Изобретение относится к области машиностроения и может быть использовано в нефтегазодобывающей промышленности при сооружении трубопроводов для транспортировки продуктов нефтедобычи, технологических жидкостей и химически агрессивных сред, в частности, при эксплуатации и обслуживании насосно-компрессорных труб (НКТ) на нефтегазовых месторождениях.
Наиболее близкой предлагаемой является металлополимерная труба, состоящая из стальной трубы и размещенной в ней с зазором полиэтиленовой оболочки. По концам полиэтиленовую оболочку к стальной трубе прижимают наконечники. Конец стальной трубы снабжен патрубком с регулируемым дросселем. От края трубы патрубок размещен на расстоянии в 1,5-2 ширины наконечника. Кольцевой зазор между стальной трубой и полиэтиленовой оболочкой заполнен цементной массой. Для удержания полиэтиленовой оболочки в центре трубы служат лепестковые центраторы [Патент РФ №2138723].
Наиболее близким к предлагаемому является способ изготовления металлополимерной трубы [Патент РФ №2138723], включающий размещение с зазором полимерной оболочки в металлической трубе, заполнение кольцевого пространства цементным раствором и герметизацию его, после герметизации кольцевого пространства внутри полимерной оболочки плавно поднимают давление при одновременном дросселировании до удаления фильтрата цементного раствора, причем герметизацию и подъем давления проводят до начала затвердевания цемента. В цементный раствор вводят компоненты, расширяющие цементный камень при отвердении. Для проведения опрессовки концы металлополимерной трубы перекрыты заглушками, причем к одной из заглушек присоединен вентиль напорного трубопровода.
Недостатки известных металлополимерной трубы и способа ее изготовления заключаются в следующем.
1. Для выполнения условий жесткости самой полимерной оболочки при ее изготовлении из полиэтилена приходится использовать полимерную оболочку с большой толщиной стенки, что, в свою очередь, приводит к уменьшению внутреннего проходного сечения металлополимерной трубы. Для увеличения внутреннего проходного сечения металлополимерной трубы необходимо использовать металлические трубы большего диаметра, что влечет за собой большую материалоемкость и соответственно дополнительные затраты как на сами материалы, так и на модернизацию (по сути, переделку) всего оборудования, использующего такие трубы.
2. Поскольку температура перекачиваемой жидкости может доходить до уровня 110°С, а максимальный температурный порог кратковременного использования полиэтилена составляет 95°С (в известном патенте используют полиэтилен низкого давления (ПНД), длительная эксплуатация которого возможна, если температура перекачиваемой среды не выше 60°С), т.е. использование полимерной оболочки из полиэтилена ограничивает предел температуры перекачиваемой жидкости.
3. Природа полиэтилена такова, что он не образует химических связей с цементом, и хотя внутренняя полиэтиленовая труба за счет толщины стенки (реализуется собственная жесткость) и дополнительного давления плотно прилегает к цементной прослойке на этапе изготовления металлополимерной трубы, но при начале перекачки или даже при длительном хранении такой трубы из-за разных физико-механических свойств (в частности, коэффициентов термического расширения) будет происходить образование и увеличение зазора между цементной прослойкой и полиэтиленовой трубой, т.е. образование пустот на границе «полимер-цементный раствор».
4. При перекачке нефтепродуктов по металлополимерной трубе полиэтилен будет насыщаться углеводородами, и чем выше будет температура среды или время перекачки нефтепродуктов, тем в большей степени будет насыщаться полиэтилен. Степень насыщения может доходить до 30%. По мере насыщения полиэтилен набухает, соответственно расширяется, при определенных условиях полиэтиленовая оболочка может даже потерять геометрию круглого сечения.
В изобретении решается задача повышения надежности, снижение стоимости и материалоемкости получения металлополимерных насосно-компрессорных труб (НКТ), технологичности их изготовления, повышения эффективности НКТ за счет их защиты от воздействия химически агрессивных сред при сохранении высокой пропускной способности.
Поставленная задача решается тем, что в металлополимерной трубе, включающей металлическую трубу с конической резьбой на обоих концах наружной поверхности, внутреннюю полимерную трубу с внешним диаметром, меньшим внутреннего диаметра металлической трубы, связанных между собой межтрубной прослойкой цементного раствора, торцы металлической трубы защищены посаженными на внутреннюю поверхность металлической трубы фиксаторами в виде металлических втулок с буртами и цилиндрической посадочной частью, диаметр наружной поверхности посадочной части фиксаторов равен внутреннему диаметру наружной металлической трубы, диаметр внутренней поверхности фиксаторов равен внутреннему диаметру полимерной трубы, наружная поверхность буртов выполнена конической с углом конусности, равным углу конической резьбы металлической трубы, большой диаметр конической поверхности буртов равен наружному диаметру прилегающего края конической резьбы металлической трубы, в качестве полимерной трубы использована тонкостенная стеклопластиковая труба с гладкой внутренней поверхностью, наружный диаметр которой на 1÷1,5 мм меньше внутреннего диаметра металлической трубы, а ее длина меньше длины металлической трубы на удвоенную длину посадочной поверхности фиксатора, тонкостенная внутренняя стеклопластиковая труба с обеих сторон собственными торцами упирается во внутренние торцы фиксаторов.
Поставленная задача решается тем, что в способе изготовления металлополимерной трубы, включающем помещение полимерной трубы методом ее протаскивания внутрь металлической трубы и заполнение под давлением пространства между внутренней поверхностью металлической трубы и наружной поверхностью полимерной трубы цементным раствором, с последующей выдержкой в течение промежутка времени, необходимого для затвердевания цементного раствора, в качестве полимерной трубы используют тонкостенную трубу из стеклопластика, на торцах металлической трубы предварительно устанавливают заглушки с отверстиями, навинчивая их на резьбовые концы трубы до упора таким образом, что заглушка плотно входит во внутреннюю поверхность стеклопластиковой трубы на расстояние 7÷10 мм, центрируя стеклопластиковую трубу относительно металлической трубы и одновременно защищая от попадания цементного раствора участки внутренней поверхности металлической трубы от ее края на длину посадочного места фиксатора, цементный раствор подают через отверстие одной из заглушек до равномерного истечения цементного раствора из свободного отверстия заглушки, расположенной на противоположном конце металлической трубы, после затвердевания цементного раствора заглушки демонтируют и вклеивают фиксаторы.
Сущность изобретения поясняется чертежами.
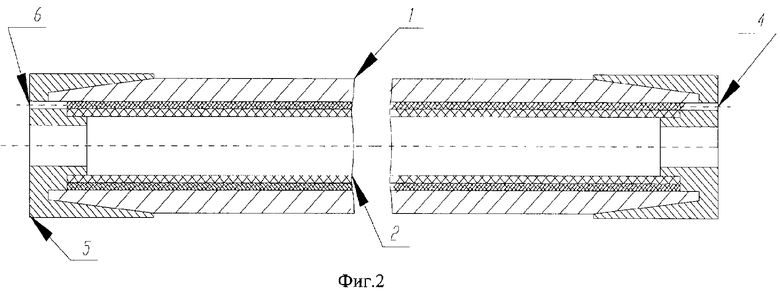
На Фиг.1 представлена металлополимерная труба, где 1 - внешняя металлическая труба, 2 - внутренняя стеклопластиковая труба, 3 - фиксаторы, 4 - слой цементного раствора.
На фиг.2 представлен способ изготовления металлополимерной трубы, где 1 - внешняя металлическая труба, 2 - внутренняя стеклопластиковая труба, 4 - слой цементного раствора, 5 - заглушка, 6 - отверстие в заглушке.
На Фиг.1 представлена металлополимерная труба, состоящая из внешней металлической трубы 1 с внутренней стеклопластиковой трубой 2. Тонкостенная внутренняя стеклопластиковая труба жестко закреплена по отношению к металлической за счет слоя цементного раствора 4, которым равномерно заполнено пространство между внутренней поверхностью металлической трубы 1 и наружной поверхностью стеклопластиковой трубы 2 и фиксаторов 3, расположенных по торцам металлической трубы, которые жестко связаны как с металлической, так и со стеклопластиковой трубами клеевым соединением.
Способ изготовления металлополимерной трубы осуществляют в следующей последовательности.
Внутреннюю стеклопластиковую трубу 2 изготавливают методом мокрой намотки непрерывных нитей стекловолокна заданным углом армирования с применением в качестве связующего эпоксидной композиции на специализированных намоточных станках. Стеклопластиковая труба 2 имеет наружный диаметр, меньший на 1÷1,5 мм внутреннего диаметра исходной металлической трубы 1, и длину меньше на удвоенную величину ширины посадочной поверхности фиксатора 3. Стеклопластиковую трубу 2 методом протаскивания помещают в подготовленную внутреннюю полость исходной металлической трубы 1, на торцах которой устанавливают специальные заглушки 5, необходимые для реализации технологического процесса по заполнению пространства между внутренней поверхностью исходной металлической трубы 1 и наружной поверхностью стеклопластиковой трубы 2 цементным раствором 4 (фиг.2). Заглушки 5 имеют внутреннюю резьбу, сопрягаемую с наружной резьбой исходной металлической трубы 1, и отверстие 6. Заглушки 5 навинчивают на резьбовые концы исходной металлической трубы 1 до упора, при этом заглушка 5 плотно входит во внутреннюю поверхность стеклопластиковой оболочки 2 на расстояние 7÷10 мм, тем самым центрируя стеклопластиковую трубу 2 относительно исходной металлической трубы 1 и одновременно защищает участки внутренней поверхности исходной металлической трубы 1 от попадания цементного раствора 4, по крайней мере, на расстояние, равное ширине посадочного места фиксатора 3. Через отверстие 6 одной из заглушек 5 под давлением подают цементный раствор 4, подача которого осуществляется до равномерного истечения цементного раствора 4 из свободного отверстия 6 заглушки 5, расположенной на противоположном конце исходной металлической трубы 1, после чего осуществляют выдержку в течение промежутка времени, необходимого для затвердевания цементного раствора 4. После этого заглушки 5 демонтируют, подготавливают посадочные места под установку фиксаторов 3 с обоих концов металлической трубы 1 путем очистки остатков цементного раствора 4 на участке от торца исходной металлической трубы 1 до торца стеклопластиковой трубы 2. Вклеивают фиксаторы 3 и удаляют выдавленные остатки клея с зоны прилегания внутреннего торца фиксатора 3 к торцу стеклопластиковой трубы 2 и места прилегания фиксатора 3 к торцу исходной металлической трубы 1.
Предлагаемое изобретение используют для изготовления насосно-компрессионных труб (НКТ). При этом в качестве исходной трубы 1 используют новую металлическую трубу или металлическую НКТ, бывшую в употреблении.
В случае, если за исходную трубу 1 взята новая металлическая труба, предварительно производят удаление защитной смазки. В случае, если за исходную трубу 1 взята металлическая НКТ, бывшая в употреблении, но соответствующая допустимым химико-физическим критериям изношенности, ее подвергают текущему техническому обслуживанию, при этом удаляют продукты коррозии, углеводородных отложений с внутренней поверхности исходной НКТ по всей ее длине известными способами.
Применение изобретения позволяет реализовать способ защиты внутренней поверхности металлических труб (НКТ) от воздействия химически агрессивных сред без несения дополнительных затрат на проведение модернизации всего комплекса оборудования, предназначенного для подъема-опускания насосно-компрессионных труб, проведения технического обслуживания и ремонта, дополнительного обучения и аттестации рабочего персонала. Изобретение позволяет использовать стандартные приемы эксплуатации металлических НКТ и высокую химическую стойкость стеклопластиковой трубы при незначительном повышении себестоимости по отношению к новой металлической НКТ.
Предлагаемое изобретение позволяет получить надежные металлополимерные трубы, стойкие к коррозии, воздействию высоких температур, перекачиваемых химически агрессивных сред при сохранении высокой пропускной способности труб. Для их изготовления используют металлические трубы стандартного диаметра, а это, в свою очередь, позволяет снизить стоимость и материалоемкость изготовления металлополимерных насосно-компрессорных труб и не требует модернизации оборудования, использующего такие трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И УЧАСТОК ТРУБОПРОВОДА С ГИДРОЗАЩИТОЙ ПО НАРУЖНОЙ ПОВЕРХНОСТИ И ПО ТОРЦАМ | 2014 |
|
RU2576078C1 |
| СПОСОБ НАНЕСЕНИЯ БАЛЛАСТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТРУБЫ ДЛЯ ПОДВОДНОГО ТРУБОПРОВОДА | 2003 |
|
RU2257503C1 |
| Насосно-компрессорная труба с теплоизоляционным покрытием | 2022 |
|
RU2780036C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ТРУБЫ | 2015 |
|
RU2602942C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТМАССОВОЙ ТРУБЫ | 1997 |
|
RU2138723C1 |
| УСТРОЙСТВО ДЛЯ СЕЛЕКТИВНОЙ ИЗОЛЯЦИИ ПРОДУКТИВНОГО ПЛАСТА ПРИ ЦЕМЕНТИРОВАНИИ ЭКСПЛУАТАЦИОННЫХ ТРУБ | 1995 |
|
RU2085704C1 |
| Способ изготовления изолированных труб и фасонных изделий для трубопроводов | 2013 |
|
RU2622776C2 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2432517C1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2410594C1 |
| Способ производства изолированных труб и фасонных изделий с кабель-каналом для трубопроводов и изделия, изготовленные с применением этого способа | 2019 |
|
RU2732190C1 |
Изобретение относится к области машиностроения и может быть использовано в нефтегазодобывающей промышленности при сооружении трубопроводов для транспортировки продуктов нефтедобычи, технологических жидкостей и химически агрессивных сред. Техническим результатом изобретения является повышение надежности, снижение стоимости и материалоемкости получения металлополимерных насосно-компрессорных труб (НКТ), технологичности их изготовления, повышения эффективности НКТ. В металлополимерной трубе торцы металлической трубы защищены посаженными на внутреннюю поверхность металлической трубы фиксаторами в виде металлических втулок с буртами и цилиндрической посадочной частью, диаметр наружной поверхности посадочной части фиксаторов равен внутреннему диаметру наружной металлической трубы, диаметр внутренней поверхности фиксаторов равен внутреннему диаметру полимерной трубы, наружная поверхность буртов выполнена конической с углом конусности, равным углу конической резьбы металлической трубы, большой диаметр конической поверхности буртов равен наружному диаметру прилегающего края конической резьбы металлической трубы, в качестве полимерной трубы использована тонкостенная стеклопластиковая труба с гладкой внутренней поверхностью, наружный диаметр которой на 1÷1,5 мм меньше внутреннего диаметра металлической трубы, а ее длина меньше длины металлической трубы на удвоенную длину посадочной поверхности фиксатора, тонкостенная внутренняя стеклопластиковая труба с обеих сторон собственными торцами упирается во внутренние торцы фиксаторов. В способе изготовления металлополимерной трубы в качестве полимерной трубы используют тонкостенную трубу из стеклопластика, на торцах металлической трубы предварительно устанавливают заглушки с отверстиями, навинчивая их на резьбовые концы трубы до упора таким образом, что заглушка плотно входит во внутреннюю поверхность стеклопластиковой трубы на расстояние 7÷10 мм, центрируя стеклопластиковую трубу относительно металлической трубы и одновременно защищая от попадания цементного раствора участки внутренней поверхности металлической трубы от ее края на длину посадочного места фиксатора, цементный раствор подают через отверстие одной из заглушек до равномерного истечения цементного раствора из свободного отверстия заглушки, расположенной на противоположном конце металлической трубы, а после затвердевания цементного раствора заглушки демонтируют и вклеивают фиксаторы. 2 н.п. ф-лы, 2 ил.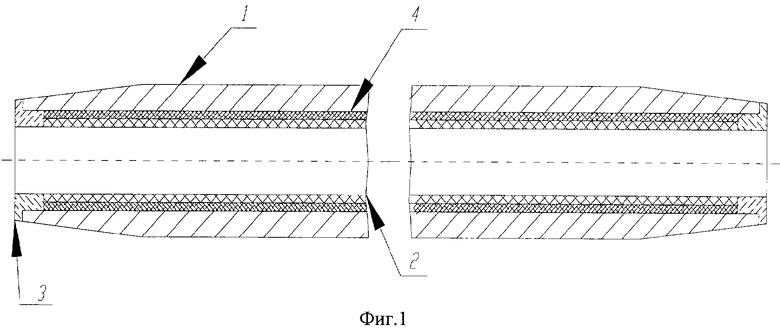
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТМАССОВОЙ ТРУБЫ | 1997 |
|
RU2138723C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1992 |
|
RU2027939C1 |
| Трубопровод для транспортировки жидкости и газа | 1978 |
|
SU968551A1 |
| Устройство для измерения колебаний скорости магнитного носителя | 1974 |
|
SU472293A1 |

