Передвижной станок для механической обработки нижних поверхностей крупногабаритных изделий относится к области машиностроения, в частности к ремонту железнодорожных вагонов.
Известно устройство подобного функционирования, то есть при неподвижном изделии. «Станок для шлифования лопастей крупных радиально-осевых турбин и других криволинейных поверхностей (Авт. св. RU №174959, МКИ В24В 19/14, опубликовано 07.11.65)» имеет тележку с приводом и фиксатором, на которой установлен поворотный круг с колонной, смещаемой вокруг своей оси и по дуге относительно криволинейного изделия. На колонне расположена бабка с приводом вертикального перемещения. На бабке посредством шарнира с двумя степенями свободы закреплена шлифовальная головка, снабженная копировальным устройством и следящими системами.
За прототип принято «Переносное устройство для обработки направляющих станины (Авт. св. RU №2060142, МКИ В24В 23/08, опубликовано 20.05.96)», содержащее инструментальную головку, подвижно установленную через ползунки на каретке, которая имеет возможность перемещения за счет домкрата по направляющим. Каретка снабжена роликами, регулируемыми эксцентриками. Направляющие закреплены на регулируемом звене, связующем их относительно двух кронштейнов, имеющих дистанционные компенсаторы.
Недостатком известного устройства является сложность настройки рабочего положения по нескольким степеням свободы.
Задача предлагаемого изобретения заключается в сокращении времени на монтаж и демонтаж станка для обработки под крупногабаритными изделиями.
Суть решения указанной задачи представлена наличием реверсивных линейных приводов, закрепленных на модуле базирования, имеющем подвижную каретку для сменных инструментальных органов, и суппортом, снабженным блоком подвески и тележкой и соединенным с захватами через регулятор усилий и линейные двухпозиционные компенсаторы.
Технический результат состоит в гарантии автоматического сочленения и расчленения станка с изделием.
Передвижной станок для механической обработки участков нижних поверхностей крупногабаритных изделий приспособлен для размещения рабочих инструментов под изделиями, которые невозможно или сложно переворачивать перед обработкой на традиционном оборудовании. Обрабатываемые крупногабаритные изделия должны иметь или могут быть временно дополнены элементами фиксации станка, например выступами или проемами. К подобным крупногабаритным изделиям относится грузовые железнодорожные вагоны. Все они имеют расположенную на их днище продольную так называемую «хребтовую» балку, снабженную на каждом конце пятником, посредством которых он соединен со своими поворотными тележками. Пятник представляет собой цилиндрическую деталь с центральным отверстием. Он контактирует с подпятником поворотной тележки посредством горизонтальной (опорной) и цилиндрическими (упорной и центрирующими) поверхностями, которые подлежат ремонту.
На чертеже изображена кинематическая схема передвижного станка для механической обработки нижних поверхностей крупногабаритных изделий. Станок имеет инструментальный орган 1 или несколько сменных, которые могут быть поочередно закреплены на каретке 2. Каретка 2 подвижно установлена на модуле базирования, верхняя пластина 3 которого имеет упоры 4 и рычажные захваты 5 для фиксации станка. При этом станок имеет подвижный суппорт 6, который соединен с тележкой 7.
Каретка 2 имеет резьбовое кольцо 8, которое взаимодействует с модулем базирования посредством пустотелой опоры 9, выполненной в виде направляющего цилиндра, имеющего внутреннюю резьбу. При этом взаимное линейное перемещение каретки 2 и резьбового кольца 8 ограничено. Резьбовое кольцо 8 кинематически соединено с приводом вращательно-поступательного перемещения, имеющим стопорный механизм (условно не показаны). Упомянутая пустотелая опора 9 жестко закреплена к верхней пластине 3 в средней части модуля базирования ниже упоров 4, так что оси внутренней резьбы и направляющего цилиндра перпендикулярны ей. На наружных поверхностях пустотелой опоры 9 вдоль ее оси закреплены линейные приводы. Статоры линейных приводов выполнены, например, в виде гаек 10, а роторы 11 выполнены пустотелыми и снабжены наружной резьбой. При этом резьбовые роторы 11 соединены с суппортом 6 с возможностью реверсивного вращения (схема реверса условно не показана). Суппорт 6 снабжен механизмом распределения усилий, который имеет двуплечий рычаг 12, шарнирно закрепленный к его середине, и, пропущенные через полости резьбовых роторов 11, стержни 13, соединенные шарнирно нижними концами с двуплечим рычагом 12. К другим (верхним) концам стержней 13 прикреплены наконечники 14, размещенные внутри корпусов 15 двухпозиционных компенсаторов. Наконечники 14, выполненные, например, в виде дисков, имеют возможность периодического контакта с ограничителями 16, которые выполнены, например, в виде втулок и закреплены на открытом торце в нижней части корпусов 15 двухпозиционных компенсаторов. Свободный ход наконечников 14 выбран соизмеримым с величинами смещения концов захватов 5 и суппорта 6. Противоположная верхняя часть закрытый торец корпуса 15 каждого линейного двухпозиционного компенсатора присоединен к тягам 17.
Вторые концы тяг 17 через тяговые шарниры 18 закреплены к захватам 5. Захваты 5 выполнены в виде одноплечих рычагов и закреплены при помощи концевых шарниров 19. Между захватами 5 и верхней пластиной 3 модуля базирования на участке, ограниченном тяговым 18 и концевым 19 шарнирами установлены пружины сжатия 20. Блок подвески представлен несколькими пружинами сжатия 21, одни концы которых закреплены на тележке 7, а другие на суппорте 6. Инструментальный орган 1 в зависимости от вида механической обработки может быть выполнен в нескольких вариантах. Для обработки, в частности, трех поверхностей пятника вагона используют разные инструментальные органы, то есть опорной - шлифовальный, упорной - фрезерный и центрирующей (под шкворень) - сверлильный. Все инструментальные органы, кроме сверлильного, должны иметь собственные приводы (условно не показаны). Сверлильный инструментальный орган 1 действует от вращательно-поступательного привода каретки 2 (условно не показан).
Перед обработкой крупногабаритное изделие или вагон закрепляют на опоры. Высота опор выбрана постоянной. Габарит станка выбран с учетом горизонтального перемещения под изделием, то есть его высота должна быть меньше расстояния между уровнем его перемещения и нижней поверхностью изделия (то есть полок хребтовой балки вагона). Из-под вагона, в частности, удаляют его поворотные тележки. Станок устанавливают таким образом, чтобы центр инструментального органа 1 был совмещен с участком обработки, в частности с отверстием пятника. В исходном положении инструментальный орган 1 с кареткой 2 установлены ниже верхней пластины 3 модуля базирования. Модуль базирования расположен вблизи суппорта 6, то есть линейные приводы имеют минимальную длину (их статоры 10 охватывают нижние концы роторов 11). Под действием пружин 20 концы захватов 5 выступают над верхней пластиной 3 модуля базирования.
Перед любой операцией обработки станок монтируют (закрепляют) на изделии (вагоне) следующим образом. Включают линейные приводы для вращения роторов 11 так, чтобы смещать за счет резьбы модуль базирования вверх при неподвижном суппорте 6. Смещение модуля базирования при неподвижном суппорте обеспечено наличием свободного хода, предусмотренного в конструкции линейных двухпозиционных компенсаторов. Первоначально смещение модуля базирования вызывает некоторое уменьшение свободного хода двухпозиционных компенсаторов до тех пор, пока упоры 4 не вступят в контакт с элементами фиксации станка на изделии, в частности с нижними сторонами полок хребтовой балки. Поскольку расстояние между наконечниками 14 и ограничителями 16 в двухпозиционных компенсаторах выбрано соизмеримым с величиной хода модуля базирования вверх, то после контакта упоров 4 с полками хребтовой балки происходит их соприкосновение. Свободный ход в двухпозиционных компенсаторах исчезает.
Затем при продолжении вращения в том же направлении роторов 11, суппорт 6 начинает перемещается вниз, сжимая пружины 21 блока подвески, а модуль базирования остается неподвижным в верхнем положении. Теперь вместе с суппортом 6 смещаются вниз корпуса 15 двухпозиционных компенсаторов и тяги 17, а захваты 5, бывшие ранее над полками хребтовой балки, поворачиваются вокруг концевых шарниров 19, сжимают пружины 20 и автоматически прижимаются к другим сторонам (верхним) полок. Возможные разница настройки величин свободного хода или начальная неравномерность зазоров между упорами и хребтовой балкой при размещении станка под изделием ликвидируются механизмом распределения усилий путем отклонения двуплечего рычага 12, зависимого от разновременного действия стержней 13, тяг 17 и захватов 5.
После того как станок будет сочленен с изделием, реверсивные линейные приводы отключают. Затем включают привод вращательно-поступательного перемещения резьбового кольца 8. В этом варианте станок может выполнять сверление. После обработки отдельной поверхности все приводы отключают. Для перехода на другой вид обработки станок следует демонтировать (отсоединить) от изделия. Их расчленяют включением реверса линейного привода, то есть на вращение резьбовых роторов 11 в обратную сторону. Суппорт 6 поднимается под действием пружин 21, а потом под действием пружин 20 захваты 5 отходят от полок хребтовой балки. Отсоединенный автоматически модуль базирования возвращается в исходное положение. На каретке 2 производят замену инструментального органа 1 и процессы монтажа (сочленения) и работы станка повторяют.
Если установлен какой-либо другой инструментальный орган, то после его контакта с обрабатываемой поверхностью привод вращательно-поступательного перемещения каретки отключают и стопорят. Обработку допускается выполнять при периодическом включении приводов инструментального органа 1 и каретки 2.
Размер инструмента для обработки опорной поверхности выбирают равным диаметру пятника. Длину инструмента для обработки упорной поверхности выбирают равной высоте упорной поверхности. После завершения обработки всех поверхностей пятника модуль базирования возвращают в исходное положение и перемещают за пределы изделия.
Технический результат определяется автоматическим взаимодействием реверсивных линейных двигателей с регулятором усилий, линейными двухпозиционными компенсаторами и захватами, гарантирующими монтаж и демонтаж (сочленение и расчленение) станка с изделием.
Кроме того, предусмотрено расширение технологических возможностей сменой дополнительных инструментальных головок. Удобство пользования станком обеспечено размещением его на тележке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕМОНТАЖА ПЯТНИКА ВАГОНА | 2011 |
|
RU2462377C1 |
| СПОСОБ ДЕМОНТАЖА ПЯТНИКА | 2022 |
|
RU2784228C1 |
| НАПЛАВОЧНАЯ УСТАНОВКА | 2006 |
|
RU2327552C2 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Способ сборки кузовов вагонов с рамами малой жесткости | 2022 |
|
RU2797221C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Фрезерно-расточной станок модульного типа | 2022 |
|
RU2797896C1 |
| ШИПОРЕЗНЫЙ ДВУСТОРОННИЙ СТАНОК | 1992 |
|
RU2007293C1 |
| Устройство для испытаний вагонной тележки на отсутствие выпадения деталей методом переворота | 2024 |
|
RU2822939C1 |
Изобретение относится к области машиностроения, в частности к ремонту пятников железнодорожных вагонов. Станок содержит инструментальный орган, перемещающийся на каретке, модуль базирования, компенсаторы, линейный двигатель и суппорт. Суппорт снабжен блоком подвески и тележкой, которые соединены между собой. Модуль базирования соединен с упорами, линейными двигателями и захватами через регуляторы усилий и двухпозиционные компенсаторы. Станок в рабочем состоянии закреплен к хребтовой балке вагона или к ответным элементам других крупногабаритных изделий и ведет обработку снизу. Достигается сокращение времени на монтаж и демонтаж станка под крупногабаритными изделиями и расширение технологических возможностей станка. 6 з.п. ф-лы, 1 ил.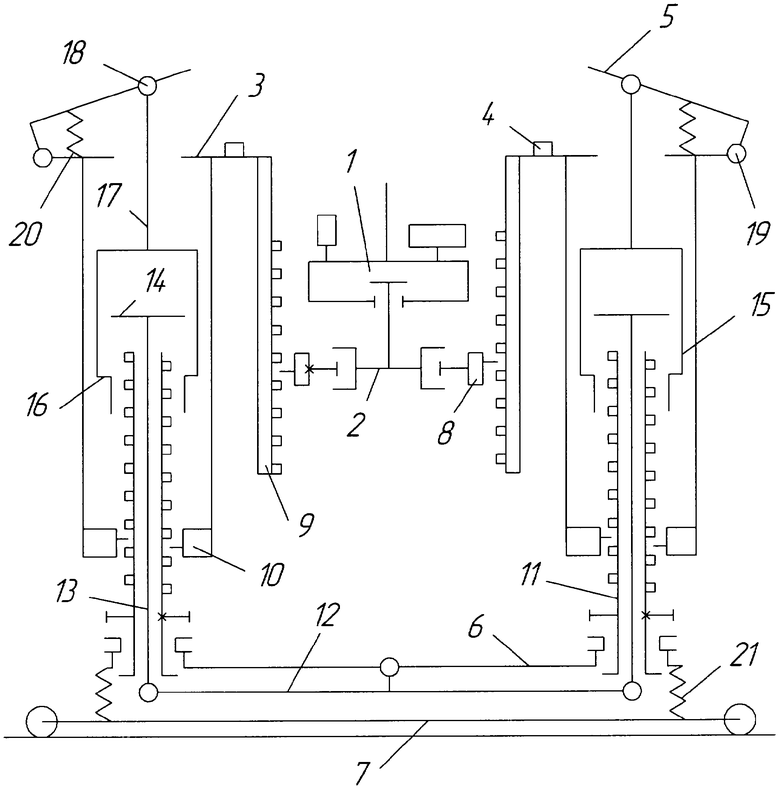
| RU 2060142 C1, 20.05.1996 | |||
| DE 102004038786 A, 19.01.2006 | |||
| Стенд для монтажа и демонтажа бортов полувагона | 1981 |
|
SU981051A1 |
| Установка для ремонта узлов ходовой части транспортного средства | 1987 |
|
SU1602780A1 |

