеспечивается необходимая деформация в кристаллизующемся металле и уменьшается разрывающая сила, действующая на периферийную часть кристаллизованной корки вдоль сектора, особенно в верхней части. Если бы обжатие происходило за счет прокатки в валках, то движение точек кристаллизованного металла вдоль плоскости валка было бы одинаково, при этом мог бы происходить разрыв кристаллизованной корки металла в наиболее тонком месте, а именно в верхней части валка. Кроме того, вдоль поверхности валка возникало бы достаточно большое сопротивление при прокатке металла, причем если скорость кристаллизации превысила норму, то при прокатке в валках толстого слоя кристаллизованного металла последние могут сломаться или прокатываемый металл может дать трещины. Параболические сектора не имеют данного недостатка, так как в случае превышения нормы кристаллизации металла нижняя часть сектора, обжимающая металл, ориентируясь на показания силовых датчиков 11, прекращает поступательное движение сектора к оси сжатия, производя только вращательное движение. При этом слишком сильно кристаллизованная и остывшая часть металла выходит вниз из-под зоны обжатия секторов, после чего, ориентируясь на силовые показания датчиков 11, сектора доводят свое поступательное движение по горизонтали к оси прессования до заданного размера и восстанавливают заданный профиль прессования.
Если обрабатывать кристаллизующийся металл за счет прямолинейного вжимания, то есть перемещения двух полостей штампа вдоль горизонтальной плоскости, то металл, подобный титану, будучи излишне кристаллизованным, в нижней части формы застопорит движение, если формы достигнут заданного размера сжатия, то нижняя часть металла будет больше продеформирована, чем верхняя. Способ обработки вжиманием металла, где сжатие полуформ происходит за счет поворота вокруг неподвижной оси, имеет те же недостатки, что и вжимание за счет продвижения полуформ вдоль горизонтальной оси. Поэтому предлагаемый способ секторного прессования по сравнению со способом прокатки и вжимания является наиболее перспективным для обработки химически активных металлов. Способ позволяет одновременно принять металл, обеспечить между секторами необходимое формирование кристаллической структуры, начать деформацию кристаллизованного металла снизу вверх, так как и кристаллизация протекает так же снизу вверх. Одновременно с деформацией металла в верхнюю часть секторов может поступать дополнительный металл, который наплавляется в проплавляемом диске за счет продолжения работы нагревателя (Фиг.2 (б)).
Для снижения скорости охлаждения кристаллизующегося металла между секторами последние могут совершать возвратное движение, при этом они отходят от верхней поверхности металла, за счет чего и снижается теплоотвод. Профиль параболы, вдоль которой происходит прессование, изменяется в зависимости от необходимого усилия прессования и скорости охлаждения металла. Как известно, химически активные металлы требуют защитной атмосферы, при этом внутреннее пространство установки не должно быть слишком большим, а следовательно сектора наиболее подходят для этого, в отличие от валков, которые занимают слишком большое пространство. При этом секторное прессование позволяет формировать изделие и перемещать его ниже секторов, как и при прокате (Фиг.2 (б)). Обработка металла способом вжимания не может обеспечить перемещение формируемого изделия помимо своей плоскости прессования, что не экономит внутреннее пространство установки, где необходимо размещать производимое изделие.
В связи с этим предлагаемое изобретение может считаться полезным и эффективным для применения в производстве, снижая себестоимость оборудования и производимой продукции, при этом позволяя получать не только полуфабрикаты, но и готовые изделия повышенной сложности с высоким качеством структуры металла.
В отличие от аналога и прототипа предлагаемое изобретение обеспечивает следующие преимущества:
- подвижный сектор одновременно совмещает в себе свойства прессования и прокатки, что позволяет направленно формировать и обрабатывать давлением кристаллизующийся металл;
- секторное прессование может изменять свою скорость деформации на металл, как по горизонтали, так и по вертикали;
- сформированное давлением изделие свободно выходит из нижней части секторов, при этом трение от инструмента на него снижается за счет специального перемещения и поворота сектора;
- за счет возвратно-поступательного движения секторов снижается тепловая нагрузка на инструмент, выглаживается изделие, снижается усилие прессования-прокатки;
- по величине сопротивления усилию прессования секторов, процесс саморегулирующийся, позволяющий устанавливать необходимую скорость прессования;
- при резкой кристаллизации расплава металла в нижней части формы, то есть при каком-либо нарушении технологического процесса, когда усилия секторов недостаточно, чтобы дожать металл до заданного размера, имеется возможность пропустить данный уширенный участок вниз, при этом в дальнейшем выйти на заданный размер;
- при возвратном движении сектора инструмент дополнительно охлаждает сформированную часть изделия, а не сформированную освобождает от охлаждения, при поступательном движении картина меняется. Поэтому предлагаемое изобретение целесообразно считать полезным для применения в промышленности при получении сложных высококачественных изделий из титана, ниобия, циркония и т.п. металлов.
ЛИТЕРАТУРА
[1]. Галдин Н.М. и др. - Цветное литье. Справочник - М.: Из-во "Машиностроение", 1989 г., стр.411.
[2]. Ефимов В.А. и др. - Специальные способы литья. Справочник - М.: Из-во "Машиностроение", 1991 г., стр.569.
Изобретение относится к обработке металлов давлением непосредственно после непрерывного литья. Расплав металла заливают в деформирующий инструмент, где он кристаллизуется и обрабатывается давлением. Деформирующий инструмент выполнен в виде прессующих секторов параболической формы, совмещающих функции штампа и валка. Обработку металла давлением производят после начала кристаллизации расплава за счет вращательно-поступательного перемещения прессующих секторов таким образом, что верхняя точка каждого из них совершает только возвратно-поступательное движение к оси прессования, а все нижерасположенные точки - дополнительно возвратно-вращательное, увеличивающееся по мере понижения точек. Все точки образуют профиль изделия и заканчивают перемещение к оси прессования на заданном расстоянии, а скорость перемещения прессующих секторов регулируют в зависимости от сопротивления металла усилию прессования. Прессующие сектора снабжены датчиками определения сопротивления металла усилию прессования. Изобретение обеспечивает повышение эффективности использования, расширение технических возможностей и снижение себестоимости. 2 н. и 1 з.п. ф-лы, 2 ил.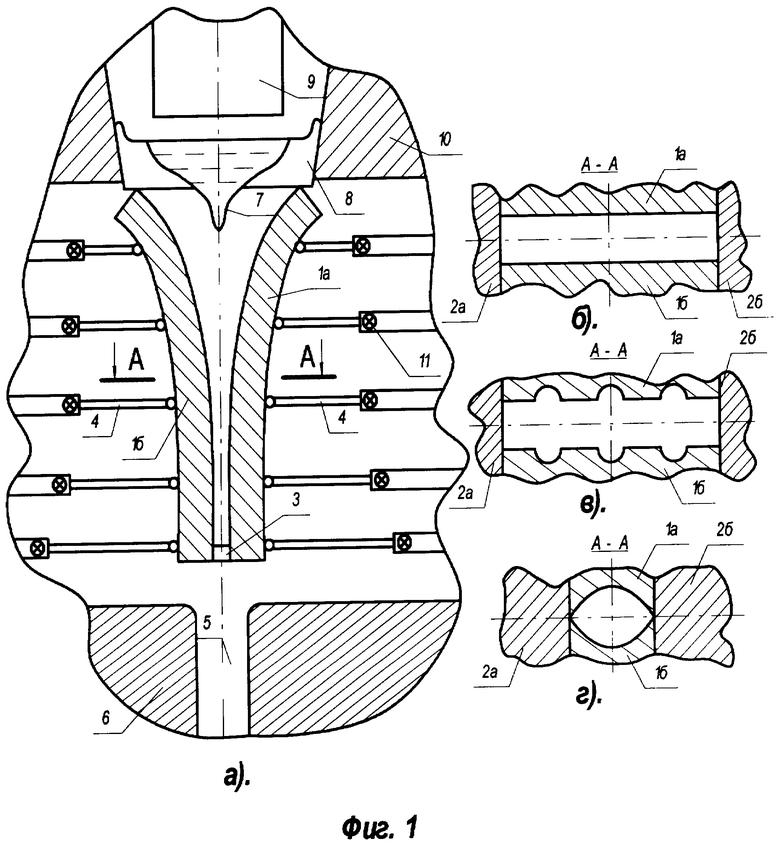
| ЕФИМОВ В.А | |||
| и др | |||
| СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ | |||
| СПРАВОЧНИК | |||
| - М.: МАШИНОСТРОЕНИЕ, 1991, с.569 | |||
| Устройство для непрерывного прессования металлов | 1976 |
|
SU575151A1 |
| Устройство для непрерывного прессования | 1980 |
|
SU935153A1 |
| Устройство для непрерывного прессования металлов | 1988 |
|
SU1632547A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041018C1 |
| РАБОЧИЙ ОРГАН РОТОРНОГО СНЕГООЧИСТИТЕЛЯ | 1993 |
|
RU2089703C1 |

