Изобретение относится к устройствам для наплавки при восстановлении дефектных или поврежденных деталей и может быть использовано преимущественно для восстановления пятника вагона.
Известно устройство для электродуговой наплавки, содержащее наплавочную головку с катушкой для наплавочной проволоки и механизмом подачи проволоки в зону наплавки через мундштук, механизм вертикального перемещения наплавочной головки, механизмы вращения наплавочной головки и ее поступательного перемещения в горизонтальной плоскости, координатный стол с регулируемым углом наклона (Св-во на полезную модель №17297, М.кл. В23К 9/04).
С помощью данного устройства наплавка производится без вращения изделия. Мундштук совершает круговые движения вместе с катушкой и механизмом подачи проволоки, сохраняя при этом прямолинейную траекторию движения наплавочной проволоки.
Однако функциональные возможности данного устройства ограничены, т.к. с помощью данного устройства можно наплавлять только плоские поверхности или цилиндрические путем последовательно наплавляемых валиков. В связи с этим производительность и качество наплавки не высоки.
Известна также установка для наплавки внутренних цилиндрических поверхностей (RU 2111839 С1, 27.05.1998), содержащая блок питания и управления установки, источник питания дуги, установленную на площадке сварочную головку, основание с направляющей стойкой, несущей механизм вертикального перемещения сварочной головки и механизм вращения сварочной головки, кроме того, на стойке установлен ползун, выполненный с консолью, а площадка установлена с возможностью поворота в плоскости, перпендикулярной оси стойки, и соединена с консолью ползуна, с которым кинематически связан механизм вертикального перемещения сварочной головки.
Такое конструктивное выполнение позволяет варьировать режимы наплавки, оперативно осуществлять визуальный контроль и вводить коррективы в процесс наплавки, проводить работы по очистке наплавленного слоя от шлаковой корки, что значительно повышает качество наплавленного металла. Однако недостатками установки являются сложность конструкции, обусловленная наличием раздельных приводов вертикального перемещения и вращения, значительные габариты и металлоемкость. Кроме того, данная установка позволяет осуществлять наплавку только внутренних цилиндрических поверхностей и не может быть использована для наплавки пятника вагона, для восстановления которого приходится осуществлять наплавку не только цилиндрической поверхности, но и горизонтальной, и вертикальной, подверженных износу.
Задачей изобретения является устранение указанных недостатков: упрощение конструкции, снижение габаритов и металлоемкости при сохранении высокого качества наплавки, а также расширение функциональных возможностей установки.
Поставленная задача решена за счет того, что в наплавочной установке, содержащей блок питания и управления установки, источник питания дуги, установленную на площадке наплавочную головку, основание с направляющей стойкой, несущей механизм вертикального перемещения наплавочной головки и механизм вращения наплавочной головки, кроме того, на стойке установлен ползун, выполненный с консолью, с которым кинематически связан механизм вертикального перемещения наплавочной головки, а площадка установлена с возможностью поворота в плоскости, перпендикулярной оси направляющей стойки, согласно изобретению механизм вращения наплавочной головки содержит установленное на стержне, снабженном на верхнем конце упором и расположенном внутри направляющей стойки, зубчатое колесо, установленное с возможностью зацепления с рейкой, снабженной приводом перемещения, на рейке жестко закреплен рамочный каркас, на верхней и нижней поверхностях которого установлены откидные ролики, кроме того, установка дополнительно снабжена механизмом горизонтального перемещения горелок наплавочной головки, выполненным в виде двух симметрично расположенных относительно направляющей стойки винтовых пар, снабженных кулачками на концах винтов, обращенных к ползуну, а механизм вертикального перемещения наплавочной головки включает гайку в виде кулачка, выполненного с возможностью взаимодействия с откидными роликами.
Сущность изобретения поясняется чертежом, на котором изображена схема установки.
Наплавочная установка содержит блок питания и управления установки, источник питания дуги (на чертеже не показаны), установленную на площадке 1 наплавочную головку, включающую горелки 2 с мундштуками 3. На основании 4 смонтирована направляющая стойка 5 с расположенным внутри стержнем 6, на верхнем конце которого эксцентрично закреплен упор 7. Механизм вращения наплавочной головки включает зубчатое колесо 8, установленное в средней части стержня 6 с возможностью взаимодействия с рейкой 9, снабженной приводом перемещения 10, прикрепленным к наружной части ползуна 11, выполненного с консолью 12 и установленного с возможностью перемещения по направляющей стойке 5. Ползун 11 консолью 12 оперт на основание 4. На рейке 9 жестко закреплен рамочный каркас 13, на верхней поверхности которого установлены откидные ролики 14 и 15, а на нижней - ролики 16 и 17, расположенные симметрично по обе стороны ползуна 11.
Кроме того, наплавочная установка снабжена механизмом горизонтального перемещения горелок наплавочной головки, выполненным в виде двух симметрично расположенных относительно направляющей стойки 5 винтов 18, снабженных кулачками 19, которые обращены к ползуну 11.
Механизм вертикального перемещения наплавочной головки включает гайку 20 с кулачками 21, выполненными с возможностью взаимодействия с откидными роликами 16 и 17.
Наплавочная установка работает следующим образом.
В исходном положении гайка 20 охватывает верхнюю часть резьбы направляющей стойки 5. Горелки 2 наплавочной головки расположены вблизи кулачков 19. Откидные ролики не находятся в зацеплении с кулачками. Упор 7 под действием собственного веса и веса стержня 6 находится в вертикальном положении.
При восстановлении пятника вагона наплавочную установку перемещают вверх до тех пор, пока упор 7 не пройдет в шкворневое отверстие пятника. Затем стержень 6 перемещают вверх до тех пор, пока упор 7 не займет горизонтальное положение и ляжет на торцевую центральную поверхность пятника.
При необходимости осуществить приварку новой втулки А пятника вагона взамен изношенной включают привод перемещения 10 рейки 9, которая, обкатываясь по зубчатому колесу 8, поворачивает ползун 11 вокруг направляющей стойки 5. Горелки 2, жестко связанные с ползуном 11, совершают при полном выдвижении рейки 9 поворот на 180°, осуществляя приварку новой втулки А.
Если требуется наплавить опорную (горизонтальную) поверхность В пятника, работа осуществляется в следующей последовательности.
Сближают с возможностью зацепления поочередно обе пары откидных роликов 14 и 15 с кулачками 19. Включают привод перемещения 10 рейки 9. При перемещении рейки 9 в одну сторону происходит зацепление роликов 15 с кулачками 19. При перемещении рейки 9 в обратную сторону в зацепление входят ролики 14, а ролики 15 выходят из зацепления. Таким образом, происходит вращение винтов 18 и перемещение площадок 1 с горелками 2 к наружным концам винтов 18 с одновременным поочередным вращением на 180° в одну и другую сторону горелок 2.
Если требуется наплавить упорную (вертикальную) поверхность С пятника вагона, то мундштуки 3 горелок 2 выставляют в верхнюю точку упорной поверхности пятника, затем вводят в зацепление поочередно откидные ролики 16 и 17 с кулачками 21. Затем опять включают привод перемещения 10 рейки 9, при перемещении которой в одну сторону происходит зацепление роликов 16 с кулачками 21. При перемещении рейки 9 в обратную сторону в зацепление входят ролики 17, а ролики 16 выходят из зацепления. При этом происходит перемещение гайки 20 вниз и, как следствие, перемещение горелок 2 вниз, осуществляющих наплавку упорной поверхности пятника, с одновременным поочередным вращением на 180° в одну и другую сторону.
После завершения наплавочных работ установку приподнимают вверх до тех пор, пока упор 7 под действием собственного веса и веса стержня не займет вертикального (исходного) положения. Затем установку перемещают вниз до тех пор, пока упор 7 не будет выведен из шкворневого отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕДВИЖНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НИЖНИХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2325291C1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| Установка для наплавки | 1988 |
|
SU1593819A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ ДИСКООБРАЗНЫХ И ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ОПОРНЫМИ ОСЯМИ | 1998 |
|
RU2162775C2 |
| Устройство для автоматической наплавки | 1988 |
|
SU1540993A1 |
| ТРАНСПОРТНЫЙ УНИВЕРСАЛЬНЫЙ ВАРИАТОР АВТОМАТИЧЕСКОГО ДЕЙСТВИЯ "ТРАНСУНВАРТОР-АВТОМАТ" | 1992 |
|
RU2047023C1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
Изобретение может быть использовано при восстановлении дефектных или поврежденных деталей, преимущественно пятника вагона. Наплавочная головка с горелками и мундштуками установлена на площадке. На основании смонтирована направляющая стойка с расположенным внутри стержнем, на верхнем конце которого эксцентрично закреплен упор. Зубчатое колесо механизма вращения наплавочной головки установлено в средней части стержня с возможностью взаимодействия с рейкой, снабженной приводом перемещения, прикрепленным к наружной части ползуна, установленного с возможностью перемещения по направляющей стойке. На рейке жестко закреплен рамочный каркас с откидными роликами, расположенными симметрично по обе стороны ползуна. Два симметрично расположенных относительно направляющей стойки винта механизма горизонтального перемещения наплавочной головки снабжены кулачками, которые обращены к ползуну. Кулачки механизма вертикального перемещения наплавочной головки выполнены с возможностью взаимодействия с откидными роликами. Установка обеспечивает расширение функциональных возможностей и сохранение высокого качества наплавки при упрощении ее конструкции, снижении габаритов и металлоемкости. 1 ил.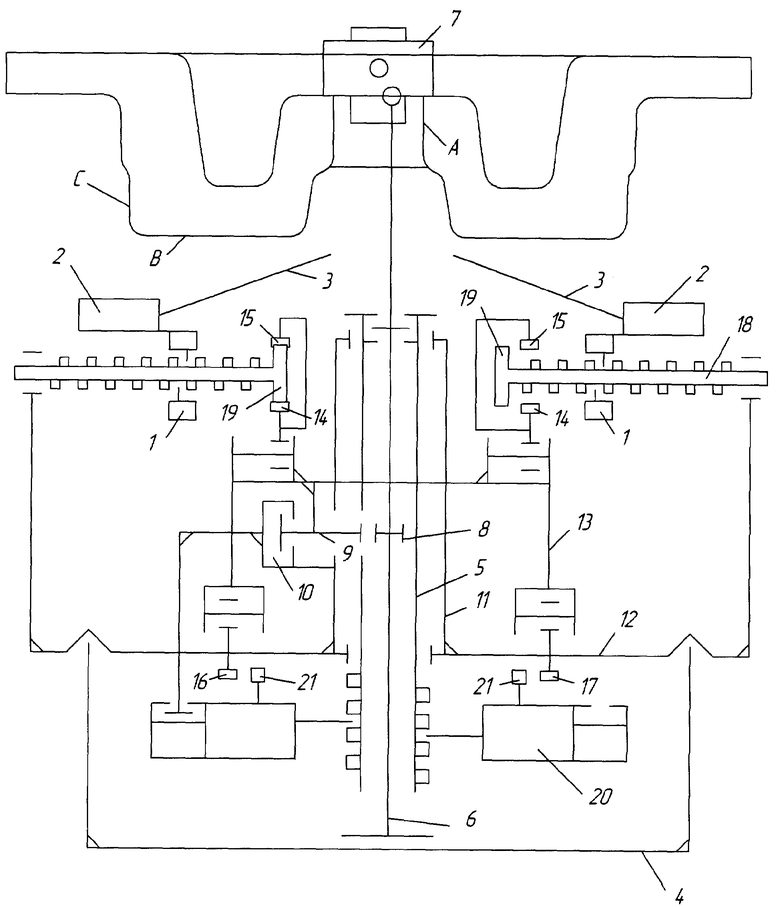
Наплавочная установка, содержащая блок ее питания и управления, источник питания дуги, установленную на площадке наплавочную головку, основание с направляющей стойкой, несущей механизм вертикального перемещения наплавочной головки и механизм ее вращения, ползун, установленный на направляющей стойке и выполненный с консолью, с которым кинематически связан механизм вертикального перемещения наплавочной головки, при этом площадка установлена с возможностью поворота в плоскости, перпендикулярной оси направляющей стойки, отличающаяся тем, что она дополнительно снабжена рамочным каркасом, на верхней и нижней поверхностях которого установлены откидные ролики, и механизмом горизонтального перемещения горелок наплавочной головки, выполненным в виде двух симметрично расположенных относительно направляющей стойки винтов, снабженных кулачками, которые обращены к ползуну, при этом механизм вращения наплавочной головки содержит зубчатое колесо, установленное на расположенном внутри направляющей стойки стержне, снабженном на верхнем конце упором, и размещенное с возможностью зацепления с рейкой, снабженной приводом перемещения, механизм вертикального перемещения наплавочной головки включает гайку с кулачками, выполненными с возможностью взаимодействия с откидными роликами, а рамочный каркас, жестко закреплен на рейке.
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Приспособление для изгибания рельсовых накладок | 1928 |
|
SU17297A1 |
| JP 2000254778 А, 19.09.2000 | |||
| JP 54095953 А, 28.07.1979. | |||

