Изобретение относится к способам обработки янтаря и получения крупноформатных изделий.
Целью изобретения является повышение коэффициента использования янтаря без применения каких-либо синтетических или натуральных примесей. В качестве исходного сырья используется природный янтарь различных размеров и форм: крупные куски янтаря, янтарная галька, осколки янтаря, бракованные янтарные изделия, предварительно отмытые и ошкурованные.
Таким образом, повышается коэффициент использования янтаря за счет переработки дешевого янтарного сырья и отходов производства янтарных изделий.
Известен способ обработки янтаря (Патент РФ №2173258, МКИ 7 В28D 5/00), при котором янтарное сырье загружают в рабочую камеру, которую герметизируют, сырье разогревают, выдерживают и охлаждают естественным путем, при этом сжатие, фильтрацию и удаление продуктов термической деструкции осуществляют путем вакуумирования рабочей камеры на протяжении всего технологического цикла.
При этом прессование сырья осуществляется за счет втягивания эластичной оболочки.
Недостатком приведенного выше способа является невозможность использования для получения изделий сложных объемных форм.
Способ изготовления декоративных изделий из природного янтаря (патент РФ №2240925, МКИ 7 В44В 5/06), заключающийся в том, что прессование нагретого исходного сырья в вакуумированной пресс-форме осуществляют с одновременным сбрасыванием давления и прекращением вакуумирования с предварительным нагреванием сырья и пресс-формы, а также загрузкой меньшего или большего количества сырья по сравнению с требуемым фиксированным объемом формы матрицы, представляется не работоспособным, т.к. не позволяет получать изделия прочные и качественные, а в основной своей части (нагрев сырья и пресс-формы) повторяет патент РФ №2191704, МКИ 7 В44С 5/06, «Способ изготовления крупноформатных изделий из мелкой фракции природного янтаря», который является наиболее близким к предлагаемому способу. Он предусматривает отбор кусочков янтаря с определенной крупностью фракций, определенной формы и цвета, нагрев сырья до температуры не выше 140°С и прессование при плавном повышении давления от 0 до 100 атмосфер с удерживанием усилия в течение заданного промежутка времени, охлаждение естественным путем с последующей шлифовкой и полировкой готового изделия. Однако этот способ осуществляют после строгого отбора янтарного сырья по цвету, форме и размерам.
Предлагаемый способ позволяет получать крупноформатные изделия из янтаря сложной объемной формы путем взаимной поверхностной диффузии кусочков янтаря методом сдавливания (прессования) в специальной пресс-форме с последующей ручной доработкой (шлифовка, полировка). При этом можно использовать сырье различных форм и размеров, главное, чтобы отсутствовали посторонние включения (песок, земля и т.п.).
Для получения качественных изделий очень важен точный равномерный прогрев сырья во время процесса прессования. С этой целью применяют пресс-форму специальной конструкции, а для точной выдержки температуры - электронную термопару.
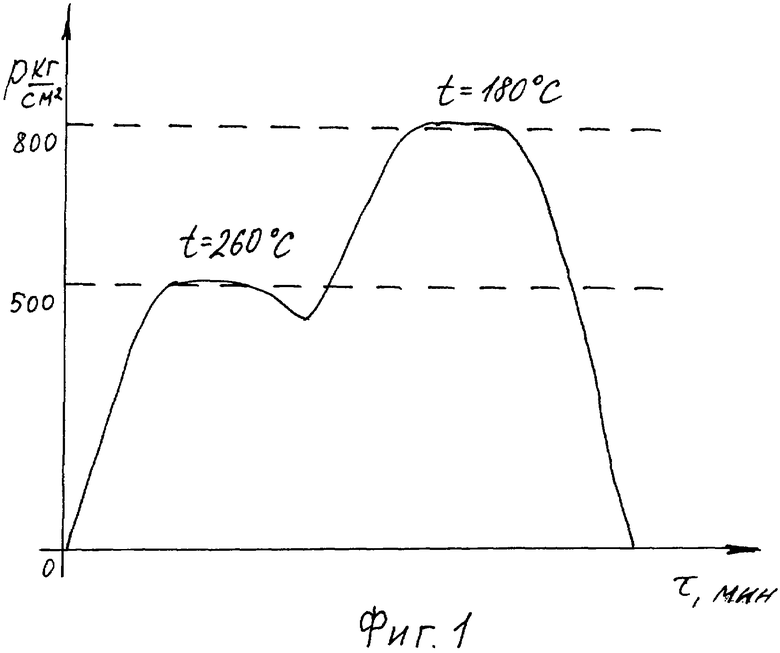
В зависимости от формы изделия, его геометрии, рассчитывают «рабочий ход» пуансона, температуру нагрева пресс-формы. Режим подачи давления также подбирается для каждого конкретного изделия и проводится в несколько этапов. Определяющим для качества изделия является первый этап подачи давления от 0 до момента формирования геометрии изделия внутри матрицы, т.е. примерно до 500 кг/см2. Все последующие корректировки давления имеют целью сохранение воздействия давления. Такое «допрессовывание» янтаря необходимо, т.к. янтарь при охлаждении уменьшается в объеме, давление падает, а изделие может потерять форму. В то же время, чрезмерное «передавливание» приведет к образованию чрезмерного внутреннего напряжения, которое проявляется в повышенной хрупкости изделия при его дальнейшей обработке.
«Недодавливание» приведет к сохранению воздуха в пресс-форме и структуре, что является браком, поэтому важен расчет величин давления и температуры разогрева изделия каждой формы.
При загрузке сырья, в зависимости от формы и величины требуемого изделия, можно применять несколько вариантов технологических операций.
1 вариант. Нагрев сырья в матрице вместе с пресс-формой без доступа воздуха. Холодное сырье загружают в холодную пресс-форму, затем происходит нагрев вакуумированной пресс-формы, а следовательно, и сырья в муфельной печи. При этом пуансон может быть в рабочем объеме пресс-формы или нагреваться отдельно, а затем осуществлять прессование.
2 вариант. Холодное сырье загружают в предварительно прогретую матрицу (форму) до 30-60°С, которая закрывается, для предотвращения доступа воздуха и помещается в муфельную печь для дальнейшего прогрева до рабочих температур. Давление при этом отсутствует (Пуансон в параллели).
3 вариант. Янтарное сырье нагревают с перемешиванием для равномерного прогрева и контроля цвета. В нужный момент разогретый янтарь загружают в матрицу и запрессовывают.
В каждом варианте охлаждение изделия происходит в запрессованном состоянии. При этом для ускорения процесса остывания может применяться дополнительное воздушное или водяное охлаждение. Однако охлаждение не должно быть слишком интенсивным, т.к. это может привести к хрупкости изделия.
На фиг.3 представлен один из возможных вариантов устройства для реализации заявленного способа.
Пресс-форма состоит из направляющей 1, матрицы 2 с отверстиями для отвода воздуха и продуктов деструкции янтаря 6, при этом конфигурация внутренней стенки матрицы определяет форму наружной поверхности изделия, пуансона 3, наружная поверхность которого выполнена по форме наружной поверхности изготавливаемого изделия. В нижней части матрицы 2 предусмотрена цилиндрическая донная вставка 4 обратного хода. В целях предохранения рабочей поверхности пуансона от повреждений (вмятин, сколов) в верхней части рабочей поверхности направляющей монтируется кольцо 5 из мягкого металла (например, алюминия). При этом конструкция пресс-формы, в зависимости от дизайна изделия и его геометрической формы, а также с целью более удобного извлечения изделия из матрицы, может быть разборно-выпрессовочной, разборно-выколачивающейся или комбинированной.
Пресс-форма изготавливается токарно-фрезерным способом из металла, определенной марки, который при закалке до 55 единиц и в процессе последующего нагревания в производстве не должен «отпускаться». При этом рабочая поверхность матрицы отполирована и хромирована, кроме того, может быть покрыта гелем (например, силиконовой смазкой для пресс-форм при термообработке ТУ 2389-016-455-11-510-99).
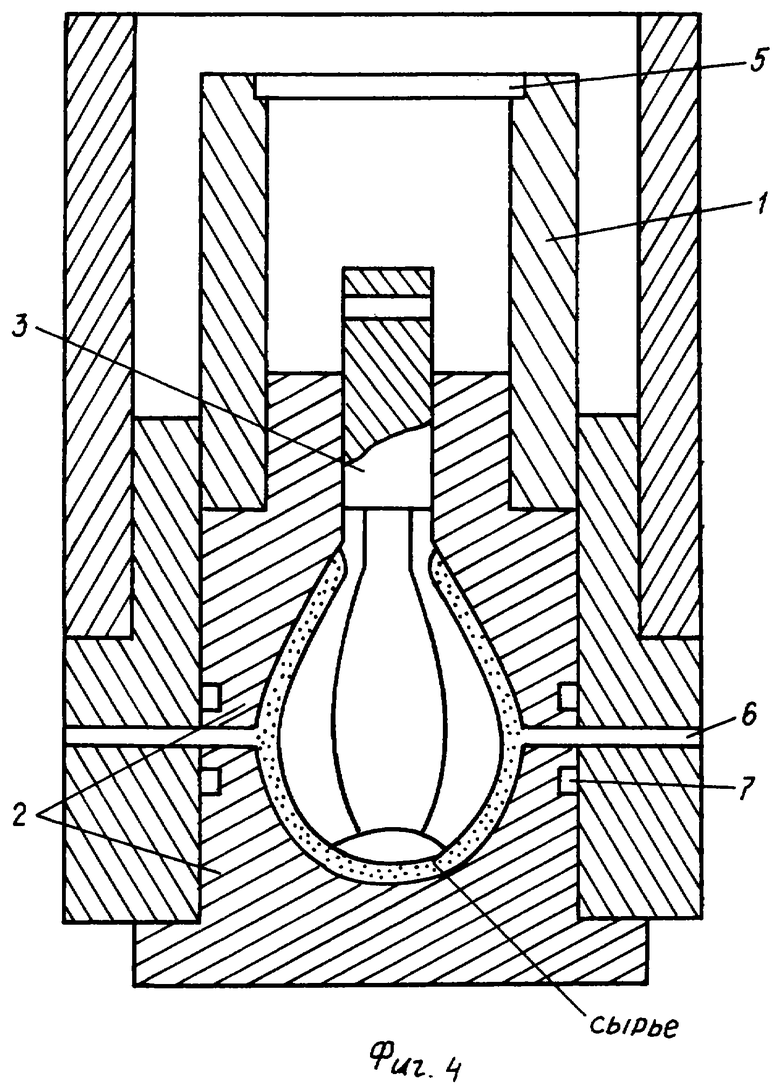
Во всех вариантах производят отвод воздуха и продуктов деструкции янтаря из матрицы через имеющиеся в ней отверстия 6, кроме того, на матрице выполнена проточка 7 (фиг.4). Такая проточка 7 может находиться и на пуансоне 3 (фиг.3). Назначение проточки - накопление избытка перерабатываемого сырья, этим преграждается путь в нерабочую зону направляющей. Наличие проточки значительно облегчает выемку готового изделия, исключает брак изделия и снижает износ пресс-формы.
Способ изготовления крупноформатных изделий из природного янтаря согласно изобретению осуществляют следующим образом. Отмеряют необходимое количество очищенного от окислов и примесей исходного сырья путем взвешивания на весах. Части герметичной пресс-формы: пуансон, направляющую с матрицей, накрытую «терморубашкой» (не показана) помещают в муфельную печь и разогревают до температуры 260-300°С. «Терморубашка» используется для равномерного разогрева матрицы и представляет собой металлический цилиндр такой высоты и диаметра, которые были бы достаточны для накрывания матрицы пресс-формы. После разогрева пресс-форму вынимают из печи, убирают «терморубашку», засыпают сырье в матрицу, устанавливают пуансон и ставят пресс-форму в пресс, где подвергают воздействию давления. Прессование можно осуществлять гидравлическим прессом с ручным приводом для плавной подачи давления. Первоначально подают давление от 0 до ˜500 кг/см2. Это давление фиксируют, одновременно охлаждая пресс-форму (с помощью естественного или принудительного охлаждения). Одновременно измеряют температуру матрицы с помощью термопары. При охлаждении матрицы до температуры 180°С подают второй этап давления величиной 800 кг/см2. Кусочки янтаря разогреваются, приобретают пластичность и образуют изделие, заданное пресс-формой путем взаимной поверхностной диффузии. При разогревании янтарная масса увеличивается в объеме и заполняет собой весь формообразующий объем матрицы, а излишки янтарного сырья удаляются через предусмотренные для этого отверстия 6 в матрице 2. Кроме того, избыточное сырье собирается в проточке 7, выполненной на матрице или на пуансоне по диаметру или по периметру в зависимости от их формы.
Процесс поэтапной подачи давления можно пояснить фиг.1.
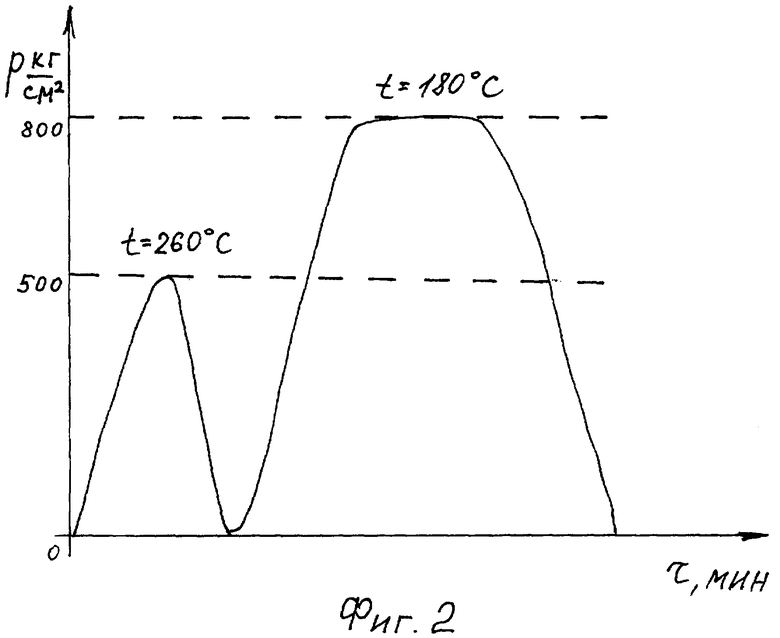
С целью получения изделий с прозрачной структурой после первого этапа давления, его сбрасывают до нуля (при этом добиваются снятия внутреннего напряжения в сформированном сырье) и производят следующий этап прессования в соответствии с температурой матрицы.
Этот процесс можно пояснить фиг.2.
При охлаждении пресс-формы до 80°С снимают давление, разбирают пресс-форму и вынимают изделие.
Для изготовления требуемых форм изделий применяют пресс-формы различной конструкции.
На фиг.3 представлена пресс-форма, позволяющая проводить прессование методом прямой выпрессовки. В этом случае, после прессования извлекают пуансон 3, выдавливают донную вставку 4, которая выталкивает готовое изделие. Матрица при этом цельная.
На фиг.4 изображена пресс-форма с разборной матрицей и разборным пуансоном. Она состоит из направляющей 1 с защитным кольцом 5, матрицы 2, состоящей из двух частей с выполненными на ней отверстиями 6 для удаления продуктов деструкции янтаря и проточкой 7, пуансона 3 состоящего из стержня и «лепестков». Матрица выполнена разборной для облегчения выемки готового изделия после процесса прессования, а разборный пуансон позволяет выполнять изделия со сложной внутренней формой (например, коньячный бокал). Только разборная конструкция пуансона позволяет извлечь его из готового изделия, т.к. его «горлышко» уже нижней поверхности, сформированной пуансоном.
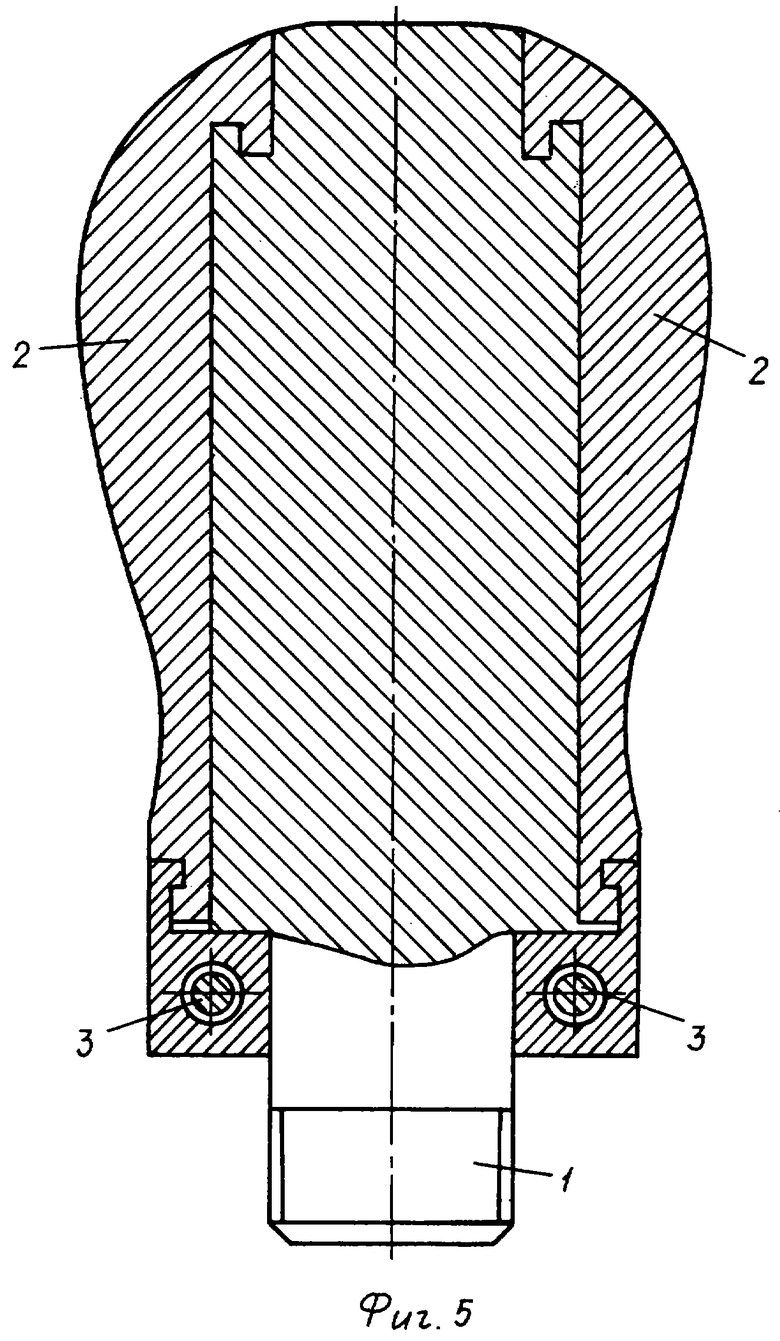
На фиг.5 представлен разборный пуансон, состоящий из стержня 1, «лепестков» 2, скрепленных между собой пазами типа «ласточкин хвост» и винтами 3.
После процесса прессования и остывания изделия пресс-форму разбирают, освобождая готовое изделие с пуансоном. Затем отвинчивают винты 3, извлекают стержень 1, после чего отделяют «лепестки» 2, которые по одному удаляют из изделия.
Таким образом, применение поэтапного прессования при одновременном охлаждении пресс-формы позволяет получать качественные изделия из янтаря любой фракции, без применения искусственных или натуральных добавок, а разборная конструкция пуансона обеспечивает возможность изготовления изделий сложной формы. При этом не требуется предварительного измельчения янтаря до порошкового состояния, благодаря чему сохраняется его структура, а следовательно, физические и эстетические свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОФОРМАТНЫХ ИЗДЕЛИЙ ИЗ МЕЛКОЙ ФРАКЦИИ ПРИРОДНОГО ЯНТАРЯ | 2001 |
|
RU2191704C2 |
| СПОСОБ ОБРАБОТКИ ЯНТАРЯ | 2011 |
|
RU2481960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ ИЗ ПРИРОДНОГО ЯНТАРЯ | 2003 |
|
RU2240925C1 |
| СПОСОБ ДЕКОРИРОВАНИЯ ИЗДЕЛИЙ ИЗ ЯНТАРЯ ЭМАЛЬЮ | 2006 |
|
RU2314934C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2179511C1 |
| СПОСОБ ОБРАБОТКИ НАТУРАЛЬНОГО ЯНТАРЯ | 2000 |
|
RU2179510C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2190537C2 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ КАРБИДА И НИТРИДА КРЕМНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ | 2012 |
|
RU2511415C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ И ТЕХНИЧЕСКИХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ НАПОЛНИТЕЛЯ-ЯНТАРЯ | 2000 |
|
RU2181670C2 |
| СПОСОБ ОБРАБОТКИ ЯНТАРЯ | 2000 |
|
RU2200093C2 |
Изобретение относится к области изготовления изделий из янтаря. Способ изготовления крупноформатных изделий из природного янтаря включает загрузку очищенного от окислов и примесей исходного сырья в матрицу герметичной пресс-формы, нагрев и прессование с последующим охлаждением, шлифовкой и полированием полученного изделия. Пресс-форму нагревают до температуры 260-300°С. Прессование осуществляют в несколько этапов. На первом этапе подают давление величиной до 500 кг/см2 и с последующей фиксацией давления с одновременным охлаждением пресс-формы. При охлаждении матрицы до 180°С осуществляют подачу давления величиной 800 кг/см2, с обеспечением взаимной поверхностной диффузии кусочков янтаря. Изобретение позволяет получать высококачественные изделия с сохранением структуры янтаря и его физических свойств. 3 з.п. ф-лы, 5 ил.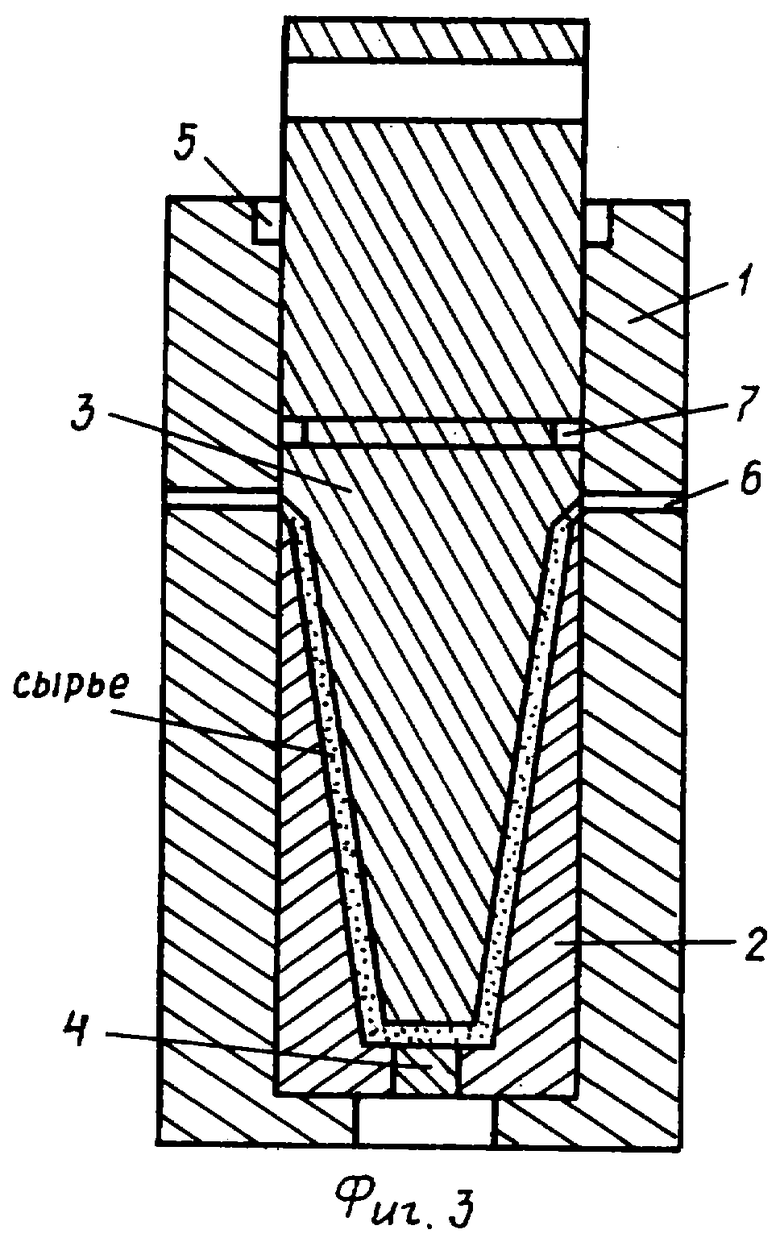
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОФОРМАТНЫХ ИЗДЕЛИЙ ИЗ МЕЛКОЙ ФРАКЦИИ ПРИРОДНОГО ЯНТАРЯ | 2001 |
|
RU2191704C2 |
| ДЕМИН Е.Н | |||
| Конструкции прессформ для пластических масс | |||
| Москва: Машгиз, 1952, с.30-55 | |||
| Прессформа для горячей вулканизации низа обуви | 1944 |
|
SU66804A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКОВАЛЕНОК КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2175751C1 |
| 0 |
|
SU198620A1 | |
| 0 |
|
SU80834A1 | |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВТУЛОК ИЗ ДРЕВЕСИНЫ | 0 |
|
SU408792A1 |
| Патрон для крепления пуансона стеклоформующего пресса | 1959 |
|
SU125352A1 |
| US 5088915 B1, 18.02.1992 | |||
| JP 4010913 A, 16.01.1992. | |||

