Изобретение относится к металлургии, в частности к получению непрерывных кованых заготовок из сталей и сплавов.
Известно устройство для непрерывного литья заготовок [Патент №2041011 RU. Устройство для непрерывного литья заготовок / В.И. Одиноков. Опубл. 09.08.1995], содержащее сборный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок, при этом первая пара рабочих стенок выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности, причем каждая из рабочих стенок первой пары закреплена на двух эксцентриковых параллельных горизонтальных валах с синхронным приводом их перемещения, а каждая из рабочих стенок второй пары установлена на приводном эксцентриковом валу с возможностью совершения смещенного по фазе к первой паре стенок возвратно-поступательного движения.
Недостатки известного устройства для непрерывного литья заготовок заключаются в следующем:
- наличие двух эксцентриковых параллельных горизонтальных валов, которые могут быть значительных диаметров (до 500 мм) при разливке в устройство стали и сплавов;
- невозможность широкого регулирования цикла деформации затвердевающего металла и его ковку;
- ограничение диаметра получаемой непрерывнолитой кованой цилиндрической заготовки (d≤150 мм);
- значительные затраты времени и средств на разборку - сборку устройства с целью замены валов при ремонте и эксцентриковых втулок;
- значительная металлоемкость устройства и дополнительных устройств, обеспечивающих привод валов и закрепленных на них стенок (редуктор, электродвигатель);
- значительные затраты денежных средств на изготовление устройства.
Заявляемое устройство направлено на создание ресурсо - и энергосберегающего процесса получения непрерывнолитых кованых цилиндрических заготовок.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в следующем:
- улучшение качества получаемых заготовок и расширение сортамента разливаемых сплавов и получаемых из них кованых цилиндрических заготовок;
- расширение размеров диаметра получаемых кованых заготовок до d≤300 мм;
- уменьшение в 5 - 10 раз затрат средств на изготовление устройства.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: разливочная емкость с погружным стаканом; сборный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок с водоохлаждаемыми каналами; первая пара рабочих стенок кристаллизатора выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности; вторая пара вертикальных рабочих стенок с опорными подшипниками.
Отличительные признаки: рама с неподвижной стойкой и плитой; направляющие кронштейны, попарно закрепленные с двух сторон неподвижной стойки; опора; рабочие стенки первой пары расположены на направляющих кронштейнах и выполнены с возможностью перемещения в горизонтальной плоскости; подшипники, закрепленные в пазах, выполненные в направляющих кронштейнах и в пазах, выполненных сверху и снизу рабочих стенок первой пары; гидроцилиндры со штоками привода стенок с системой автоматического управления работой гидроцилиндров и системой подачи рабочей среды в гидроцилиндры; гидроцилиндры для синхронного перемещения второй пары рабочих стенок кристаллизатора вертикально вниз с приводами их перемещения жестко закреплены на плите над каждой рабочей стенкой кристаллизатора; гидроцилиндры для синхронного перемещения рабочих стенок второй пары вертикально вверх жестко закреплены на опоре снизу каждой рабочей стенки; первоначально синхронно срабатывают гидроцилиндры привода первой пары рабочих стенок с наклонным в верхней части участком, а после - гидроцилиндры привода вертикальных стенок второй пары; на рабочей поверхности стенок первой и второй пары выполнены углубления для формирования цилиндрической заготовки; на поверхности наклонной в верхней части стенки первой пары установлен тензометрический датчик и термопара; термопара на поверхности вертикальной стенки второй пары, подключенные в систему автоматического управления работой устройства; регулятор цикла ковки заготовки; количество деформаций заготовки стенками первой пары составляет n=60-600 удар/мин.; степень обжатия металла стенками первой пары ε=10-50%; число ходов стенки второй пары m=30-300 ход/мин., величина хода стенки второй пары  мм; диаметр получаемых цилиндрических кованых заготовок d=70-300 мм.
мм; диаметр получаемых цилиндрических кованых заготовок d=70-300 мм.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническими результатом заключается в следующем.
Наличие рамы с неподвижной стойкой и плитой позволяет организовать привод стенок устройства.
Закрепление с двух сторон неподвижной стойки по паре направляющих кронштейнов позволяет расположить на них стенки первой пары с возможностью их движения в горизонтальной плоскости. Закрепление на неподвижной стойке кронштейнов с возможностью их перемещения при настройке машины исключает возможность несимметричного расположения стенок и появления дополнительных нагрузок, приводящих к повышенному износу стенок и преждевременному ремонту устройства.
Наличие опоры позволяет закрепить на ней гидроцилиндр со штоком с целью перемещения вертикальной рабочей стенки вертикально вверх для последующего выталкивания заготовки.
Наличие подшипников, закрепленных в пазах, выполненных в направляющих кронштейнах и в пазах, выполненных сверху и снизу рабочих стенок первой пары позволяет исключить трение в сопрягаемых поверхностях и обеспечивает безотказную работу устройства. Изготовление в кронштейнах пазов под подшипники позволяет без трения перемещать между ними рабочие стенки первой пары. Выполнение сверху и снизу стенок первой пары пазов позволяет закрепить в них подшипники с целью перемещения стенок.
Наличие гидроцилиндров со штоками привода стенок с системой подачи рабочей среды в гидроцилиндры позволяет организовать процесс деформации металла в кристаллизаторе и ковки цилиндрической заготовки.
Наличие системы автоматического управления работой гидроцилиндров позволяет организовать заданное перемещение стенок первой и второй пары кристаллизатора в ответствии с технологией получения непрерывнолитых кованых заготовок.
Наличие гидроцилиндров для синхронного перемещения второй пары рабочих стенок кристаллизатора вертикально вниз с приводами их перемещения, жестко закрепленными на плите над каждой рабочей стенкой кристаллизатора, обеспечивает возможность выталкивания вертикально вниз деформируемого металла и кованой цилиндрической заготовки.
Наличие гидроцилиндров для синхронного перемещения рабочих стенок второй пары вертикально вверх, жестко закрепленных на опоре снизу каждой рабочей стенки, обеспечивает возможность проскальзывания стенок второй пары вертикально вверх относительно деформируемого металла.
Первоначальное синхронное срабатывание гидроцилиндров привода первой пары рабочих стенок с наклонным в верхней части участком обеспечивает возможность де -формации кристаллизующегося металла и ковки поверхности заготовки, а также устранения зазоров между металлом и стенками, как первой, так и второй пары.
Последующее синхронное срабатывание гидроцилиндров привода вертикальных стенок второй пары обеспечивает возможность перемещения металла заготовки вместе со стенки.
Выполнение на рабочей поверхности стенок первой и второй пары углублений обеспечивает возможность формирования цилиндрической поверхности заготовки и возможность выталкивания заготовки стенками второй пары.
Установление на поверхности наклонной в верхней части стенки первой пары тензометрического датчика и термопары, подключенные в систему автоматического управления работой устройства, позволяет получать информацию по давлению и темпера -туре со стороны контактируемого металла, необходимую при отработке технологии деформации кристаллизующегося металла и ковки цилиндрической заготовки.
Установление на поверхности вертикальной стенки второй пары термопары, подключенной в систему автоматического управления работой устройства, позволяет получать информацию по температуре металла заготовки со стороны вертикальной стенки и сопоставляет ее с температурой металла со стороны наклонной в верхней части стенки, необходимые при анализе напряженного состояния деформируемого металла, склонного к растрескиванию.
Наличие регулятора цикла ковки заготовки, подключенного в систему автоматического управления работой устройства, позволяет задавать необходимые параметры работы стенок первой пары с наклонным в верхней части участком, используемые при отработке технологии получения кованых цилиндрических заготовок из сталей и сплавов.
Уменьшение количества деформаций заготовки стенками первой пары n<60 удар/мин. не позволяет получать требуемое качество структуры деформированного метала и качество поверхности цилиндрической кованой заготовки по причине возможных наплывов металла на поверхности заготовки.
Увеличение количества деформаций заготовки стенками первой пары n>600 удар/мин. приводит к нецелесообразно высокой скорости деформации металла заготовки и преждевременному износу рабочей поверхности стенок первой пары.
Уменьшение степени обжатия металла стенками первой пары ε<10% приводит к низким значениям механических свойств металла цилиндрической заготовки.
Увеличение степени обжатия металла стенками первой пары ε>50% приводит к повышенным требованиям к прочности элементов и устройства в целом, нецелесообразному увеличению стоимости устройства.
Уменьшение числа ходов стенок второй пары m<30 ход/мин. приводит к недостаточной производительности работы устройства и сравнительно высоких сроков окупаемости устройства.
Увеличение числа ходов стенки второй пары m>300 ход/мин. приводит к сравнительно высокой скорости выталкивания продеформированной заготовки низкого качества по причине недостаточного количества времени на протекание процесса полного кристаллизации металла.
Уменьшение величины хода стенки второй пары  мм приводит к переохлаждению металла кованой заготовки и ухудшению качества ее поверхности, а также к нецелесообразно низкой производительности работы устройства.
мм приводит к переохлаждению металла кованой заготовки и ухудшению качества ее поверхности, а также к нецелесообразно низкой производительности работы устройства.
Увеличение величины хода стенки второй пары  мм приводит к недостаточному качеству поверхности и внутренней структуры кованой цилиндрической заготовки.
мм приводит к недостаточному качеству поверхности и внутренней структуры кованой цилиндрической заготовки.
Уменьшение диаметра получаемой цилиндрической стальной кованой заготовки d<70 мм нецелесообразно по причине не технологичности конструкции.
Увеличение диаметра получаемой цилиндрической кованой заготовки d>300 мм приводит к необходимости использования гидроцилиндров привода стенок первой и второй пары, а также системы подачи рабочей среды в гидроцилиндры сравнительно больших размеров, увеличению стоимости, что нецелесообразно.
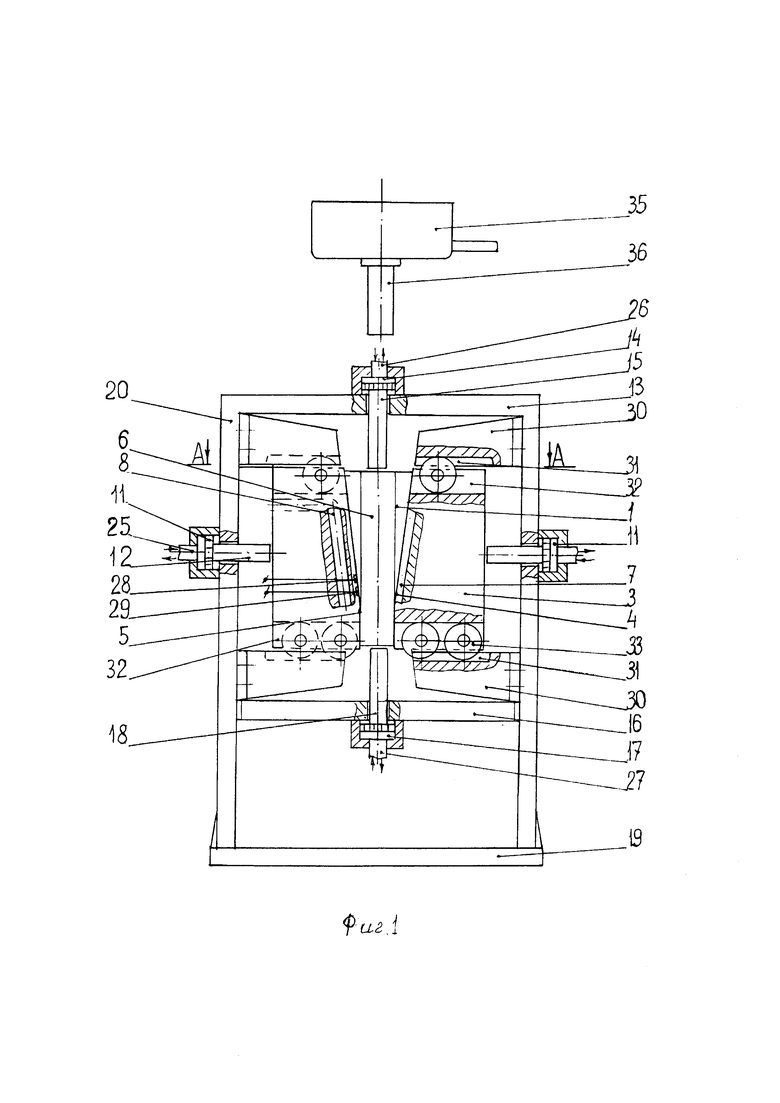
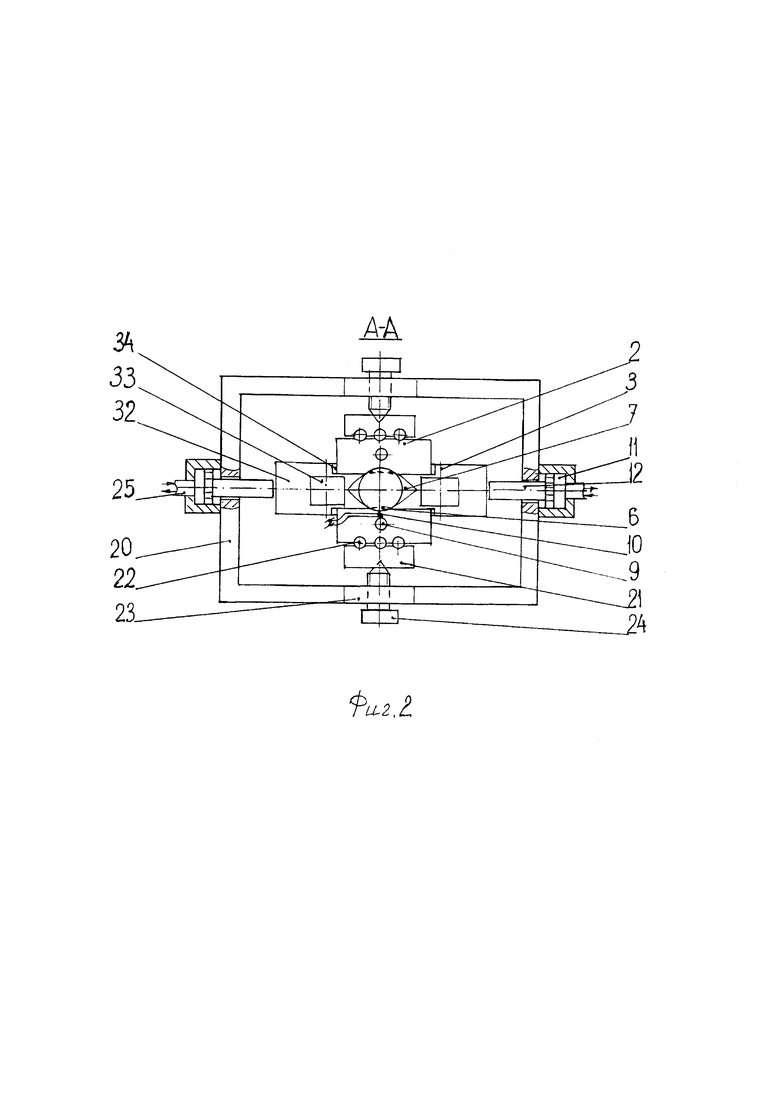
На фиг. 1 приведен внешний вид заявляемого устройства для получения непрерывнолитых кованых цилиндрических заготовок, на фиг. 2 - сечение А-А на фиг. 1.
Заявляемое устройство на фиг. 1 и 2 состоит из кристаллизатора 1 с двумя вертикальными рабочими стенками 2 с углублениям и 6, двух наклонных в верхней части рабочих стенок 3 с наклонным под углом к вертикали верхним 4 и вертикальным нижним 5 участками рабочей поверхности с углублениями 7, гидроцилиндров 11 со штоками 12, подключенных в систему регулятора цикла ковки, плиты 13 с гидроцилиндрами 14 и штоками 15, опоры 16 с гидроцилиндрами 17 и штоками 18, рамы 19 с неподвижной стойкой 20, подшипников 21 с шариками 22, опорных плит 23 с болтами 24, штуцеров 25-27, подключенные в систему автоматического управления работой гидроцилиндров, тензометрического датчика 28 и термопар 29 и 10, подключенные в систему автоматического управления работой устройства, направляющих кронштейнов 30 с пазами 31, пазов 32 сверху и снизу рабочих стенок 3 с подшипниками 33, наклонных пазов 34, выполненных с боков рабочих стенок 3, водоохлаждаемых каналов 8 и 9 в рабочих стенках 2 и 3, разливочной емкости 35 с погружным стаканом 36.
Предварительно в водоохлаждаемые каналы 8 и 9 рабочих стенок 2 и 3 кристаллизатора 1 подается перегретая до температуры 150-200°С вода с целью разогрева стенок и устанавливается на выходе из кристаллизатора затравка, исключающая выливание расплава. При помощи гидроцилиндров 11 со штоками 12, закрепленные на неподвижной стойке 20, устанавливается необходимое расстояние между рабочей поверхностью вертикальных нижних участков 5 стенок 3. После достижения заданной температуры стенок 2 и 3, фиксируемой по показаниям термопар 10 и 29. устройство готово к разливке в него расплава.
Работа устройства для получения непрерывнолитых кованых цилиндрических заготовок осуществляется следующим образом. Расплав из разливочной емкости 35 через погружной стакан 36 поступает в кристаллизатор 1 и заполняет его с образованием корочки заготовки на наклонном под углом к вертикали верхнем участке 4 рабочей поверхности стенок 3 с углублениями 7 и на поверхности вертикальных стенок 2 с углублениями 6. После достижения расплавом определенного уровня заливки в кристаллизатор 1 системой автоматического управления устройство включается в работу. В результате осуществляется синхронная подача рабочей среды в гидроцилиндры 11 через штуцера 25, что обеспечивает перемещение штоков 12 и рабочих стенок 3 с подшипниками 33 в пазах 31 направляющих кронштейнов 30 навстречу друг другу и деформирование корочки заготовки на наклонных под углом к вертикали верхних участках 4 рабочих поверхностей стенок 3. Далее системой регулирования цикла ковки прикладывают возрастающее ковочное усилие с формированием заготовки в углублениях 6 и 7, соответственно в стенках 2 и 3, а также калиброванием поверхности цилиндрической заготовки на вертикальном нижнем участке 5 рабочей поверхности стенок 3. После деформации корочки металла заготовки, ее ковки и калибрования поверхности подача рабочей среды в гидроцилиндры 11 прекращается. Тензометрический датчик 28 и термопары 10 и 29, подключенные в систему автоматического управления работой устройства, непрерывно фиксируют значения ковочных усилий, а также температуру поверхности заготовки. После этого системой автоматического управления работой устройства включается синхронная подача рабочей среды в гидроцилиндры 14, закрепленные на плите 13. через штуцер 26. В результате шток 15 перемещает вертикальную рабочую стенку 2 вертикально вниз в наклонных пазах 34 стенок 3 с одновременным их разжатием выталкиванием полученной цилиндрической заготовки. Одновременно происходит синхронное перемещение штоков 12 в гидроцилиндрах 11 и выдавливание из них рабочей среды через штуцера 25 в систему. При этом шток 18 перемещается вертикально вниз с выдавливанием рабочей среды из гидроцилиндра 17 через штуцер 27 в систему. Системой автоматического управления работой устройства включается синхронная подача рабочей среды в гидроцилиндры 11 с захватыванием продеформированного метала заготовки стенками 3. При отключенных гидроцилиндрах 14 и синхронном включении подачи рабочей среды в гидроцилиндры 17 под действием штоков 18 вертикальные рабочие стенки 2 перемещаются вертикально вверх с их проскальзыванием относительно заготовки. Одновременно перемещается шток 15 в гидроцилиндре 14 с выдавливанием рабочей среды через штуцер 26 в систему. Перемещение вертикальных рабочих стенок 2 происходит относительно неподвижных подшипников 21 с шариками 22, которые поджимаются болтами 24 в опорных плитах 23. Далее процесс повторяется.
Изобретение относится к области металлургии. Устройство для получения непрерывнолитых кованых цилиндрических заготовок содержит кристаллизатор (1) с расположенными попарно рабочими стенками, первая пара (3) которых выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности, вторая пара (2) выполнена вертикальной. На рабочих поверхностях стенок выполнены углубления (6, 7) для формирования цилиндрической заготовки. Устройство снабжено рамой (19) с неподвижной стойкой (20), плитой (13) и направляющими кронштейнами (30), попарно закрепленными с двух сторон стойки (20), подшипниками, опорой, гидроцилиндрами, системой автоматического управления работой устройства, регулятором цикла ковки заготовок. Стенки первой пары, перемещаемые в горизонтальной плоскости, расположены на кронштейнах (30). Подшипники закреплены в пазах (31) направляющих кронштейнов и в пазах (32) рабочих стенок первой пары. Гидроцилиндры синхронного перемещения вниз стенок второй пары с приводами жестко закреплены на плите над каждой стенкой кристаллизатора. Гидроцилиндры синхронного перемещения вверх стенок второй пары жестко закреплены на опоре снизу каждой стенки. Обеспечивается расширение сортамента разливаемых сплавов и получаемых заготовок улучшенного качества. 2 ил.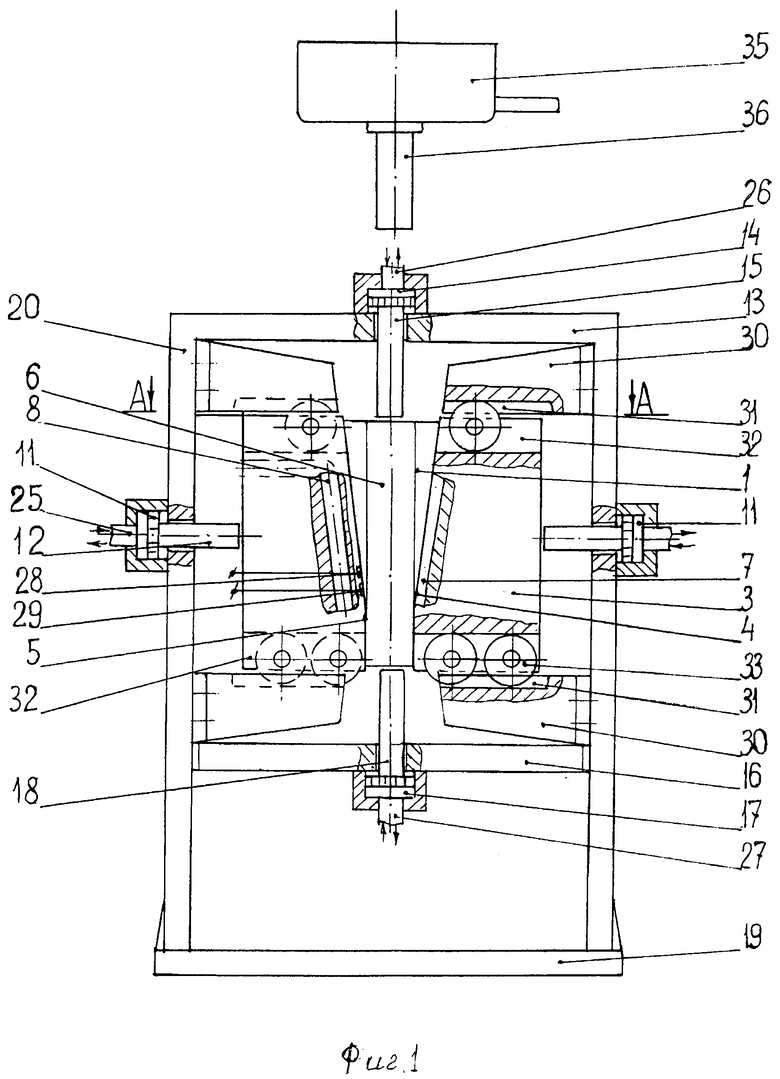
Устройство для получения непрерывнолитых кованых цилиндрических заготовок, содержащее разливочную емкость с погружным стаканом, сборный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок с водоохлаждаемыми каналами, первая пара рабочих стенок выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности, вторая пара вертикальных рабочих стенок – с опорными подшипниками, отличающееся тем, что оно содержит раму с неподвижной стойкой, плитой и направляющими кронштейнами, попарно закрепленными с двух сторон неподвижной стойки, причем рабочие стенки первой пары расположены на направляющих кронштейнах и выполнены с возможностью перемещения в горизонтальной плоскости, опору, подшипники, закрепленные в пазах, выполненных в направляющих кронштейнах, и в пазах, выполненных сверху и снизу рабочих стенок первой пары, гидроцилиндры со штоками привода рабочих стенок с системой автоматического управления работой гидроцилиндров и системой подачи рабочей среды в гидроцилиндры, гидроцилиндры для синхронного перемещения второй пары рабочих стенок вертикально вниз с приводами их перемещения, жестко закрепленные на плите над каждой рабочей стенкой кристаллизатора, гидроцилиндры для синхронного перемещения рабочих стенок второй пары вертикально вверх, жестко закрепленные на опоре снизу каждой рабочей стенки, при этом гидроцилиндры привода первой пары рабочих стенок с наклонным в верхней части участком выполнены с возможностью первоначального синхронного срабатывания, а гидроцилиндры привода второй пары вертикальных стенок выполнены с возможностью последующего срабатывания, на рабочих поверхностях стенок первой и второй пары выполнены углубления для формирования цилиндрической заготовки, тензометрический датчик и термопару, установленные на поверхности наклонной в верхней части стенки первой пары, термопару на поверхности вертикальной стенки второй пары и регулятор цикла ковки заготовки, подключенные в систему автоматического управления работой устройства, причем стенки первой пары выполнены с возможностью осуществления количества деформаций заготовки, составляющего n=60-600 удар./мин, и степени обжатия металла ε=10-50%, при этом стенки второй пары выполнены с возможностью осуществления 30-300 ходов в минуту с величиной хода ℓ=5-50 мм, а кристаллизатор выполнен с возможностью получения цилиндрических кованых заготовок диаметром d=70-300 мм.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2041011C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2003 |
|
RU2227082C1 |
| Кристаллизатор и способ непрерывного вертикального литья стальной ленты | 1984 |
|
SU1336943A3 |
| JP 59073155 A, 25.04.1984 | |||
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2136435C1 |

