Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке для изготовления из листовых заготовок вкладышей среднеоборотных двигателей внутреннего сгорания (ДВС).
Задача изобретения - расширение технологических возможностей штампа за счет формообразования вкладыша за один рабочий ход.
Поставленная задача решается за счет достижения технического результата, который заключается в том, что штамп совмещенного действия для изготовления вкладышей из листовых заготовок за два рабочих хода пресса, содержащий подвижную плиту с колонками, промежуточную плиту с осадочными вставками, формовочный и осадочный пуансоны, матрицу с лапами, снабжен гидравлическим буфером.
По предложенному изобретению гидравлический буфер установлен между формовочным и осадочным пуансонами и выполнен из условия обеспечения задержки вступления в работу осадочного пуансона до окончания предварительного формования детали формовочным пуансоном с возможностью регулирования давления, необходимого для предварительного формования.
На фиг.1 показан штамп - начальная стадия формообразования;
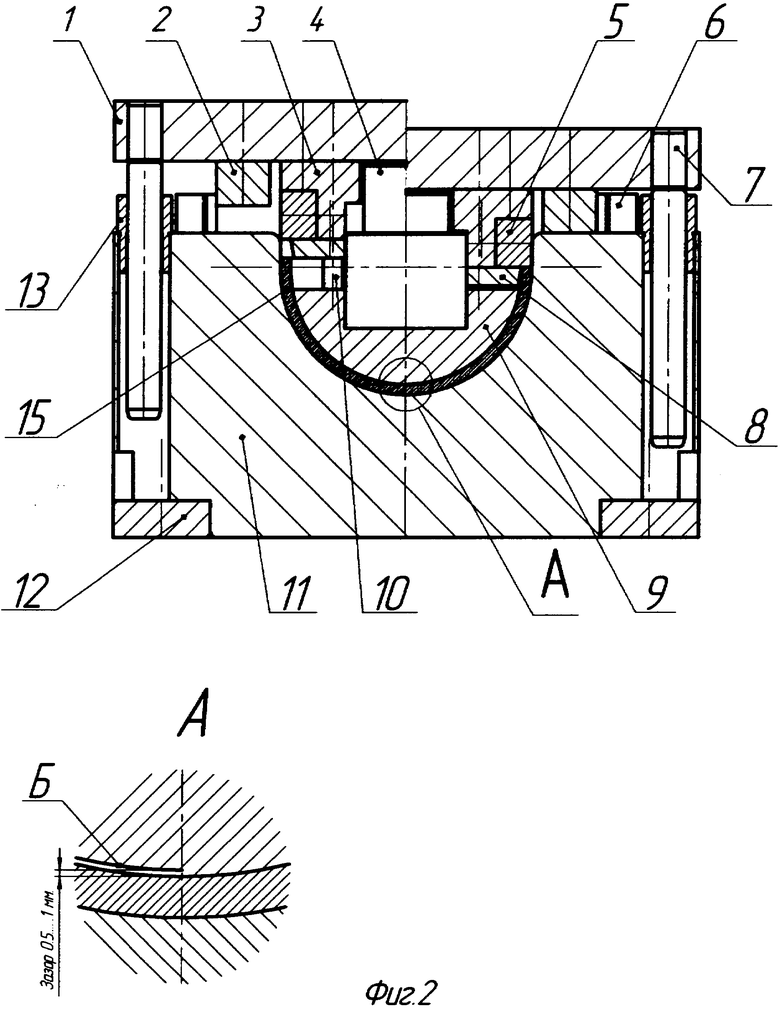
На фиг.2 - продольный разрез, слева от оси - окончание формообразования, справа - окончание осадки вкладыша;
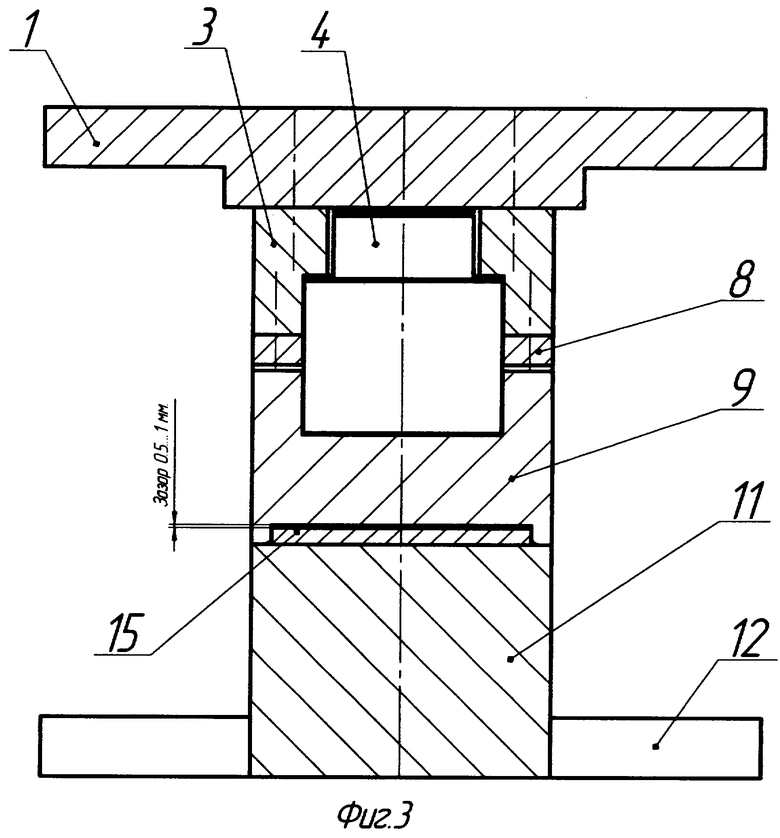
На фиг.3 - поперечный разрез - окончание процесса изготовления детали;
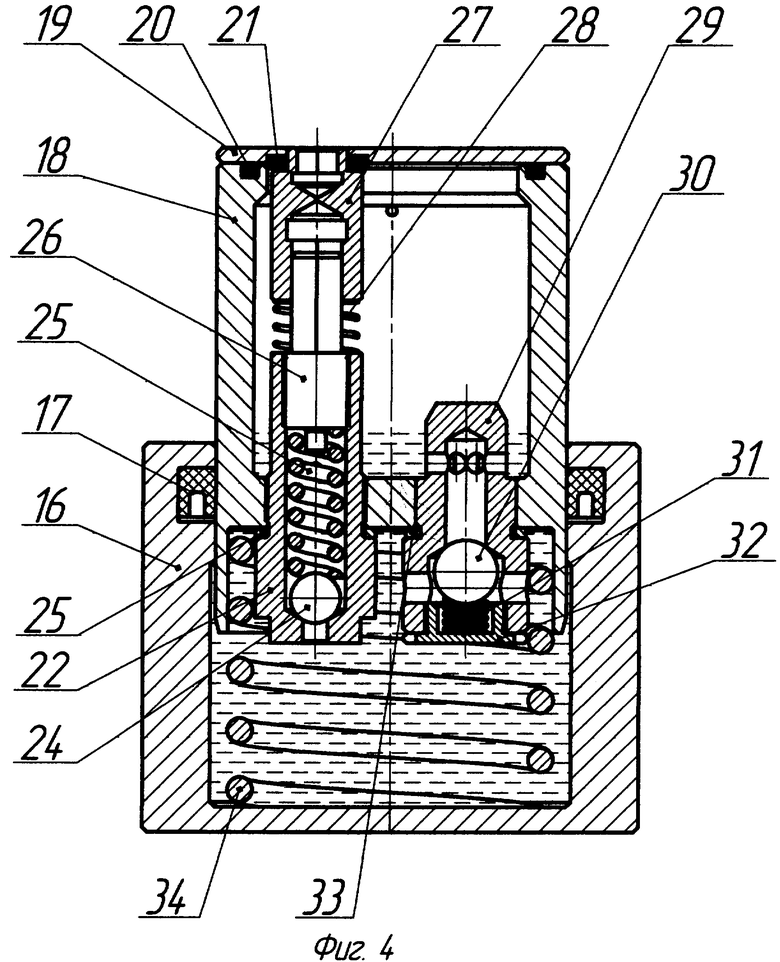
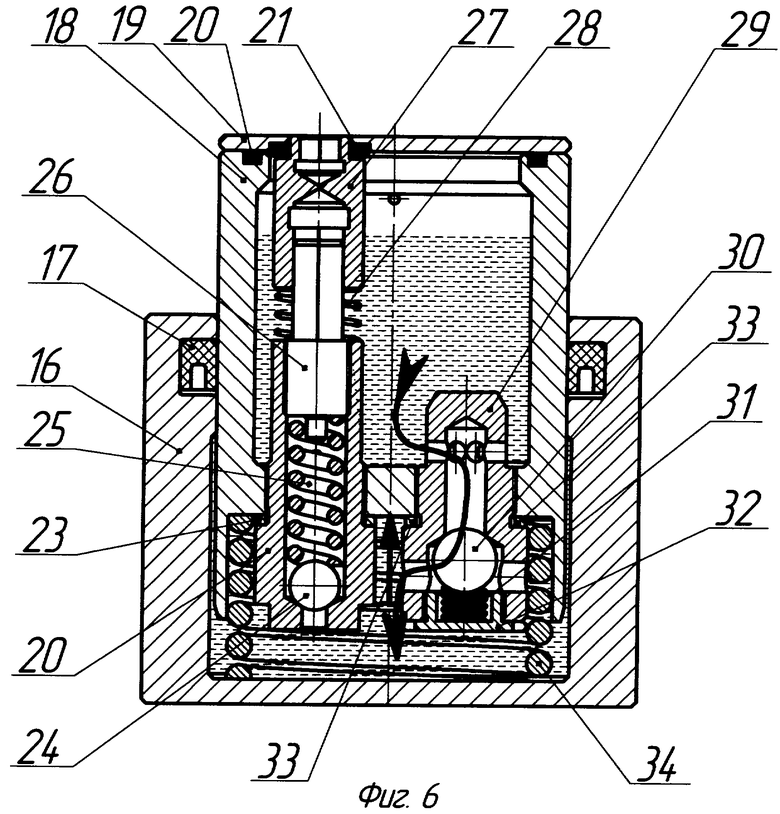
На фиг.4 - гидравлический буфер - продольный разрез;
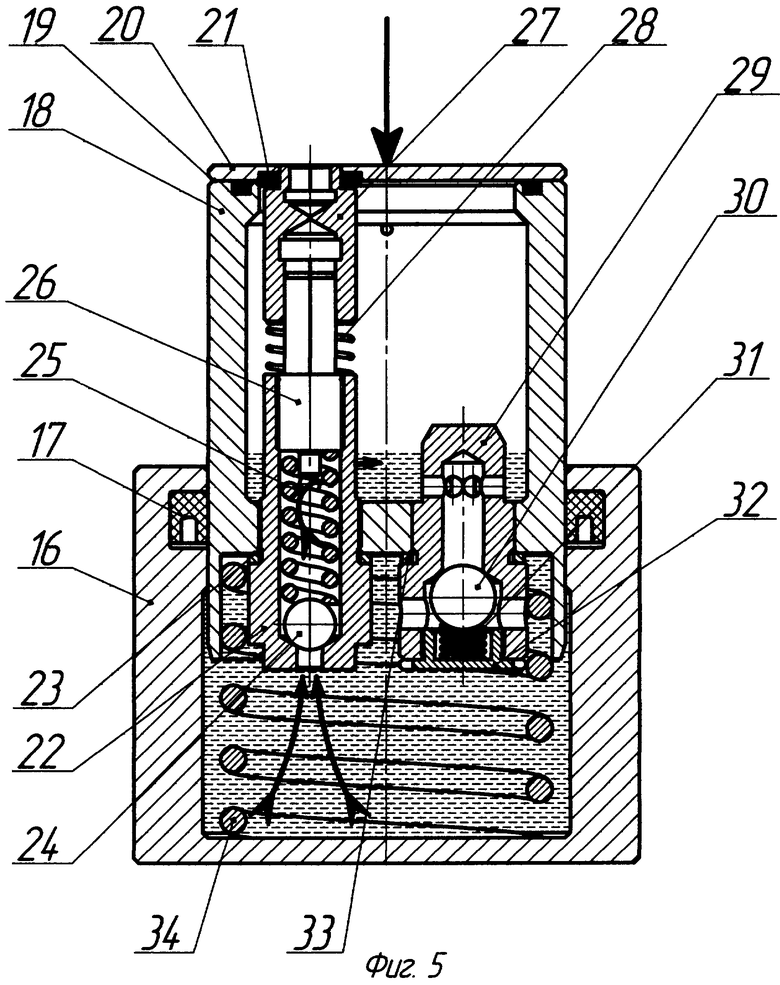
На фиг.5 - схема работы гидравлического буфера, вверху - процесс начала сжатия, (фиг.6) внизу - возвращение в исходное положение.
Штамп (фиг.1) содержит подвижную плиту 1, ограничители 2 промежуточной плиты 3, связанные с плитой 1, гидравлический буфер 4, вставки 5, установленные в промежуточной плите 3, упоры 6 и колонки 7, закрепленные на подвижной плите 1, осадочный пуансон 8, жестко закрепленный к промежуточной плите 3, пуансон формовочный 9, связанный с промежуточной плитой 3 посредством ступенчатых болтов 10, матрицы 11 с лапами 12 и втулками 13. Позицией 14 обозначена установленная в штамп между упорами 6 заготовка вкладыша.
На фиг.2, слева от оси, показано в разрезе окончание формообразования заготовки 14 (фиг.1) вкладыша 15, а справа - окончание осадки того же вкладыша, т.е. готовая деталь.
Установленный в верхней его части штампа гидравлический буфер 4 (фиг.1) содержит (фиг.4) цилиндр 16 с установленной в нем манжетой 17, поршень 18 с крышкой 19, уплотнительные кольца 20 и 21, выпускной клапан 22, состоящий из корпуса, прокладки 23, шарика 24, поджатого пружиной 25 к седлу корпуса 22, регулировочного винта 26, приводной втулки 27, поджатой к крышке 19 через кольцо 21 пружиной 28, впускной клапан 29, состоящий из корпуса, шарика 30, поджатого к седлу корпуса 29 с помощью пружины 29, гайки 32, прокладки 33 и возвратной пружины 34.
Штамп работает следующим образом.
Подогнутую заготовку 14 (фиг.1) устанавливают на матрицу 11 между упорами 6. При рабочем ходе подвижная плита 1 вместе с промежуточной плитой 3, пуансонами 8 и 9, вставками 5 и гидравлическим буфером 4 перемещается вниз. Происходит формование детали (вкладыша), причем в конце формования пуансон 9 встает своими бортами в матрицу 11 и заготовка 14 в этот момент находится в пространстве между матрицей 11 и пуансоном 9 с зазором 0,5...1 мм, ограниченная с боков бортами пуансона 9 (фиг.2 слева, фиг.3), что позволяет детали находится в этом пространстве в незажатом состоянии относительно образующей формовочного пуансона. При дальнейшем движении верхней плиты 1 она воздействует на гидравлический буфер 4, который сжимается, вставки 5 опираются на торцы детали и осаживают последнюю до тех пор, пока ограничители 2 не коснутся матрицы 11 (фиг.2 справа и фиг.3). После окончания осадки вкладыша 15 подвижные части штампа возвращаются в исходное положение.
Гидравлический буфер работает следующим образом.
При силовом воздействии на поршень 18 через крышку 19 в подпоршневой полости возникает избыточное давление (Фиг.4). Гидравлическая жидкость через выпускной клапан 22 перетекает во внутреннюю полость поршня (фиг.5, верхний вид). При снятии воздействия поршень 18 под действием пружины 34 возвращается в исходное состояние. При этом гидравлическая жидкость из внутренней полости поршня перетекает в подпоршневую полость через впускной клапан 29 (фиг.5, нижний вид). Регулирование давления, необходимого для предварительного формования детали, осуществляется регулировочным винтом 26 посредством приводной втулки 27.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291017C1 |
| Штамп совмещенного действия для изготовления полых деталей из листовых заготовок | 1983 |
|
SU1131576A1 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291016C1 |
| Штамп для гибки штучных заготовок | 1988 |
|
SU1574319A1 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |
| Штамп для деформирования листовых заготовок | 1981 |
|
SU1013033A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Штамп для формообразования крупногабаритных деталей из листовых заготовок | 1987 |
|
SU1438890A1 |
| Способ изготовления деталей типа ступенчатых стаканов | 1991 |
|
SU1794591A1 |
Изобретение относится к области обработки металлов давлением, в частности к штамповой оснастке. Штамп содержит подвижную плиту с колонками, промежуточную плиту с осадочными вставками, формовочный и осадочный пуансоны, гидравлический буфер, установленный между формовочным и осадочным пуансонами. Гидравлический буфер выполнен из условия обеспечения задержки вступления в работу осадочного пуансона до окончания предварительного формования детали формовочным пуансоном с возможностью регулирования давления, необходимого для предварительного формования. Расширяются технологические возможности за счет обеспечения возможности для изготовления вкладышей из листовых заготовок за один рабочий ход пресса. 6 ил.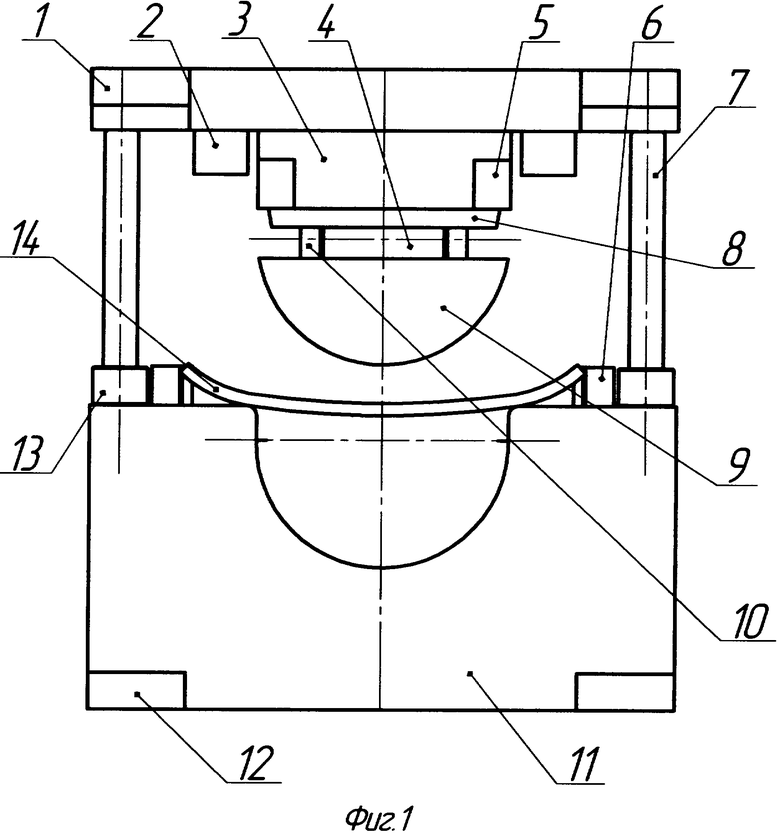
Штамп совмещенного действия для изготовления вкладышей из листовых заготовок за один рабочий ход пресса, содержащий подвижную плиту с колонками, промежуточную плиту с осадочными вставками, формовочный и осадочный пуансоны, гидравлический буфер, установленный между формовочным и осадочным пуансонами и выполненный из условия обеспечения задержки вступления в работу осадочного пуансона до окончания предварительного формования детали формовочным пуансоном с возможностью регулирования давления, необходимого для предварительного формования.
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| DE 10226473 А, 24.12.2003. | |||

