Изобретение относится к специальной электрометаллургии, а именно к вакуумному дуговому переплаву (ВДП) высокореакционных металлов и сплавов, и может быть использовано в производстве титановых сплавов.
Известен способ вакуумного дугового переплава титановых слитков в печи, содержащей плавильную камеру, электрододержатель, источник тока, системы вакуумирования и охлаждения (Плавка и литье титановых сплавов, Андреев А.Л., Аношкин Н.Ф., Бочвар Г.А. и др. - М., "Металлургия", 1994 г. стр.150-156). Процесс ВДП заключается в переплаве расходуемых электродов на слиток в водоохлаждаемом кристаллизаторе электрической дугой при давлении (0,5-1)·10-2 мм рт.ст. Благодаря направленной кристаллизации, воздействию высоких температур и вакуумной обработке металл, формируемый в рабочей полости плавильной камеры слитка ВДП, отличается низким содержанием неметаллических включений, вредных примесей и газов. Результатом этого являются высокие служебные свойства металла, применяемого для изделий ответственного назначения в различных отраслях промышленности. Процесс цикличный, включающий в себя подготовительные операции (чистку кристаллизатора после предыдущей плавки, загрузку электрода), непосредственно сам процесс плавки, охлаждения и выгрузку полученного слитка. Длительность цикла в активной фазе зависит от объемов печи и марки выплавляемого сплава и определяется технологическими факторами. По продолжительности с ним сопоставим процесс охлаждения. Так, например, при выплавке слитка титанового сплава массой, равной 4т, в изложнице диаметром, равным 770 мм, продолжительность времени активной плавки и времени остывания слитка приблизительно равны и составляет около 4 часов, при общем времени всего цикла плавки - 10 часов. Следует отметить, что после окончания плавки слиток титана имеет неравномерное температурное поле по длине, например в слитке диаметром 770 мм и длиной 4 м, в верхней области слитка температура близка к температуре плавления титана 1670°С и даже превышает ее, в противоположной нижней зоне слитка температура составляет 187°С. При плавке из-за усадки титанового слитка образуется зазор, равный 0,01-0,02 от его диаметра. Вследствие этого нет непосредственного контакта слитка и изложницы, за исключением очень узкой полоски в зоне плавления. При наличии вакуума тепло от слитка к изложнице передается излучением. Обычно слиток выгружают, когда литниковая часть остывает до 400-500°С. Выгрузка при более высокой температуре приводит к окислению поверхности слитка. Выгрузка при более низкой температуре увеличивает время охлаждения и тем самым снижает производительность печи.
Известен способ выплавки титановых слитков (Слитки титановых сплавов, Добаткин В.И. и др., М., Металлургия, 1966 г., стр.51) - прототип, в котором при окончании плавки титанового сплава в ВДП производится подача газообразного рабочего тела (гелия) к слитку с целью ускорения процесса охлаждения и уменьшения, таким образом, времени нахождения слитка в печи. Гелий обладает высокой теплоемкостью и сравнительно низкой теплопроводностью, поэтому при соприкосновении со слитком происходит его нагрев с последующей передачей накопленного тепла стенкам изложницы. Процесс отвода тепла от слитка к изложнице за счет теплопередачи является более интенсивным по сравнению с излучением и сопровождается довольно резким увеличением температуры изложницы.
Недостатком известного способа является то, что увеличение температуры изложницы сопровождается ее деформацией вследствие теплового расширения и градиента температур по толщине изложницы. В том случае, когда деформации, обусловленные тепловым расширением, превышают предельное значение деформации, соответствующее пределу текучести материала изложницы, в ней появляются необратимые остаточные деформации. Наличие остаточных деформаций приводит к отклонению формы изложницы от первоначальной с одновременным уменьшением механических характеристик материала. Последовательное накопление остаточных деформаций по мере увеличения числа плавок сопровождается их приближением к величине критической деформации для материала изложницы. Превышение остаточной деформации критического значения сопровождается образованием микротрещин и их последующим бурным развитием. В результате накопления пластических деформаций резко, от 2 до 3,5 раз, в зависимости от градиента температур, снижается ресурс изложницы.
Задачей изобретения является разработка форсированного способа охлаждения слитка при сохранении стойкости технологического инструмента - изложницы.
Техническим результатом, достигаемым при осуществлении изобретения, является возможность управления процессом теплопередачи от выплавленного слитка к внутренней поверхности изложницы и, как следствие, способ контроля термонапряженного состояния конструкции, не допуская превышения действующих деформаций над величиной критических. Таким образом, интенсивность теплопередачи используется как регулируемый параметр для управления тепловыми напряжениями в изложнице вакуумной дуговой электрической печи.
Указанный технический результат достигается тем, что в способе плавления слитков в вакуумной дуговой печи, включающем загрузку электрода, вакуумирование, процесс плавления слитка, подачу газового рабочего тела в камеру печи, охлаждение слитка в атмосфере рабочего тела и выгрузку слитка, интенсивность охлаждения слитка регулируют интенсивностью теплопередачи от слитка к внутренней поверхности изложницы изменением коэффициента теплопроводности рабочего тела за счет регулирования давления и времени его подачи.
Целесообразно в качестве газового рабочего тела используется гелий. Гелий является инертным газом и обладает высокой теплопроводностью (λ=33.6·10-5 кал/см с град).
К передаче тепла излучением от слитка к изложнице после подачи гелия добавляется передачей тепла посредством теплопередачи, в результате чего моментально возрастает интенсивность теплового потока, передаваемого от слитка ко всей внутренней поверхности изложницы. В тоже время интенсивность отвода тепла посредством охлаждающей воды, находящейся в контакте с наружной поверхностью изложницы, становится недостаточной, что приводит к резкому скачку температур на наружной боковой поверхности изложницы. При этом в отдельных зонах по длине изложницы возможно закипание воды. Процесс кипения сопровождается резким возрастанием коэффициента теплоотдачи от изложницы к воде, что способствует более интенсивному теплоотводу и, как следствие, понижению температуры стенки. Процесс стабилизируется и происходит снижение градиента температур между наружной и внутренней стенками изложницы, заканчивается так называемый переходный процесс.
Интенсивность этого переходного процесса можно регулировать свойствами газовой среды в рабочем пространстве печи, т.к. коэффициент теплопроводности газа зависит как от температуры, так и от его плотности. Поэтому создаваемая среда гелия в рабочем пространстве печи будет иметь конкретный коэффициент теплопроводности, который можно в достаточно широких пределах регулировать изменением этих параметров. Если по конструктивным требованиям и условиям эксплуатации печи не удается обеспечить работу материала в упругой области, то условия охлаждения необходимо выбирать таким образом, чтобы исключить резкие перепады температур по толщине стенки изложницы и тем самым снизить изгибную составляющую в результирующих напряжениях. Регулируя давления газовой среды и время промежутков подачи гелия, добиваются нужной интенсивности теплопередачи от слитка к изложнице.
Пример конкретного выполнения.
Выполнена плавка слитка из титанового сплава массой 4 т на печи ДТВ 8,7-Г10 (диаметр изложницы 770 мм, длиной 4,5 м, рабочий объем 5 м3) в условиях одноразовой подачи гелия. Изложница изготовлена из медного сплава, модуль упругости материала изложницы равен 110 ГПа, коэффициент поперечной деформации 0,3.
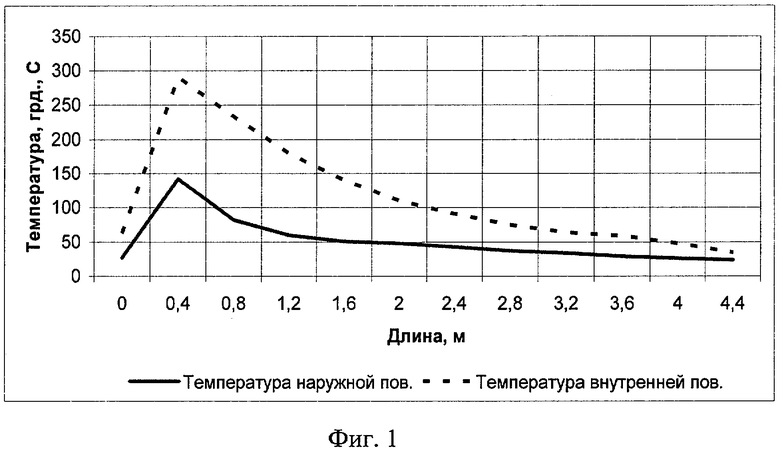
Кривые изменения температур по длине изложницы приведены на фиг.1 (контроль температуры производили на наружной и внутренней поверхности изложницы 30 зачеканеными термопарами). Максимальная температура в изложнице на ее внутренней поверхности составила 290°С, при этом на противоположной поверхности изложницы величина температуры равна 146°С. Сравнение температурных кривых свидетельствует о заметном различии температур, причем наибольшее отличие имеет место в наиболее нагретой области. По мере удаления от этой области разность между температурами на внутренней и наружной поверхности уменьшается. Наблюдается ярко выраженный градиент температур.
Через 3 секунды после подачи гелия максимальная величина температуры на внутренней поверхности составила 250°С, при этом на противоположной поверхности изложницы температура равна 163°С. С течением времени переходного процесса происходит дальнейшее выравнивание температур по толщине изложницы.
Через 6 секунд после подачи гелия на внутренней поверхности изложницы температура максимально нагретой зоны составила 193,5°С, на противоположной поверхности 146°С, разница температур составляет 47,5°С. Спустя еще 3 секунды аналогичные значения температур составляют 169,4°С и 135°С, а их разность равна 34,4°С.
После завершения переходного процесса устанавливается тепловое равновесие между подводимым к изложнице теплом от слитка и отводимым водой, причем разница температур по толщине изложницы не превышает 8,3°С.
На основании полученных данных были проведены прочностные расчеты, которые показали, что максимальная величина эквивалентных напряжений наблюдается в зоне перехода от наиболее нагретой области изложницы к менее нагретой, при этом максимальная величина эквивалентных напряжений составляет 350 МПа. Наибольшее значение напряжений имеет место на внутренней поверхности изложницы, на противоположной стороне эквивалентное напряжение равно 292 МПа. Обозначенный факт свидетельствует о том, что выравнивание температур по толщине изложницы сопровождается образованием пластических деформаций в наиболее нагретой зоне по всей толщине изложницы, что приводит к более ускоренному накоплению критических деформаций. Данные расчеты подтверждены статистическими данными - при одноразовой подаче гелия стойкость изложницы уменьшилась в 2 и более раза.
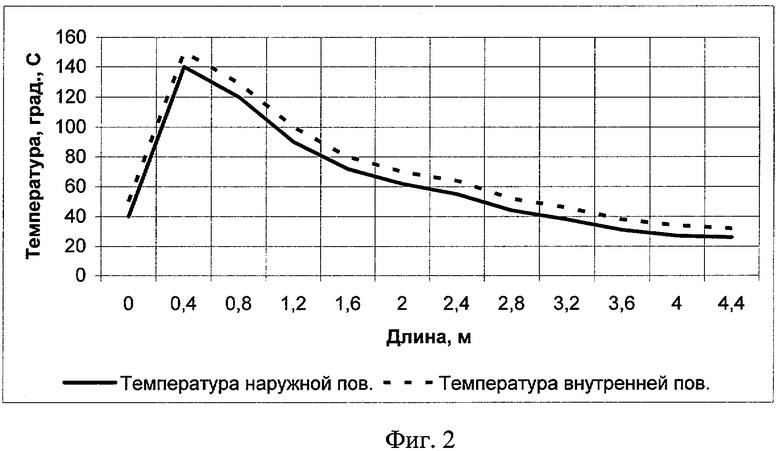
Для оценки влияния порционной подачи гелия на температурное поле изложницы была выполнена плавка на той же печи, во время которой гелий подавался 5 последовательными циклами из промежуточной емкости с интервалом 15 секунд в зазор между слитком и изложницей. Количество порций подаваемого гелия и интервалы его подачи были рассчитаны теоретически, исходя из условий недопущения критической деформации изложницы. При этом подача очередной порции гелия соответствовала окончанию предшествующего переходного процесса. Новая порция гелия приводила к повышению давления гелия в рабочем объеме печи на 4-6 мм рт.ст. Максимальные температуры на внутренней и внешней поверхности изложницы приведены в таблице.
Максимальная величина эквивалентных напряжений изложницы составила в 1 цикле 298 МПа и не превысила напряжений, которые приводят к образованию пластической деформации.
Порционная подача гелия способствует более протяженному во времени процессу теплообмена по сравнению с одноразовой подачей, но не оказывает заметного влияния на температурное поле изложницы после завершения переходного периода.
Регулируя во времени интенсивность охлаждения изложницы посредством изменения физического параметра - коэффициента теплопроводности рабочего тела (газовой среды) в рабочем пространстве вакуумной дуговой печи, позволяет при сохранении стойкости дорогостоящего инструмента - изложницы повысить производительность печи на 15-25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СЛИТКОВ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ | 2012 |
|
RU2486265C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ, СОДЕРЖАЩИХ ТУГОПЛАВКИЕ КОМПОНЕНТЫ | 2001 |
|
RU2184161C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2005 |
|
RU2317343C2 |
| ВАКУУМНАЯ ДУГОВАЯ ПЕЧЬ С ТЕПЛОВЫМ АККУМУЛЯТОРОМ | 2004 |
|
RU2270264C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ ИЗ ТИТАНОВЫХ СПЛАВОВ, ЛЕГИРОВАННЫХ МАРГАНЦЕМ | 2020 |
|
RU2763827C1 |
| СПОСОБ ПЛАВКИ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ НА ИХ ОСНОВЕ | 2012 |
|
RU2630138C2 |
| ПЕЧЬ ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ РЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2426804C1 |
| СПОСОБ ПЛАВКИ И РАФИНИРОВАНИЯ СПЛАВОВ | 2016 |
|
RU2716967C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2002 |
|
RU2217515C1 |
Изобретение относится к специальной электрометаллургии, а именно к вакуумному дуговому переплаву (ВДП) высокореакционных металлов и сплавов, и может быть использовано в производстве титановых сплавов. Интенсивность охлаждения слитка регулируют интенсивностью теплопередачи от слитка к внутренней поверхности изложницы изменением коэффициента теплопроводности рабочего тела путем регулирования давления и времени его подачи. Регулируя во времени интенсивность охлаждения изложницы посредством изменения физического параметра - коэффициента теплопроводности рабочего тела в рабочем пространстве вакуумной дуговой печи, позволяет при сохранении стойкости дорогостоящего инструмента - изложницы повысить производительность печи на 15-25%, при этом контроль термонапряженного состояния конструкции не допускает превышения действующих деформаций над величиной критических. 1 з.п. ф-лы, 2 ил., 1 табл.
| ДОБАТКИН В.И | |||
| и др | |||
| Слитки титановых сплавов | |||
| М., Металлургия, 1966, с.51 | |||
| ВАКУУМНАЯ ДУГОВАЯ ПЕЧЬ С ТЕПЛОВЫМ АККУМУЛЯТОРОМ | 2004 |
|
RU2270264C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ | 0 |
|
SU388188A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ БОЛЬШОГО ДИАМЕТРА ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2002 |
|
RU2272083C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ФОРМУЛЫ RSH ПУТЕМ ГИДРОСУЛЬФУРИЗАЦИИ | 2020 |
|
RU2805660C2 |
| АНДРЕЕВ А.Л | |||
| и др | |||
| Плавка и литье титановых сплавов | |||
| М., Металлургия, 1994, с.150-156. | |||

