Изобретение относится к устройству для транспортировки и охлаждения металлической заготовки, предпочтительно стальной заготовки, в роликовой проводке, предпочтительно в роликовой проводке установки непрерывной разливки, с поддерживающими металлическую заготовку направляющими роликами, укрепленными в раме роликоопор, и с камерой охлаждения, которая выполнена открытой со стороны металлической заготовки и закрытой со стороны опорной конструкции рамы роликоопор, и в которую, по меньшей мере, через одну форсунку вводится хладагент, причем, по меньшей мере, одна группа соседних направляющих роликов, по меньшей мере, частично находится внутри камеры охлаждения.
В процессе получения непрерывно-литой металлической заготовки в установке непрерывной разливки необходимо выходящую из кристаллизатора горячую и, как правило, только частично отвердевшую металлическую заготовку подвергать интенсивному охлаждению в следующей за кристаллизатором зоне роликовой проводки, чтобы за как можно более короткий путь получить полностью отвердевшую металлическую заготовку с оптимальной структурой. Особенно у высокоплавких и тугоплавких металлов и их сплавов, как, например, у сталей, нужно отводить большое количество тепла. Отлитая металлическая заготовка проводится направляющими роликами, которые с возможностью вращения закреплены в раме роликоопор. Одновременно надо следить, чтобы направляющие ролики и опорная конструкция рамы роликоопор как можно меньше подвергались нагрузке теплотой излучения, так как тепловая нагрузка направляющих роликов отрицательно влияет на их срок службы, а деформация роликовой проводки снижает качество отливаемой металлической заготовки.
Из публикаций US 3 946 797 A, RU 2 033 304 C1 и DE-A 27 57 694 уже известно об установке камер охлаждения в зоне направляющих роликов и о введении охлаждающей среды в распыленном виде в эти камеры охлаждения с помощью двухфазных форсунок. Практически равномерно распределенная охлаждающая среда позволяет получить равномерное охлаждение поверхности заготовки путем поглощения энергии излучения, выделяемой отливаемой металлической заготовкой, и дополнительно охладить ролики. Правда, у этого решения имеется тот недостаток, что распылители, расположенные внутри камеры охлаждения, сами испытывают высокую термическую нагрузку теплом излучения и загрязняются откалывающейся от поверхности заготовки окалиной. Это приводит к отказу форсунок, во всяком случае, по меньшей мере, к ухудшению картины распыления и тем самым к неравномерному охлаждению заготовки из-за изменений в выходном отверстии форсунки.
Поэтому задачей настоящего изобретения является избежать описанных недостатков уровня техники и предложить устройство для транспортировки и охлаждения металлической заготовки, в котором в течение длительного срока эксплуатации надежно обеспечивается равномерное введение хладагента в камеру охлаждения вблизи поверхности горячей поверхности металлической заготовки. Еще одна задача изобретения состоит в том, чтобы установить форсунки в месте, легко доступном для монтажных работ и работ по техническому обслуживанию.
Эта задача решается тем, что, по меньшей мере, одна форсунка размещена вне камеры охлаждения, а в стенке камеры охлаждения соответственно положению форсунки расположено сквозное отверстие для поступающего из форсунки хладагента.
По меньшей мере, два направляющих ролика по одну сторону от горячей металлической заготовки, следующие друг за другом в направлении подачи заготовки, образуют группу направляющих роликов, которые имеют общую камеру охлаждения, открытую со стороны охлаждаемой поверхности заготовки для улавливания тепла, выделяемого поверхностью заготовки. Камера охлаждения охватывает пространство, по меньшей мере, между двумя соседними направляющими роликами. Сквозные отверстия в стенке камеры охлаждения расположены так, чтобы обеспечить в камере охлаждения оптимальное равномерное распределение хладагента, вводимого преимущественно в виде распыляемой струи, и тем самым практически равномерное снижение температуры поверхности заготовки.
Сквозное отверстие в стенке камеры охлаждения имеет при этом такой профиль, который соответствует картине распыления форсунки. Если, например, форсунка является плоскоструйным соплом, то сквозное отверстие является щелью, длина которой определяется углом раствора форсунки и расстоянием от нее до камеры охлаждения.
Стенка камеры охлаждения, в частности ее задняя стенка, для ограждения опорной конструкции рамы роликоопор сделана из панелей, которые прикреплены к опорным стенкам или прижимным планкам, специально для этого предусмотренным в раме роликоопор. Закрепление может быть проведено путем завинчивания или, предпочтительно, приваривания к этим опорным стенкам, причем сварной шов проведен с разрывами, чтобы можно было компенсировать удлинение в панелях. Этого достигают, в частности, также и тем, что панели на краях загибают или закручивают.
Одна целесообразная форма исполнения решения согласно изобретению состоит в том, что рама роликоопор образована из нескольких сегментов роликовой проводки, в частности монтируемых по отдельности сегментов, расположенных рядом вдоль проводки и содержащих несколько направляющих роликов, и в том, что стенки камер охлаждения соседних сегментов соединены перемычками. Тем самым создается полностью закрытая и непроницаемая камера охлаждения. Предпочтительно одному сегменту проводки соответствует одна камера охлаждения, за счет чего возможна простая замена сегмента, что означает также и замену камеры охлаждения. Альтернативно возможно также придать одному сегменту несколько камер охлаждения. Установка гибких перемычек между камерами охлаждения смежных сегментов дает возможность регулировать условия охлаждения вдоль всей проводки. Перемычки могут быть сделаны из гибких или механически подвижных конструктивных элементов.
Чтобы достичь также конструктивного изолирования камеры охлаждения на узких сторонах роликовой проводки, на некотором расстоянии от торца направляющих роликов, в частности от торцевых стенок опорных рабочих поверхностей направляющих роликов, которые контактируют с горячей металлической заготовкой, для бокового отграничения стенки камеры охлаждения крепят к опорной конструкции рамы роликоопор или к другим ограничивающим стенкам. Этим можно достичь, в частности, того, чтобы внешние опоры направляющего ролика, опирающегося в нескольких местах, лежали вне камеры охлаждения в месте, защищенном от высоких температур.
В установках непрерывной разливки слябов, вертикальных и криволинейных установках непрерывной разливки, а также в зоне роликовой проводки после выхода заготовки из кристаллизатора рама роликоопор состоит из нескольких сегментов проводки, расположенных вдоль проводки на противоположных сторонах от заготовки и содержащих несколько направляющих роликов, которые в криволинейных установках обычно обозначаются как сегменты внешней и внутренней дуги. Чтобы при таком расположении сегментов сделать возможным расстановку камер охлаждения с перекрытием сегментов, секции стенок камер охлаждения противоположных сегментов соединены перемычками. Эти перемычки могут быть сделаны из гибких или механически подвижных конструктивных элементов. Тем самым опять образуется полностью закрытая и герметичная камера охлаждения.
Уплотняющее соединение смежных сегментов также может быть образовано перемычками, которые состоят из нескольких конструктивных элементов, причем одна группа конструктивных элементов закреплена на камере охлаждения одного сегмента, а другая группа конструктивных элементов - на камере охлаждения смежного сегмента, и смежные конструктивные элементы лишь перекрывают друг друга или прилегают друг к другу.
В целом, состыковкой отдельных камер охлаждения с помощью перемычек может быть достигнуто герметичное изолирование горячей металлической заготовки вдоль роликовой проводки.
Направляющие ролики могут быть выполнены бесприводными как чисто опорные ролики или снабжены приводом вращения, как опорные и лентопротяжные ролики.
Вдоль линии проводки, в ее начале - непосредственно в месте соединения с кристаллизатором или в ее конце - в области перехода к отводящему рольгангу, или вдоль линии обычно горизонтального отводящего рольганга в зоне обработки давлением могут быть закреплены, отдельными парами или группами отдельных пар, обжимные ролики. Этими обжимными роликами отлитая металлическая заготовка с еще жидким ядром или после его отверждения подвергается процессу обработки давлением (мягкое обжатие) или соответственно прокатыванию. Предпочтительное выполнение установки непрерывной разливки с камерой охлаждения согласно изобретению состоит в том, чтобы направляющие ролики и обжимные ролики располагались в роликовой проводке в произвольной последовательности, причем, по меньшей мере, одна группа направляющих роликов и/или обжимных роликов, по меньшей мере, частично находились внутри камеры охлаждения.
Тем самым в плане области применения изобретения роликовая проводка проходит от конца кристаллизатора в установке непрерывной разливки до ее конечной точки, во всяком случае так, как предусмотрено целенаправленным охлаждением опирающейся на направляющие ролики металлической заготовки, включая, возможно, прокатные клети, расположенные в горизонтальной зоне выпуска установки непрерывной разливки, для прямой загрузки отлитых, предпочтительно разрезанных на мерные длины металлических заготовок.
Дальнейшие преимущества и отличительные черты настоящего изобретения явствуют из следующего описания одного примера исполнения, не ограничивающего изобретение, причем имеются ссылки на приложенные фигуры, изображающие следующее:
Фиг.1: схематичное изображение продольного разреза установки непрерывной разливки с роликовой проводкой согласно изобретению,
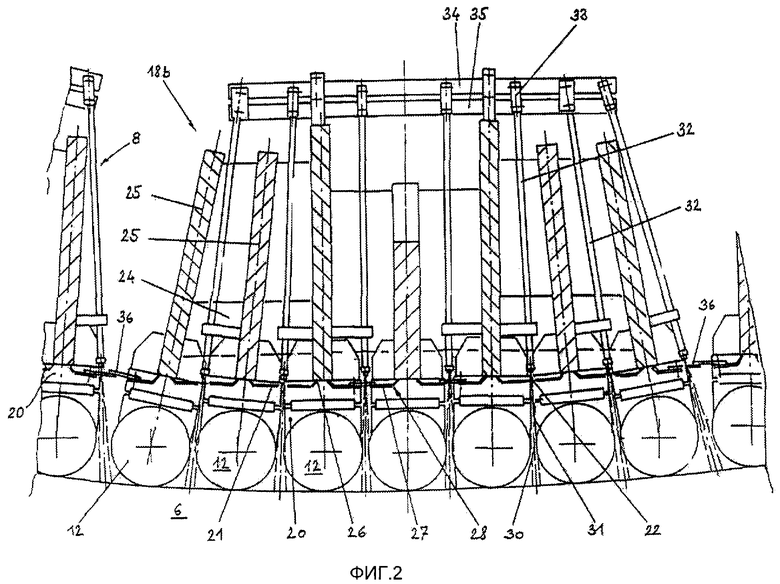
Фиг. 2: продольный разрез сегмента проводки на внутренней дуге с камерой охлаждения согласно изобретению,
Фиг. 3: поперечный разрез камеры охлаждения согласно изобретению в плоскости впрыска форсунок,
Фиг. 4: поперечный разрез камеры охлаждения согласно изобретению в плоскости впрыска форсунок для другой формы выполнения изобретения.
На Фиг. 1 схематически изображена в виде продольного разреза обычная установка непрерывной разливки для получения наматываемой стальной полосы в процессе непрерывного производства с охлаждением заготовки в роликовой проводке. Установка 1 непрерывной разливки состоит, по ходу технологического процесса, из буферного сборника 2, из которого жидкая сталь 3 через погружную литьевую трубу 4 поступает в охлажденный кристаллизатор 5 и отверждается там до металлической заготовки 6 со все еще жидким ядром и выходит из кристаллизатора 5 с профилем, соответствующим его поперечному сечению на выходе. В следующей далее роликовой проводке 7 металлическая заготовка передвигается, опираясь, и охлаждается далее. Металлическая заготовка 6 изгибается в раме 8 роликоопор, проходящей по обе стороны от боковых стенок отлитой металлической заготовки, от практически вертикального направления в практически горизонтальное направление, и затем подвергается последующей обработке любого рода, например уменьшению толщины в одно- или многоклетьевом прокатном стане 9, затем на участке 10 охлаждения охлаждается до температуры сворачивания и на узле 11 намотки сворачивается в рулон. В установку могут быть также встроены печи для обеспечения температурного режима металлической полосы.
Проводка 7 выполнена из отдельно сменяемых индивидуальных компонентов, которые позволяют преобразование отлитой заготовки в сматываемую металлическую полосу. Роликовая проводка 7 состоит, по существу, из направляющих роликов 12, прилегающих к отлитой металлической заготовке 6 или выполненных с возможностью регулирования, которые образуют раму 8 роликоопор и, таким образом, задают маршрут транспортировки металлической заготовки 6. Бесприводные направляющие ролики 13 служат исключительно для проведения и поддержания заготовки на ее пути через установку, оборудованные приводом направляющие ролики 14 несут дополнительно функцию транспортировки и регулируют скорость подачи металлической заготовки. Дополнительно в проводку встроены обжимные ролики 15, которые, например, в гибочной клети или правочной клети 16 влияют на направление подачи металлической заготовки, а в зоне 17 мягкого обжатия снижают толщину металлической заготовки с еще жидким ядром или также в прокатном стане 9 снижают толщину металлической заготовки после ее полного затвердевания. Несколько пар направляющих роликов 12, расположенных друг за другом в направлении движения заготовки, объединены в сегменты 18 роликовой проводки. В соответствии с таким разделением на сегменты каждому сегменту 18а внешней дуги и каждому сегменту 18b внутренней дуги соответствует камера охлаждения 20, которая, в более общем рассмотрении, всегда содержит несколько направляющих роликов 12 и/или обжимных роликов 15, расположенных рядом в направлении движения заготовки. Каждая камера 20 охлаждения открыта к поверхности заготовки и не изображенной на фигуре раме роликоопор и отделена от опорной конструкции рамы роликоопор стенкой 21. В стенке 21 предусмотрены сквозные отверстия 22 для хладагента, который поступает из форсунки 23, расположенной на некотором расстоянии за этим сквозным отверстием. Хладагент вводится в камеру 20 охлаждения в мелко распыленном виде, поглощает основную часть тепла излучения, выделяющегося поверхностью заготовки, и отводит его. Камеры охлаждения имеют, в частности, у сегментов внешней дуги не изображенные отверстия для стока собираемой охлаждающей воды.
На Фиг. 2 изображен сегмент 18b внутренней дуги с семью прилегающими к заготовке 6 направляющими роликами 12, которые установлены на подшипниках в опорной конструкция 24 рамы 8 роликоопор с возможностью вращения. Опорная конструкция 24 включает опорные стенки 25, расположенные напротив направляющих роликов 12, на которые направляющие ролики опираются (Фиг. 3), и к которым крепятся стенки 21 камеры 20 охлаждения, предпочтительно с помощью резьбового или сварного соединения 26. Стенки 21 образованы из панелей 27, которые для восприятия термических нагрузок изогнуты или закручены на краях 28.
Направляющие ролики 12 расположены на небольшом расстоянии друг от друга, причем в зазор 30 между соседними направляющими роликами направлены струи 31 хладагента, поступающие туда через сквозные отверстия 22 в стенке 21 камеры 20 охлаждения. Как показано на Фиг. 3, на некотором расстоянии за сквозным отверстием 22 в плоскости зазора между двумя смежными направляющими роликами 12 расположены две форсунки 23, которые предпочтительно выполнены как прямоструйные форсунки, а хладагент подается в виде распылительного веера как аэрозоль или как тонкодисперсная струя 31 хладагента. Угол α раствора распылительного веера и расстояние a между форсункой 23 и стенкой камеры 20 охлаждения определяют профиль сквозного отверстия (Фиг. 3 и 4).
Изображенные на Фиг. 2 форсунки выполнены как двухфазные стволовые сопла 32, которые насадкой 33 подсоединяются к идущим параллельно линиям питания 34, 35 для хладагента (преимущественно воды) и распылительной среды (преимущественно воздуха). Двухфазное стволовое сопло подобного рода детально описано в выложенном описании к немецкой заявке DE 102 00 662 A1.
Смежные в направлении подачи заготовки камеры 20 охлаждения могут герметично соединяться друг с другом посредством упругой перемычки 36, чтобы получить, по меньшей мере, частичную изолированность поверхности металлической заготовки (Фиг. 2). Перемычки 36 примыкают непосредственно к панелям 27 камеры 20 охлаждения или могут так же, как и сами панели, быть укреплены на смежных опорных стенках 25.
Равным образом, узким стенкам металлической заготовки на некотором расстоянии от торца направляющих роликов 12 соответствуют упругие перемычки 37 или фартуки, которые отделяют камеру 20 охлаждения сбоку (Фиг. 3). Эти перемычки 37 исходят из сегмента 18b внутренней дуги и противоположного сегмента 18а наружной дуги и направлены навстречу друг другу и при необходимости перекрываются. Внешние опоры 38 направляющих роликов 12 находятся при этом вне камеры 20 охлаждения.
Согласно одному варианту исполнения, который изображен на Фиг. 4, стенки 21 камеры 20 охлаждения оканчиваются у рамочной конструкции сегмента 18b внутренней дуги. Стенками 40 создается полностью замкнутое, полностью непроницаемое или упругое соединение между рамочной конструкцией сегмента 18b внутренней дуги и ограничительной стенкой 41 (например, кожухом установки), которая проходит параллельно изогнутой роликовой проводке. Аналогичное, но не изображенное соединение существует между ограничительной стенкой и рамочной конструкцией сегмента внешней дуги.
В смысле изображенного на Фиг. 1 камеры 20 охлаждения согласно изобретению могут также применяться у обжимных роликов 15, которые являются частью обжимной клети 16, 17 или установки 9 проката или отдельного прокатного стана. Комбинация направляющих роликов 12 и обжимных роликов 15 внутри камеры 20 охлаждения также полностью лежит в рамках защиты изобретения.
Изобретение не ограничивается настоящей формой исполнения. Напротив, вполне возможно, чтобы расположение стенок камеры охлаждения, имеющих сквозные отверстия, было таково, чтобы направляющие ролики не полностью находились внутри камеры охлаждения, а чтобы стенки заканчивались на некотором расстоянии от направляющих роликов, то есть располагались в пределах сужающихся зазоров между рабочими поверхностями смежных направляющих роликов.
Также соответствует рамкам защиты настоящего изобретения, если соседние по направлению подачи заготовки камеры охлаждения не соединены друг с другом перемычками, а эти перемычки, выполненные как фартуки, установлены на конце каждой камеры охлаждения напротив поверхности заготовки и заканчиваются как раз перед поверхностью металлической заготовки.
Камера охлаждения включает, по меньшей мере, два смежных направляющих ролика, причем в минимальном варианте камера охлаждения может быть образована противоположными друг другу отрезками рабочей поверхности направляющих роликов и стенкой камеры охлаждения с необходимыми сквозными отверстиями для струй хладагента и, при необходимости, боковыми перекрытиями. Полное изолирование пары смежных направляющих роликов соответствующими перемычками или фартуками также образует камеру охлаждения в смысле изобретения.


Изобретение относится к металлургии, в частности к непрерывной разливке металлов. Устройство содержит роликовую проводку с направляющими роликами, которые закреплены в раме роликоопор, камеру охлаждения, в которую через форсунки вводится хладагент. Камера охлаждения выполнена открытой в направлении металлической заготовки и закрытой в направлении опорной конструкции рамы роликоопор. Группы направляющих роликов расположены внутри камеры охлаждения. Форсунки установлены вне камеры охлаждения, а в стенке камеры охлаждения выполнены сквозные отверстия для поступающего из форсунки хладагента. Обеспечивается повышение срока эксплуатации устройства благодаря исключению перегрева и загрязнения форсунок. 7 з.п. ф-лы, 4 ил.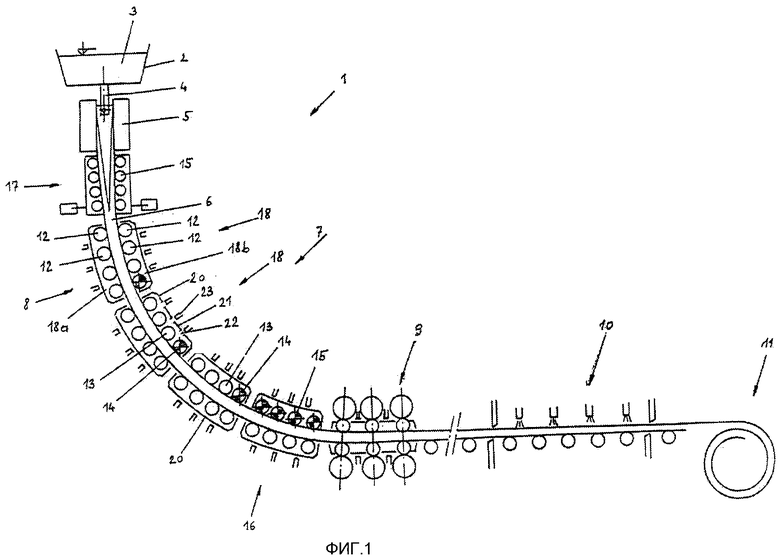
| US 3946797 A, 30.03.1976 | |||
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033304C1 |
| КАПСУЛА, СИСТЕМА И СПОСОБ ПРИГОТОВЛЕНИЯ НАПИТКА | 2017 |
|
RU2757694C2 |
| Устройство для вторичного охлаждения слитков на установках непрерывной разливки стали | 1959 |
|
SU129303A1 |

