Изобретение относится к черной металлургии и может быть использовано на машинах криволинейного или радиального типа для литья блюмовых заготовок.
Известен приводимый в качестве аналога предлагаемого изобретения способ электромагнитного перемешивания жидкой фазы непрерывно-литой заготовки, при котором линейное устройство электромагнитного перемешивания, располагают в зоне вторичного охлаждения и двигают вместе со слитком на определенное расстояние (патент США №4375830, 164/468, 08.03.1983).
Недостаток такого способа заключается в том, что для создания зоны перемешивания необходим движущейся механизм, совершающий возвратно-поступательные движения и расположенный в непосредственной близости от слитка. Это приводит к усложнению конструкции машины непрерывного литья заготовок и загромождению зоны вторичного охлаждения.
В качестве прототипа заявляемого изобретения использован способ электромагнитного перемешивания жидкой фазы непрерывнолитой заготовки на установках криволинейного или радиального типов с расположением индукторов с бегущим электромагнитным полем в кристаллизаторе и зоне вторичного охлаждения (ЕР 0178695 А1, B22D 11/10, B22D 11/12, 23.04.1986).
Недостаток способа-прототипа выражается в неравномерности процесса кристаллизации заготовки на гранях большого и малого радиуса. Неравномерность кристаллизации предопределена самим расположением в пространстве радиальных граней слитка. Значительная часть охлаждающей воды в зоне вторичного охлаждения стекает по граням малого радиуса, а по граням большого радиуса отрывается от слитка, что вызывает смещение теплового центра кристаллизации и приводит к дефектам в структуре заготовки.
Кроме того, размещение по длине машины нескольких устройств электромагнитного перемешивания, оснащенных системами питания с разными характеристиками по току и питающему напряжению, приводит к значительному удорожанию себестоимости разливаемой стали.
Задачей настоящего изобретения является получение качественных заготовок, с улучшенной макроструктурой, на установках криволинейного и радиального типа.
Технический результат заключается в выравнивании скоростей кристаллизации заготовки в радиальном направлении и обеспечении безразрывного движения жидкого металла вдоль фронта кристаллизации на длине, превышающей четырехкратную длину индуктора.
Дополнительный эффект заявляемого технического решения состоит в том, что способ имеет более простую и менее трудоемкую конструкцию по сравнению со способом-прототипом.
Технический результат достигается тем, что в способе электромагнитного перемешивания жидкой фазы непрерывнолитой блюмовой заготовки на машинах криволинейного или радиального типа, включающем перемешивание жидкой фазы в зоне вторичного охлаждения индукторами с бегущим электромагнитным полем, индукторы размещают с противоположных граней заготовки со смещением относительно друг друга вдоль технологической линии машины на величину, равную двум длинам индуктора, при этом направление бегущего электромагнитного поля верхнего индуктора совпадает с направлением вытягивания непрерывнолитой заготовки, а направление бегущего электромагнитного поля нижнего индуктора противоположно направлению движения заготовки.
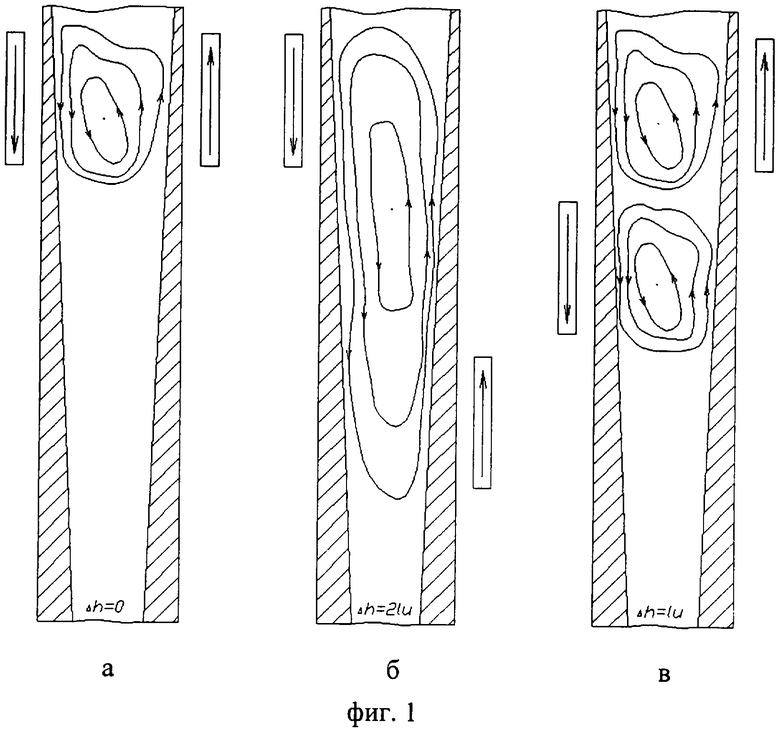
Предложенный способ поясняется чертежами, где на фиг.1 приведены варианты размещения индукторов, не достигающих необходимого эффекта, а на фиг.2 показан способ реализации предлагаемого изобретения. На фиг.1 и 2 представлена часть не полностью затвердевшего слитка со стороны его радиальной грани, индукторы расположены вдоль боковых плоских граней заготовки.
Индукторы электромагнитного перемешивания с бегущим электромагнитным полем (длиной Lu) устанавливают в зоне вторичного охлаждения со стороны противоположных граней слитка, со смещением относительно друг друга вдоль технологической линии машины непрерывного литья на величину, равную двум длинам индуктора (2Lu). Направление бегущего электромагнитного поля верхнего индуктора совпадает с вытягиванием непрерывнолитой заготовки, а направление бегущего электромагнитного поля нижнего индуктора противоположно движению заготовки. Это позволяет создать под воздействием электромагнитного перемешивания общий циркуляционный поток жидкого металла, вызывающий все положительные металлургические эффекты.
Для решения поставленной задачи была изучена возможность увеличения протяженности зоны активного перемешивания за счет относительного смещения индукторов по технологической оси машины непрерывного литья заготовок. С одной стороны, слишком близкое расположение индукторов увеличивает их число, а следовательно, затрачиваемую на перемешивание мощность. С другой стороны, чрезмерное удаление индукторов друг от друга может привести к разрыву общего циркуляционного потока и автономной работе каждого индуктора.
На основании анализа результатов моделирования установлено, что при перемешивании двумя индукторами со встречным направлением бегущего магнитного поля одновихревая циркуляция расплава сохраняется, если относительное смещение индукторов Δh по технологической линии МНЛЗ не превышает две длины индуктора lu. Причем это соотношение выполняется лишь в том случае, когда направление электромагнитного поля верхнего индуктора совпадает с направлением вытягивания слитка. В противном случае разрыв общего циркуляционного потока происходит при относительном смещении индукторов Δh на величину, равную одной длине индуктора lu (фиг.1б).
Создаваемые индукторами потоки жидкого металла циркулируют вдоль всех четырех граней слитка, выравнивают фронт кристаллизации и исключают смещение теплового центра кристаллизации. Тем самым исключается образование дефектов в макроструктуре заготовки.
Металлографические исследования продольных темплетов непрерывнолитых заготовок, отлитых с применением электромагнитного перемешивания, показали, что с момента входа непрерывного слитка в зону индукторов прекращается рост столбчатых кристаллов и формируется зона равноосных кристаллов. В соответствии с изменением соотношения структурных зон в заготовках с электромагнитным перемешиванием уменьшается структурная неоднородность, вызванная наличием центральной пористости, межкристаллических трещин, а также осевой ликвациии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для непрерывного литья заготовок | 1983 |
|
SU1359060A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| Устройство для электромагнитного перемешивания жидкого металла при непрерывной разливке | 1983 |
|
SU1161232A1 |
| Устройство для электромагнитного перемешивания | 1980 |
|
SU986587A1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| Способ непрерывного литья заготовок | 1989 |
|
SU1715480A1 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ СОРТОВОЙ ЗАГОТОВКИ В ЖИДКО-ТВЕРДОМ СОСТОЯНИИ | 2012 |
|
RU2511130C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1999 |
|
RU2145267C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
Изобретение относится к черной металлургии и может быть использовано на машинах криволинейного или радиального типа для литья блюмовых заготовок. В зоне вторичного охлаждения с противоположных граней заготовки устанавливают индукторы с бегущим электромагнитным полем. Индукторы размещают со смещением относительно друг друга вдоль технологической линии машины непрерывного литья на величину, равную двум длинам индуктора. Направление электромагнитного поля верхнего индуктора совпадает с направлением вытягивания непрерывнолитой заготовки, а направление бегущего электромагнитного поля нижнего индуктора противоположно направлению движения заготовки. Способ обеспечивает повышение качества макроструктуры заготовок за счет выравнивания скоростей кристаллизации в радиальном направлении. 2 ил.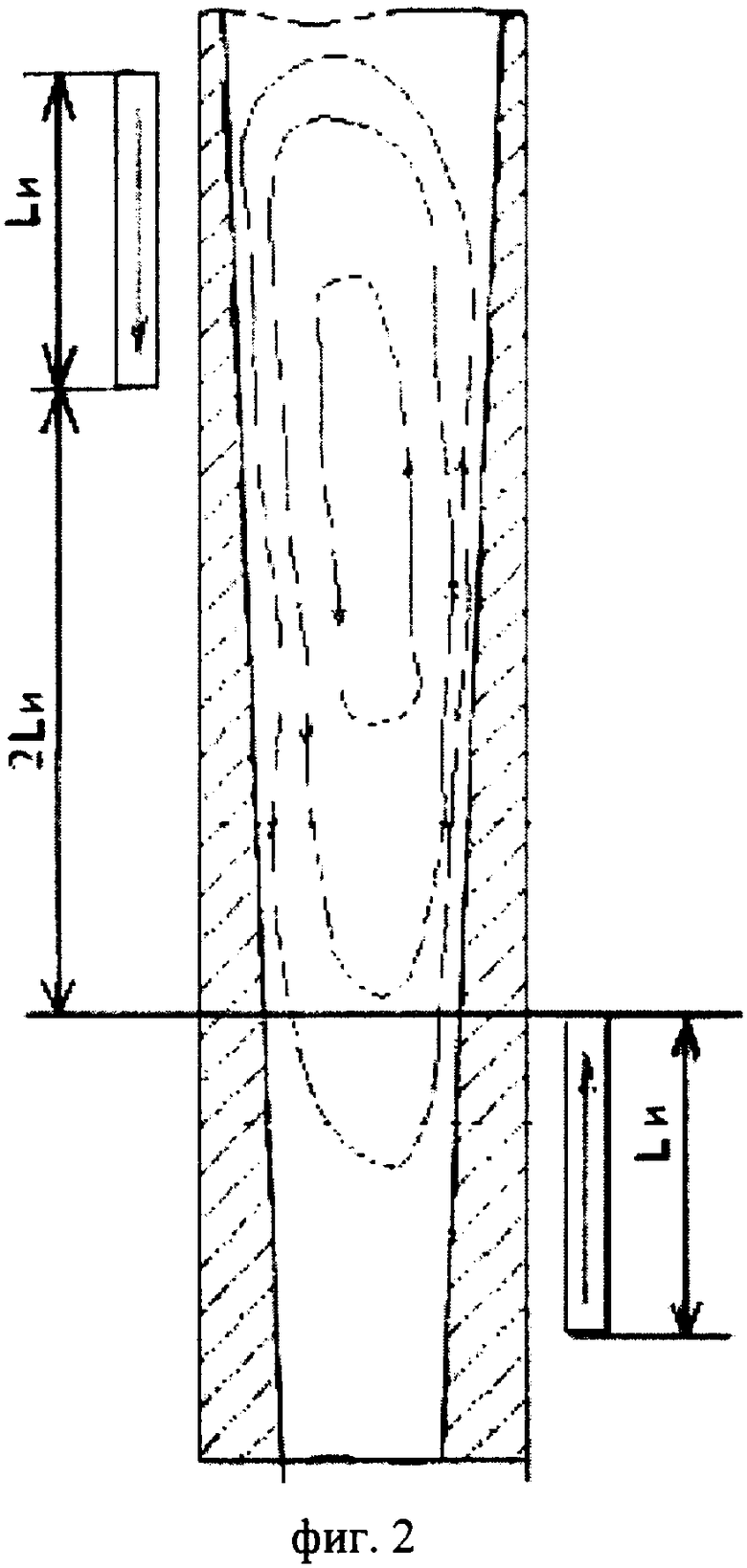
Способ электромагнитного перемешивания жидкой фазы непрерывнолитой блюмовой заготовки на машинах криволинейного или радиального типа, включающий перемешивание жидкой фазы в зоне вторичного охлаждения индукторами с бегущим электромагнитным полем, отличающийся тем, что индукторы размещают с противоположных граней заготовки со смещением относительно друг друга вдоль технологической линии машины на величину, равную двум длинам индуктора, при этом направление бегущего электромагнитного поля верхнего индуктора совпадает с направлением вытягивания непрерывнолитой заготовки, а направление бегущего электромагнитного поля нижнего индуктора противоположно направлению движения заготовки.
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ БЛОКИРОВКИ ПОДВЕСКИ АВТОМОБИЛЯ-САМОСВАЛА | 0 |
|
SU178695A1 |
| US 4375830 A, 08.03.1983 | |||
| Машина для непрерывного литья заготовок | 1983 |
|
SU1359060A1 |
| Огнетушитель | 0 |
|
SU91A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

