Изобретение относится к процессам получения непрерывных деформированных заготовок, в частности к специальным видам производства.
Известен способ получения непрерывнолитых полых биметаллических заготовок [1. Патент 2093299 RU. Способ получения непрерывнолитых полых биметаллических заготовок /В.В.Стулов, В.И.Одиноков. Опубл. 20.10.97. Бюл. 29], включающий подачу основного металла в пространство между стенками кристаллизатора с установленным в нем стержнем, введение вдоль стержня дополнительного металла, более легкоплавкого по сравнению с основным, совместное затвердевание металлов, калибровку поверхности биметаллической заготовки и ее вытягивание, причем дополнительный металл вводят в виде двух лент, сообщают паре вертикальных стенок кристаллизатора возвратно-поступательное движение, а противоположной паре наклонных стенок - вращательное перемещение, и осуществляют обжатие на стержне вводимых лент и основного металла.
Недостатком известного способа является возможность растрескивания металла на границе их соединения по причине образования хрупких соединений. Кроме этого, недостатком способа [1] является возможность получения отверстий ограниченных размеров, определяемых параметрами двух стержней.
Наиболее близким к заявляемому способу является способ получения непрерывнолитых полых биметаллических деформированных заготовок [2. Патент 2146574 RU. Способ получения непрерывнолитых полых биметаллических деформированных заготовок и устройство для его осуществления /В.В.Стулов, В.И. Одиноков. Опубл. 20.03.2000. Бюл. 8], включающий подачу основного металла через погружной разливочный стакан в центр кристаллизатора в пространство между стенками кристаллизатора и установленными в нем двумя стержнями, введение в кристаллизатор дополнительного металла в виде двух лент, обжатие на стержнях вводимых лент и основного металла, калибровку поверхности биметаллической заготовки и ее вытягивание, сообщение паре вертикальных стенок кристаллизатора возвратно-поступательного перемещения, а паре наклонных стенок - вращательного перемещения, причем вертикальные стенки перед разливкой подогревают до температуры t=(1,05-1,1)tпл, где tпл - температура плавления основного металла, а дополнительный металл в виде двух лент перед разливкой вводят в кристаллизатор вдоль наклонных стенок и замыкают в замок, внутри которого выполняют два сквозных отверстия, дополнительный металл имеет более высокую температуру плавления, чем основной металл.
Способ получения непрерывнолитых полых биметаллических деформированных заготовок [2] имеет все перечисленные недостатки, присущие способу [1]. Кроме этого необходимость подачи основного металла через погружной разливочный стакан в центр кристаллизатора в пространство между стенками кристаллизатора и установленными в нем стержнями ограничивает возможности выбора количества и размера отверстий в получаемой биметаллической заготовке.
Предложенный способ направлен на создание высокопроизводительного процесса получения биметаллических полых заготовок из деформируемых металлов.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в:
1. Повышении прочности биметаллического соединения.
2. Расширении сортамента получаемых полых биметаллических заготовок.
3. Повышении производительности процесса.
Заявляемый способ характеризуется следующими существенными признаками:
Ограничительные признаки: введение в кристаллизатор двух лент из разнородных металлов с различной температурой плавления вдоль наклонных стенок; обжатие вводимых лент; калибровка поверхности биметаллической заготовки и ее вытягивание; паре вертикальных стенок кристаллизатора сообщают возвратно-поступательное перемещение, а паре наклонных стенок - вращательное перемещение; вертикальные стенки предварительно подогревают.
Отличительные признаки: обжатие с контактированием осуществляется не по всей поверхности лент; температура подогрева вертикальных стенок составляет t= (1-1,05)tпл, где tпл - температура плавления металла ленты, имеющей меньшее значение, чем металла другой ленты.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом достигается в следующем.
Обжатие с контактированием не по всей поверхности лент уменьшает общее усилие деформации металлов, что исключает вероятность искривления приводных валов стенок и обеспечивается возможность получения биметаллических полых заготовок практически при отсутствии жидкого металла и центральных стержней.
Уменьшение температуры подогрева вертикальных стенок t<tпл (где tпл - температура плавления металла ленты, имеющей меньшее значение, чем металла другой ленты) затрудняет получение прочного биметаллического соединения по причине недостаточной энергии активации металла ленты. В результате возникает необходимость увеличения усилия деформации лент и повышаются требование к прочности конструкции устройства.
Увеличение температуры подогрева вертикальных стенок t > 1,05-tпл затрудняет получение биметаллических полых заготовок с заданными размерами отверстий без центрального стержня по причине возможности значительных пластических деформаций одной из лент.
Для реализации заявляемого способа заявляется установка, уровень техники которой известен [2]. Известное устройство для получения непрерывнолитых биметаллических деформированных заготовок [2] содержит разливочный ковш со стаканом, водоохлаждаемый кристаллизатор, выполненный с парой вертикальных стенок с возможностью возвратно-поступательного перемещения, и с парой наклонных стенок, выполненных с возможностью вращательного перемещения, два стержня, установленные по разные стороны от стакана на платформе с окнами, барабаны с лентами, причем вертикальные стенки выполнены в виде тепловых труб, в которых установлены электрические нагревательные элементы с термопарами, а платформа с окнами установлена на двух неподвижных вертикальных плитах. Недостаток устройства [2] заключается в том, что наличие разливочного ковша со стаканом, двух стержней, установленных на платформе с окнами, ограничивает количество получаемых отверстий в заготовке и усложняет процесс. Кроме этого отсутствие сведений о состоянии рабочей поверхности лент и устройстве для разогрева лент не позволяет реализовать способ получения деформированных биметаллических полых заготовок.
Технический результат, получаемый при осуществлении заявляемой установки заключается в:
1. Повышении надежности работы установки.
2. Повышении удобств обслуживания и ремонта.
Заявляемая установка характеризуется следующими существенными признаками:
Ограничительные признаки: водоохлаждаемый кристаллизатор, выполненный с парой вертикальных стенок с возможностью возвратно-поступательного перемещения и парой наклонных стенок, выполненных с возможностью вращательного перемещения; барабаны с лентами; вертикальные стенки выполнены в виде тепловых труб.
Отличительные признаки: продольные выступы на рабочей поверхности лент; высота выступов "a1" и ширина "в1" связаны с общей толщиной ленты "а2" и ее шириной "в2" соотношениями a1/a2=0,2÷0,8, в1/в2=0,05÷0,3.
Причинно-следственная связь между совокупностью существенных признаков заявляемой установки и достигаемым техническим результатом заключается в следующем.
Наличие продольных выступов на рабочей поверхности лент приводит к возможности получения полых биметаллических заготовок с заданным количеством отверстий при отсутствии центральных стержней. Кроме этого сваривание разнородных металлов лент только по выступам уменьшает общее усилие деформации заготовки и уменьшает требования к прочности конструкции установки.
Уменьшение соотношения a1/a2<0,2 (где a1 - высота выступов, а2 - общая толщина ленты) приводит к возможности увеличения нагрузки на приводные валы установки и их искривлению по причине пластической деформации выступов и достижению a1= 0. При значении a1=0 происходит деформация всей плоской поверхности лент, что значительно увеличивает нагрузку на стенки установки и является недопустимым.
Увеличение соотношения a1/a2>0,8 затрудняет технологию изготовления выступов на поверхности лент и приводит к возможности искажения формы отверстий биметаллической заготовки в процессе пластической деформации выступов.
Уменьшение соотношения в1/в2<0,05 (где в1 - ширина выступа, в2 -ширина ленты) также затрудняет изготовление выступов по ширине ленты и увеличивает вероятность их полной деформации с достижением высоты выступов a1=0 и как результат отсутствие отверстий в биметаллической заготовке.
Увеличение соотношения в1/в2>0,3 ограничивает количество отверстий в биметаллической заготовке.
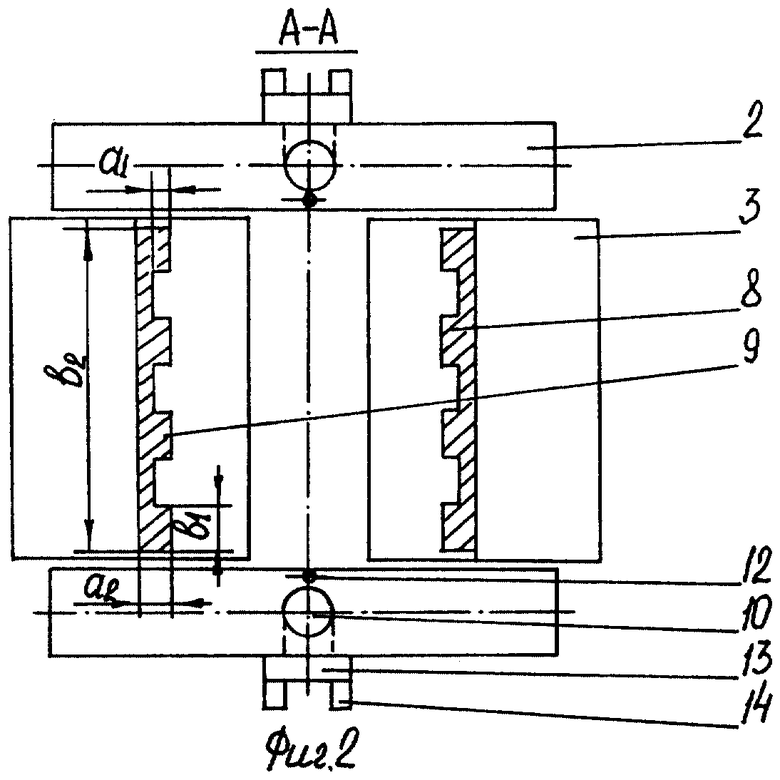
На фиг. 1 приведен внешний вид заявляемой установки; на фиг.2 - сечение А-А фиг.1.
Установка на фиг.1 и 2 состоит из водоохлаждаемого кристаллизатора 1 с парой вертикальных стенок 2 и парой наклонных стенок 3, барабанов 4 и 5 с лентами 6 и 7, на рабочей поверхности которых имеются продольные выступы 8 и 9. Вертикальные стенки 2 выполнены в виде тепловых труб 10 с электрическими нагревательными элементами 11, термопарой 12, коллектором 13 с патрубками 14 для подвода и отвода охлаждающей воды.
Предварительно в кристаллизатор 1 вдоль наклонных стенок 3 заводятся ленты 6 и 7 с барабанов 4 и 5, включаются электрические нагревательные элементы 11 в вертикальных стенках 2 с запуском тепловых труб 10. Температура поверхности вертикальных стенок 2 контролируется по показателям термопары 12. Необходимая температура вертикальной стенки 2 регулируется подачей охлаждающей воды в коллектор 13 через патрубок 14.
Способ осуществляется заявляемой установкой следующим образом. Включается привод стенок кристаллизатора 1. В результате наклонные стенки 3 совершают вращательное перемещение с обжатием лент 6 и 7 по продольным выступам 8 и 9 и калиброванием поверхности биметаллической заготовки, а вертикальные стенки 2 совершают возвратно-поступательное перемещение с выталкиванием заготовки. Обжатие подогретых лент 6 и 7 обеспечивает их сваривание по выступам 8 и 9 с получением полой биметаллической заготовки.
Использование: относится к процессам получения непрерывных деформированных заготовок. Сущность: способ включает введение в кристаллизатор двух лент из разнородных металлов с различной температурой плавления вдоль наклонных стенок, обжатие лент, калибровку поверхности биметаллической заготовки и ее вытягивание. В кристаллизаторе паре вертикальных стенок сообщают возвратно-поступательное перемещение, а паре наклонных стенок - вращательное перемещение с предварительным подогревом вертикальных стенок. Обжатие с контактированием осуществляют не по всей поверхности вводимых лент, а температура подогрева вертикальных стенок составляет t=(1-1,05)tпл, где tпл - температура плавления металла ленты, имеющей меньшее значение, чем для металла другой ленты. Установка для получения непрерывных деформированных биметаллических полых заготовок содержит водоохлаждаемый кристаллизатор, выполненный с парой вертикальных стенок с возможностью возвратно-поступательного перемещения и парой наклонных стенок с возможностью вращательного перемещения, барабаны с лентами. Вертикальные стенки выполнены в виде тепловых труб, а на рабочей поверхности лент изготовлены продольные выступы высотой "a1" и шириной "в1", связанные с общей толщиной ленты "а2" и шириной ленты "в2" соотношениями a1/a2=0,2-0,8; в1/в2=0,05-0,3. Реализация изобретения позволяет получить биметаллические полые заготовки с повышенной прочностью на надежно работающей установке. 2 ил.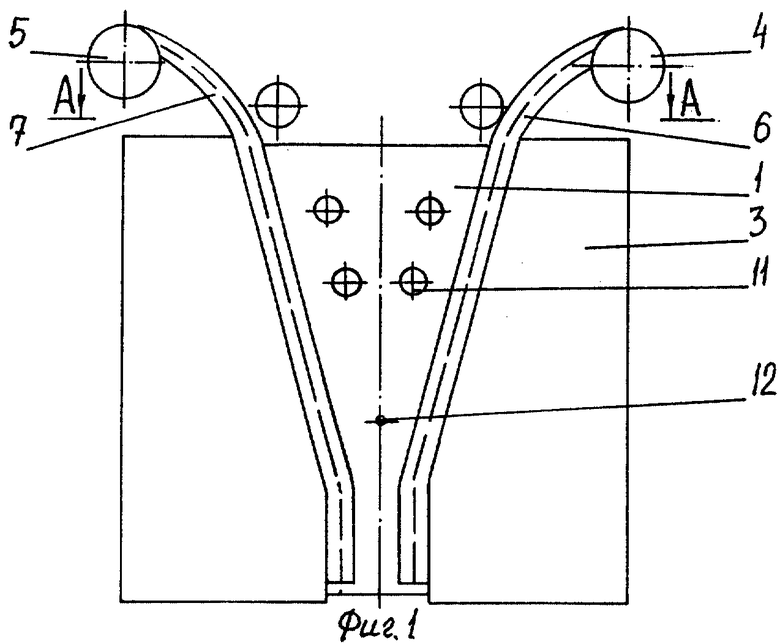
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146574C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1995 |
|
RU2093299C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151662C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
