Изобретение относится к сварочному производству, преимущественно к получению заготовок в процессе контактной сварки.
Известна машина для получения непрерывных заготовок контактной сваркой [Патент RU №2206435, 7 В23К 11/04; В23К 101/04. Способ контактной сварки непрерывных полых заготовок и машина для его осуществления / В.В.Стулов, В.И.Одиноков, П.В.Бахматов. Опубл. 20.06.2003], содержащая формирующее устройство - кристаллизатор, выполненный с двумя вертикальными рабочими стенками с возможностью возвратно-поступательного движения, механизмом зажатия - с двумя наклонными в верхней части рабочими стенками, с возможностью движения в горизонтальной плоскости, центральный стержень, выполненный с конической верхней и калибровочной нижней зонами и установленный в пазы, изготовленные в верхней части вертикальных стенок вдоль их оси, центральный стержень является дополнительным электродом, гидроцилиндры зажатия, привод сжатия и систему подачи рабочей среды, электроды, размещенные на поверхности наклонных в верхней части рабочих стенок, систему автоматического управления работой гидроцилиндров и раму с двумя неподвижными стойками, жестко закрепленными на ней и двумя подвижными стойками, шарнирно установленными на раме на оси и соединенными между собой тягой с регулируемой пружиной, при этом две подвижные стойки выполнены Т-образными, на каждой из них расположены по две наклонные в верхней части рабочие стенки, выполненные с возможностью движения в горизонтальной плоскости, а в верхней части каждой неподвижной стойки установлен гидроцилиндр зажатия со штоком привода подвижной стойки, над каждой вертикальной рабочей стенкой жестко закреплен гидроцилиндр со штоком привода стенки, а снизу вертикальных стенок закреплены пружины, система выполнена с возможностью автоматического управления работой гидроцилиндров, первоначального срабатывания гидроцилиндров привода подвижных стоек, а после расхождения подвижных стоек - гидроцилиндров привода вертикальных рабочих стенок, центральный стержень является дополнительным электродом, с возможностью подачи импульса сварочного тока поочередно между электродами и между каждым из электродов и центральным стержнем, на поверхности наклонной в верхней части рабочей стенки установлен тензометрический датчик и термопара, подключенные в систему автоматического управления работой гидроцилиндров.
Недостатками известной машины для получения непрерывных заготовок контактной сваркой является наличие двух подвижных стоек, шарнирно установленных на раме на оси и соединенных между собой тягой с регулируемой пружиной, а также расположение снизу вертикальных стенок пружин. Наличие пружин, которые первоначально работают на сжатие, приводит к необходимости увеличения усилий, создаваемых гидроцилиндрами зажатия подвижной стойки и гидроцилиндрами привода вертикальных стенок. В результате возрастают требования, предъявляемые к гидроцилиндрам, системе подачи рабочей среды, прочности подвижных и неподвижных стоек.
Технический результат, получаемый при осуществлении заявляемой машины, заключается в:
1. Повышении надежности ее работы.
2. Уменьшении габаритов машины при одновременном увеличении сварочного и ковочного давлений.
3. Расширении параметров получаемых непрерывных сварных полых заготовок.
Заявляемая машина характеризуется следующими существенными признаками.
Ограничительные признаки: формирующее устройство - кристаллизатор, выполненный с двумя вертикальными рабочими стенками, установленными с возможностью возвратно-поступательного перемещения; направляющие ролики для подачи плоских заготовок в кристаллизатор; механизм зажатия плоских заготовок, состоящий из двух наклонных в верхней части рабочих стенок; электроды; центральный стержень, являющийся дополнительным электродом; рама с неподвижной стойкой и плитой; тензометрический датчик; термопара; гидроцилиндры сжатия для создания сварочного и ковочного усилий; гидроцилиндры сжатия для перемещения рабочих стенок кристаллизатора вертикально вниз с одновременным выталкиванием из него полученной полой заготовки; приводы сжатия гидроцилиндров в виде штоков; система подачи рабочей среды в гидроцилиндры и систему автоматического управления работой гидроцилиндров; центральный стержень выполнен с конической верхней и калибровочной нижней зонами и установлен в пазах, выполненных в верхней части рабочих стенок кристаллизатора вдоль их оси; электроды размещены на поверхности рабочих стенок механизма зажатия плоских заготовок; неподвижная стойка жестко закреплена на раме; тензометрический датчик и термопара установлены на поверхности одной из рабочих стенок механизма зажатия плоских заготовок и подключены в систему автоматического управления работой машины; центральный стержень выполнен с возможностью подачи импульса сварочного тока между электродами и поочередно между каждым из электродов и центральным стержнем; гидроцилиндры сжатия для создания сварочного и ковочного усилий с приводами их перемещения установлены с двух сторон в верхней части неподвижной стойки; гидроцилиндры сжатия для перемещения рабочих стенок кристаллизатора вертикально вниз с одновременным выталкиванием из него полученной полой заготовки с приводами их перемещения жестко закреплены на плите над каждой рабочей стенкой кристаллизатора.
Отличительные признаки: направляющие кронштейны, попарно закрепленные с двух сторон неподвижной стойки; опора; гидроцилиндры сжатия для перемещения рабочих стенок кристаллизатора вертикально вверх с их проскальзыванием относительно полой заготовки, жестко закрепленные на опоре снизу каждой рабочей стенки; подшипники; гидроцилиндры сжатия для создания сварочного и ковочного усилий с приводами их перемещения расположены между направляющими кронштейнами каждой пары; рабочие стенки механизма зажатия плоских заготовок расположены на направляющих кронштейнах и выполнены с возможностью перемещения в горизонтальной плоскости; подшипники закреплены в пазах, выполненных в направляющих кронштейнах, и в пазах, выполненных сверху и снизу рабочих стенок механизма зажатия плоских заготовок; направляющие кронштейны выполнены с возможностью перемещения при настройке машины; по бокам рабочих стенок механизма зажатия плоских заготовок выполнены наклонные пазы для перемещения в них рабочих стенок при срабатывании гидроцилиндров сжатия, перемещающих рабочие стенки кристаллизатора вертикально вниз с одновременным выталкиванием из него полученной полой заготовки.
Причинно-следственная связь между совокупностью существенных признаков заявляемой машины и достигаемым техническими результатом заключается в следующем.
Закрепление с двух сторон неподвижной стойки по паре направляющих кронштейнов позволяет расположить на них рабочие стенки механизма зажатия с возможностью их движения в горизонтальной плоскости.
Наличие опоры позволяет закрепить на ней гидроцилиндр со штоком с целью перемещения вертикальной рабочей стенки вверх для последующего выталкивания полой заготовки.
Жесткое закрепление снизу каждой вертикальной стенки гидроцилиндра со штоком обеспечивает возможность дополнительного привода вертикальной стенки.
Наличие подшипников позволяет исключить трение в сопрягаемых поверхностях и обеспечивает работу машины.
Расположение с двух сторон неподвижной стойки между кронштейнами гидроцилиндров зажатия со штоком обеспечивает возможность привода наклонных в верхней части рабочих стенок.
Изготовление в кронштейнах пазов под подшипники позволяет без трения перемещать между ними рабочие стенки механизма зажатия.
Выполнение сверху и снизу стенок механизма зажатия плоских заготовок пазов позволяет закрепить в них подшипники с целью перемещения стенок.
Закрепление на неподвижной стойке кронштейнов с возможностью их перемещения при настройке машины исключает возможность несимметричного расположения стенок и появления дополнительных нагрузок, приводящих к повышенному износу стенок и преждевременному ремонту машины.
Выполнение с боков рабочих стенок механизма зажатия плоских заготовок наклонных пазов обеспечивает возможность передвигаться в них вертикальным стенкам, что исключает возможность перекоса вертикальных стенок и обеспечивает возможность их перемещения вертикально вверх при одновременном срабатывании гидроцилиндров зажатия и гидроцилиндра, закрепленного снизу вертикальной стенки.
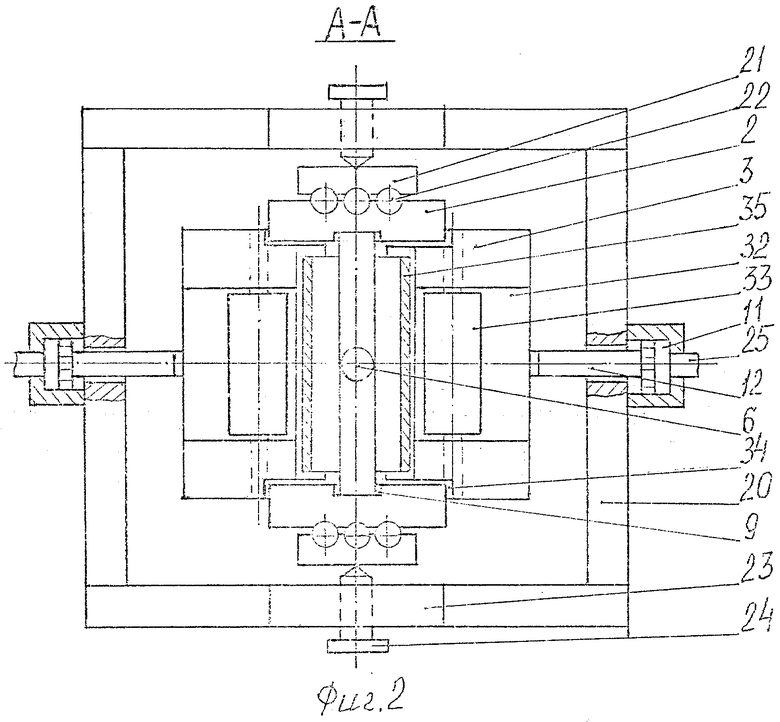
На фиг.1 и 2 приведен внешний вид машины для контактной сварки непрерывных полых заготовок.
Заявляемая машина для контактной сварки непрерывных полых заготовок на фиг.1 и 2 состоит из формирующего устройства - кристаллизатора 1 с двумя вертикальными рабочими стенками 2, механизма зажатия 3 - двух наклонных в верхней части рабочих стенок с наклонным под углом к вертикали верхним 4 и вертикальным нижним 5 участками рабочей поверхности, центрального стержня 6 с конической верхней 7 и калибровочной нижней 8 зонами, устанавливаемого в пазы 9 в верхней части вертикальных стенок 2 вдоль их оси, электродов 10, гидроцилиндров зажатия 11 со штоком 12, плиты 13 с гидроцилиндром 14 и штоком 15, опоры 16 с гидроцилиндром 17 и штоком 18, рамы 19 с неподвижной стойкой 20, подшипников 21 с шариками 22, опорных плит 23 с болтами 24, штруцеров 25, 26 и 27, подключенных в систему автоматического управления работой гидроцилиндров, тензометрического датчика 28 и термопары 29, подключенных в систему автоматического управления работой машины, направляющих кронштейнов 30 с пазами 31, пазов 32 сверху и снизу рабочих стенок механизма зажатия 3 с подшипниками 33, наклонных пазов 34, выполненных с боков рабочих стенок 3, плоских заготовок (лент) 35, направляющих роликов 36.
Предварительно в пазы 9 в вертикальных рабочих стенках 2 устанавливается центральный стержень - электрод 6. Через направляющие ролики 36 заводятся плоские заготовки (ленты) 35 в формирующее устройство - кристаллизатор 1 между центральным стержнем - электродом 6 и механизмом зажатия 3 - двумя наклонными в верхней части рабочими стенками до входа на вертикальные нижние участки 5 рабочей поверхности. При помощи гидроцилиндров зажатия 11 со штоком 12, закрепленных на неподвижной стойке 20, устанавливается необходимое расстояние между вертикальными нижними участками 5 рабочей поверхности механизмов зажатия 3.
Работа машины осуществляется следующим образом. Из системы включается одновременная подача рабочей среды в гидроцилиндры 11 через штуцера 25, что обеспечивает перемещение штоков 12 и механизмов зажатия 3 с подшипниками 33 в пазах 31 направляющих кронштейнов 30 навстречу друг другу и сжатие плоских заготовок (лент) 35 на наклонных под углом к вертикали верхних участках 4 рабочей поверхности механизмов зажатия 3 и конической верхней зоне 7 центрального стержня 6 сварочным усилием с пропусканием импульса сварочного тока через электроды 10 и плоские заготовки (ленты) 35 с их разогревом до необходимой температуры. После разогрева заготовок 35 прикладывают возрастающее ковочное усилие с формированием сварных швов по обе стороны от центрального стержня - электрода 6 и калиброванием поверхности заготовки на вертикальном нижнем участке 5 рабочей поверхности механизмов зажатия 3 - двух наклонных в верхней части рабочих стенок и калибровочной нижней зоне 8 стержня 6. После сварки плоских заготовок 35 подача рабочей среды в гидроцилиндры зажатия 11 прекращается. Тензометрический датчик 28 и термопара 29, подключенные в систему автоматического управления работой машины, непрерывно фиксируют величину сварочного и ковочного усилий, а также температуру поверхности заготовки в месте сварки. После этого автоматической системой включается подача рабочей среды в гидроцилиндры 14, закрепленные на плите 13 через штуцер 26. В результате шток 15 перемещает вертикальную рабочую стенку 2 вертикально вниз в наклонных пазах 34 механизма зажатия 3 с одновременным его разжатием и выталкиванием полученной заготовки. Одновременно происходит перемещение штоков 12 в гидроцилиндрах зажатия 11 и выдавливание из них рабочей среды через штуцера 25 в систему. При этом шток 18 перемещается вертикально вниз с выдавливанием рабочей среды из гидроцилиндра 17 через штуцер 27 в систему. Автоматической системой включается подача рабочей среды в гидроцилиндры зажатия 11 с захватыванием заготовок 35 механизмом зажатия 3, прикладывание сварочного усилия с пропусканием импульса сварочного тока через один электрод 10 и центральный стержень - электрод 6. При отключенных гидроцилиндрах 14 и включении подачи рабочей среды в гидроцилиндры 17 под действием штоков 18 вертикальные рабочие стенки 2 перемещаются вертикально вверх с их проскальзыванием относительно заготовки. Одновременно перемещается шток 15 в гидроцилиндре 14 с выдавливанием рабочей среды через штуцер 26 в систему. Перемещение вертикальных рабочих стенок стенок 2 происходит относительно неподвижных подшипников 21 с шариками 22, которые поджимаются болтами 24 в опорных плитах 23. В дальнейшем последовательность операций повторяется с пропусканием импульса сварочного тока через другой электрод 10 и центральный стержень - электрод 6.
При получении непрерывных сварных полых заготовок из углеродистой стали (Ст.3) параметры следующие: ширина и толщина плоских заготовок соответственно 50 и 5 мм, диаметр отверстия 20 мм, сварочное усилие - 20·106 Н/м2, сварочный ток - 800 А, температура разогрева заготовок - 1200-1300°С, корочное усилие - 100·106 Н/м2, скорость выталкивания заготовки - 1 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ НЕПРЕРЫВНЫХ ПОЛЫХ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206435C2 |
| ГОРИЗОНТАЛЬНАЯ МАШИНА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛА | 2006 |
|
RU2323801C1 |
| Устройство для получения непрерывнолитых кованых цилиндрических заготовок | 2019 |
|
RU2749012C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 2000 |
|
RU2193471C2 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СЛИТКА | 1995 |
|
RU2103107C1 |
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2203766C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2273544C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2136435C1 |
Изобретение относится к сварочному производству, а именно к получению непрерывных полых заготовок контактной сваркой. Машина содержит формирующее устройство - кристаллизатор, направляющие ролики для подачи плоских заготовок в кристаллизатор, механизм зажатия плоских заготовок, электроды, центральный стержень, являющийся дополнительным электродом, раму с неподвижной стойкой и плитой, тензометрический датчик, термопару, гидроцилиндры сжатия для создания сварочного и ковочного усилий, гидроцилиндры сжатия для перемещения рабочих стенок кристаллизатора вертикально вниз с одновременным выталкиванием из него полученной полой заготовки, приводы сжатия гидроцилиндров в виде штоков, систему подачи рабочей среды в гидроцилиндры, систему автоматического управления работой гидроцилиндров, направляющие кронштейны, опору, подшипники и гидроцилиндры сжатия для перемещения рабочих стенок кристаллизатора вертикально вверх с их проскальзыванием относительно полой заготовки. Направляющие кронштейны попарно закреплены с двух сторон неподвижной стойки. Подшипники закреплены в пазах, выполненных в направляющих кронштейнах, и в пазах, выполненных сверху и снизу рабочих стенок механизма зажатия плоских заготовок. Рабочие стенки механизма зажатия плоских заготовок расположены на направляющих кронштейнах и выполнены с возможностью перемещения в горизонтальной плоскости. Кристаллизатор выполнен с двумя вертикальными рабочими стенками, установленными с возможностью возвратно-поступательного перемещения. Центральный стержень выполнен с конической верхней и калибровочной нижней зонами и установлен в пазах, выполненных в верхней части рабочих стенок кристаллизатора вдоль их оси. Повышается надежность машины, уменьшаются ее габариты при одновременном увеличении сварочного и ковочного давлений. 1 з.п. ф-лы, 2 ил.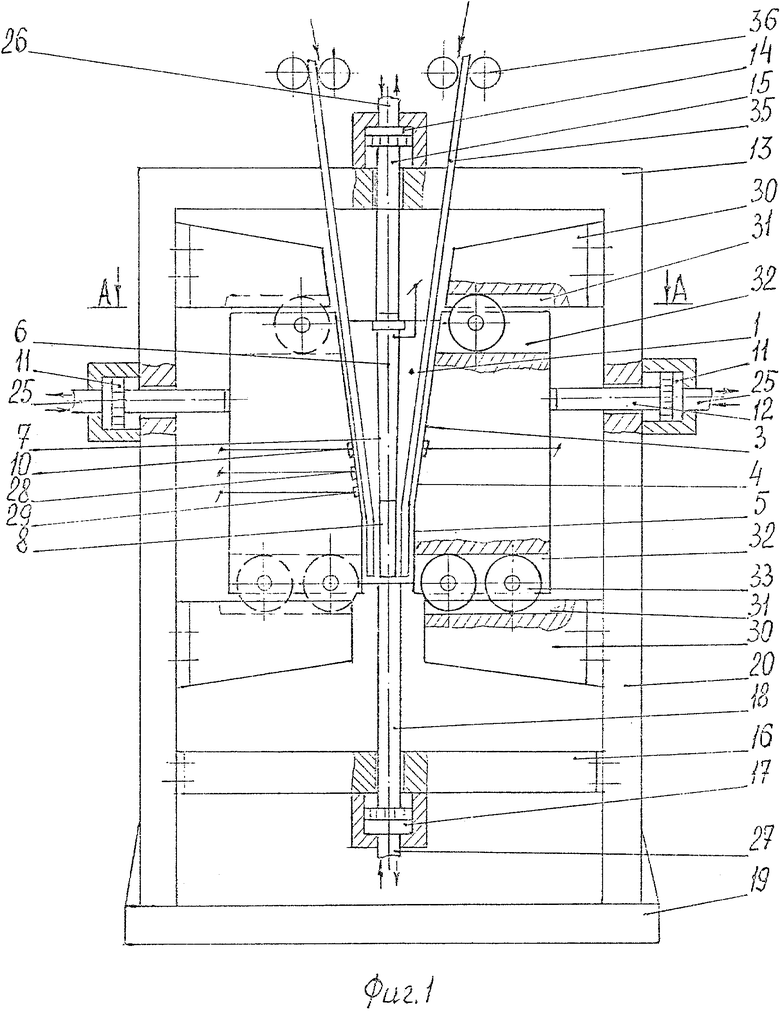
| СПОСОБ КОНТАКТНОЙ СВАРКИ НЕПРЕРЫВНЫХ ПОЛЫХ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206435C2 |
| RU 2001103921 A, 20.01.2003 | |||
| RU 2002114146 A, 20.12.2003 | |||
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНЫХ ДЕФОРМИРОВАННЫХ БИМЕТАЛЛИЧЕСКИХ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193470C2 |
| US 5734142 A, 31.03.1998 | |||
| US 5471026 A, 28.11.1995 | |||
| US 3132234 A, 05.05.1964 | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

