Область техники, к которой относится изобретение
Данное изобретение относится к деталям из магнитно-мягких композиционных материалов. В частности, данное изобретение относится к способу улучшения свойств таких деталей путем регулирования условий во время термической обработки деталей из магнитно-мягких композиционных материалов.
Уровень техники
Магнитно-мягкие материалы используют в таких видах применения, как материалы сердечников в индукторах, статорах, роторах, электрических машинах, силовых приводах (соленоидах) и датчиках. Традиционно магнитно-мягкие сердечники, такие как роторы и статоры в электрических машинах, изготавливают из пакетированных стальных пластин. Магнитно-мягкие композиционные (ММК) материалы основаны на магнитно-мягких частицах, обычно на основе железа, с электроизолирующим покрытием на каждой частице. ММК-детали изготавливают путем прессования изолированных частиц вместе со смазками и/или связующим, используя традиционные процессы порошковой металлургии. При использовании таких материалов, полученных с помощью порошковой металлургии, обеспечивается большая степень свободы при разработке ММК-детали, чем при использовании стальных пластин, так как ММК-материал может переносить трехмерный магнитный поток и так как с помощью процесса прессования могут быть получены различные трехмерные формы.
Однако прессование изолированных порошковых частиц в ММК-деталь вызывает напряжения, особенно в том случае, когда деталь прессуют до более высоких плотностей. Эти напряжения оказывают отрицательное влияние на магнитные свойства, такие как магнитная проницаемость и гистерезисные потери (потери на гистерезис). Термическая обработка будет иметь снижающее напряжения действие и частично восстановит магнитную проницаемость и гистерезисные потери. Термическая обработка не должна, однако, приводить к повреждению изолирующего слоя/покрытия, так как в этом случае происходит контакт металла с металлом и увеличиваются потери по вихревым токам. В дополнение к этому, для того чтобы избежать холодной сварки между частицами железа и сохранить неразрывное покрытие во время операций прессования, рекомендуется добавлять к изолированному порошку смазки.
Проблема возникает тогда, когда термическая обработка полученных с помощью порошковой металлургии ММК-деталей такова, что магнитные свойства имеют тенденцию меняться в зависимости от условий термической обработки. Это особенно имеет место в случае промышленного производства. Другая проблема, которая также наблюдалась при промышленном производстве, заключается в том, что поверхность детали запачкивается.
Задачи изобретения
Задачей данного изобретения является создание способа, который приводит к получению деталей, магнитные свойства которых улучшены и являются более постоянными.
Другой задачей данного изобретения является создание способа, который приводит к получению деталей без запачканных поверхностей.
Раскрытие изобретения
Говоря вкратце, было обнаружено, что эти задачи, а также и другие задачи, которые будут очевидны из последующего описания, могут быть решены путем регулирования атмосферы печи, в которой ММК-деталь подвергают термической обработке. В частности, было обнаружено, что необходимо регулировать содержание СО в атмосфере печи.
Подробное описание изобретения
ММК-детали надлежащим образом готовят из ферромагнитных порошков, частицы которых снабжены электроизолирующим покрытием. Перед прессованием такие порошки смешивают с органической смазкой. Потом прессованную деталь подвергают термической обработке в кислородсодержащей атмосфере печи, такой как воздух.
Ферромагнитные порошки, в частности рассматриваемые в настоящем изобретении, основаны на базовых (основных) порошках, которые состоят по существу из чистого железа и могут представлять собой, например, коммерчески доступный, полученный распылением водой железный порошок или порошок губчатого железа с округлыми, неправильными или плоскими частицами. Типичными примерами неправильных, полученных распылением водой порошков, которые могут быть использованы, являются порошки серий ABC 100 и ASC 100, поставляемые фирмой Hoganas AB, Швеция. Размер частиц базового порошка зависит от намеченного конечного применения порошка и обычно составляет менее 500 мкм. Для более высоких частот предпочтительными являются размеры частиц ниже 45 мкм. Эти базовые порошки снабжены кислородным покрытием или барьером, и их отличительным признаком является то, что количество кислорода в этих порошках лишь слегка повышено по сравнению с количеством кислорода в базовом порошке. Конкретнее, количество кислорода в таком порошке составляет на, по большей мере, 0,2%, предпочтительно на, по большей мере, 0,15% по массе выше, чем в базовом порошке. Изолирующее покрытие нанесено на базовый порошок путем обработки базового порошка фосфорной кислотой в органическом растворителе, как описано в патенте США 6348265, который включен в настоящее описание посредством данной ссылки. Таким образом, изобретение особенно направлено на магнитно-мягкие порошки, в которых изолированные порошковые частицы состоят из базового порошка по существу чистого железа, имеющего очень тонкий изолирующий кислород- и фосфорсодержащий барьер.
В настоящее время было установлено, что содержание СО в атмосфере печи, которая должна содержать предпочтительно, по меньшей мере, 10% кислорода по объему, играет важную роль для свойств конечной ММК-прессовки. Содержание СО в атмосфере печи меняется в зависимости от типа и количества использованной смазки, а также от степени разложения смазки во время термической обработки в печи. В атмосфере печи может быть получено вплоть до 5% СО по объему. Было показано, что путем регулирования содержания СО до величины ниже 0,25% по объему можно не только получить более постоянные магнитные свойства, но также можно улучшить магнитные свойства, такие как потери и частотная устойчивость начальной магнитной проницаемости. Эти преимущества являются тем более выраженными, чем более низким является содержание СО в атмосфере печи. Поэтому предпочтительно, чтобы содержание СО было ниже примерно 0,1 или даже ниже 0,05% по объему. Без привязывания к какой-либо конкретной теории полагают, что высокие уровни СО ухудшают поверхностные покрытия изолированных порошковых частиц и в результате этого частотная устойчивость будет меньшей для материала, подвергнутого термической обработке при высоких концентрациях СО. Более того, авторы изобретения обнаружили, что снижение концентрации СО приводит к снижению полных потерь. Следовательно, регулируя содержание СО в атмосфере, можно улучшать магнитные свойства ММК-деталей.
На практике способ по изобретению может быть надлежащим образом осуществлен путем измерения концентрации СО в, по меньшей мере, одной точке печи термической обработки во время всего цикла термической обработки, после чего измеренную величину концентрации СО используют для регулирования атмосферы печи. Содержание СО может, таким образом, быть скорректировано путем регулирования потока воздуха через печь. Более того, температура печи может быть задана на значение, превышающее максимально установленную для детали температуру. В этом случае измеряют температуру ММК-детали и цикл термической обработки останавливают тогда, когда температура детали достигает установленной для этой детали температуры. Таким образом, термическая обработка может быть остановлена, когда деталь достигла температуры, по меньшей мере, 400°С. Предпочтительно термическую обработку осуществляют до тех пор, пока деталь не достигла температуры между 450 и 650°С, а наиболее предпочтительно - между 450 и 600°С. В таком случае пригодные заданные значения температуры печи составляют примерно от 450 до 1000°С. Процесс термической обработки может сопровождаться измерением температуры детали и прерывается при достижении конечной температуры детали. Период, во время которого деталь подвергают термической обработке в печи, меняется в зависимости от размера детали и желаемой конечной температуры детали и может быть легко определен специалистом в данной области техники.
Дополнительное преимущество данного изобретения заключается в том, что остатки органических смазок, присутствующие на поверхности детали, подвергаемой снимающей напряжения термической обработке, могут быть удалены за счет использования возможности применения более высоких температур печи в комбинации с более короткими временами выдержки, что обеспечивается за счет измерения температуры детали.
Последующее охлаждение термообработанной детали предпочтительно производят на воздухе, но также возможны охлаждение в печи или охлаждение в другой среде.
Краткое описание чертежей
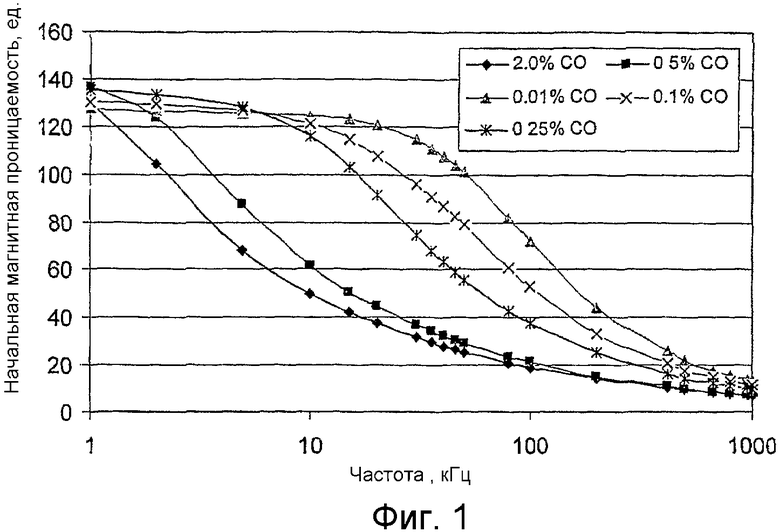
Фиг.1 показывает начальную магнитную проницаемость в зависимости от частоты при разных содержаниях СО.
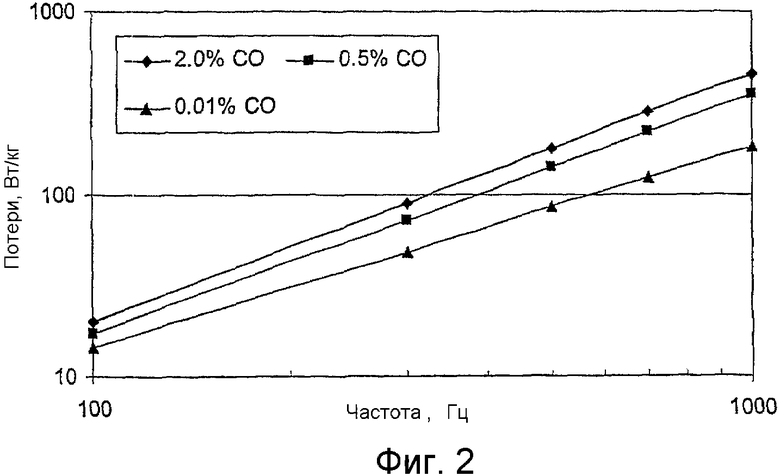
Фиг.2 показывает потери в сердечнике в зависимости от частоты при индукции 1 Тесла при разных содержаниях СО.
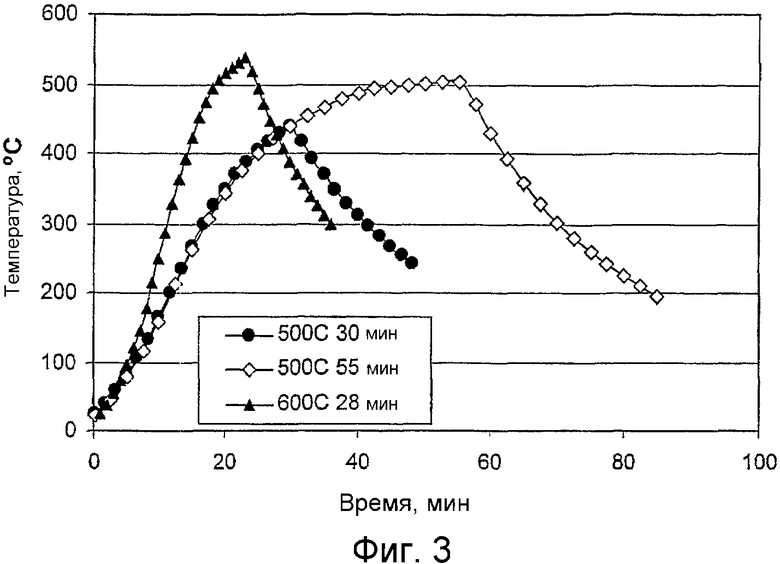
Фиг.3 показывает температуру детали в зависимости от времени выдержки при разных температурах печи.
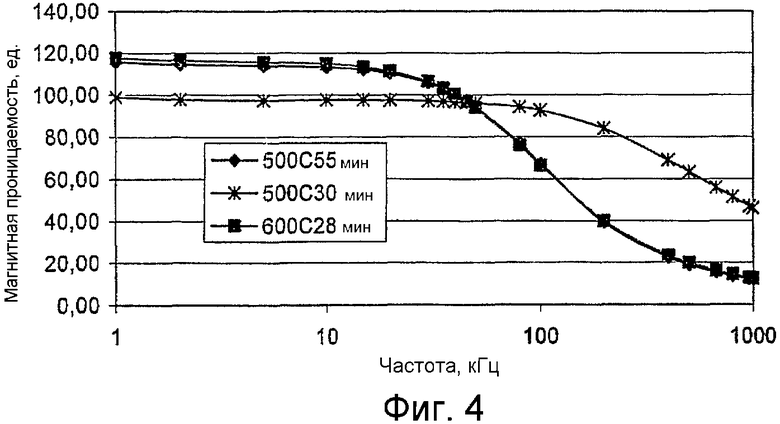
Фиг.4 показывает начальную магнитную проницаемость в зависимости от частоты при разных температурах термической обработки и времени выдержки.
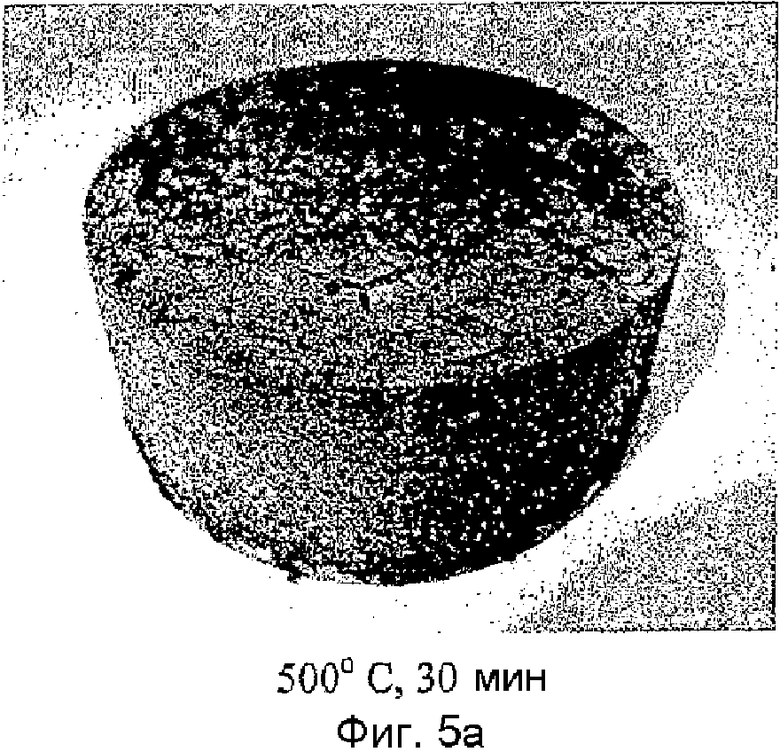
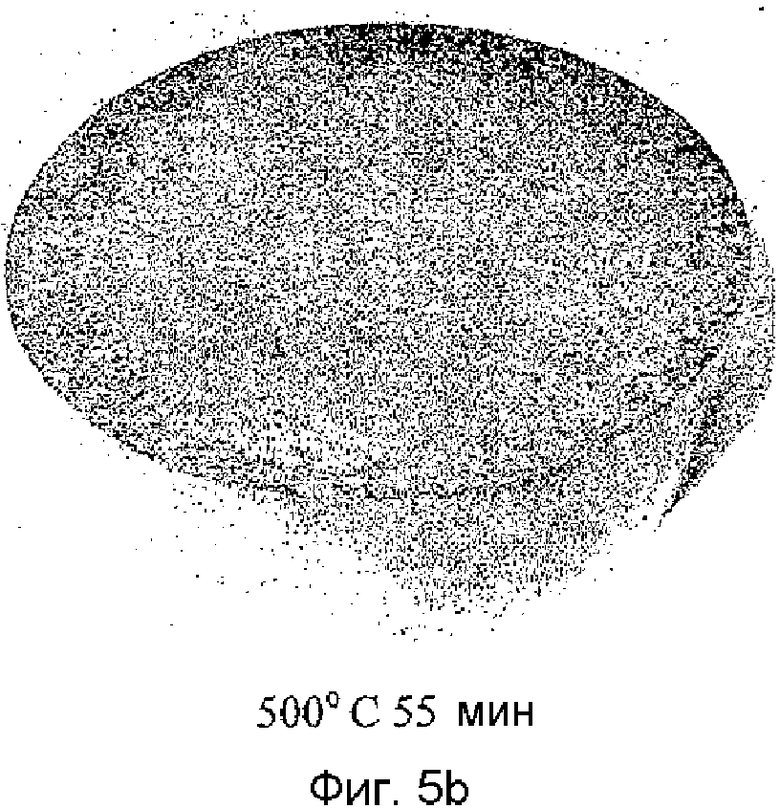
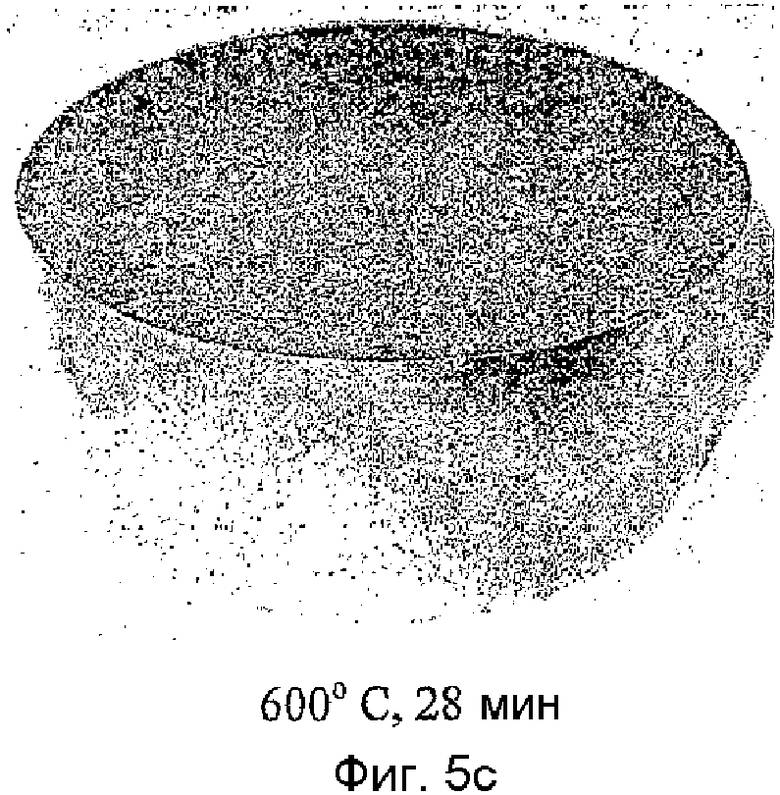
Фиг.5а, 5b, 5с показывают внешний вид поверхности термообработанных деталей.
Изобретение будет дополнительно проиллюстрировано следующими примерами.
Пример 1
Магнитные кольца с внутренним диаметром 45 мм, внешним диаметром 55 мм и высотой 5 мм были изготовлены прессованием базового порошка чистого железа с непрерывным покрытием, Somaloy 500TM, вместе с 0,5% смазки Kenolube™. Давление прессования составляло 800 МПа, и при этом была получена плотность после прессования (в «сыром» состоянии) 7,35 г/см3. Кольца были термически обработаны на воздухе при 500°С в печи непрерывной обработки при разных концентрациях СО, полученных за счет корректирования потока воздуха через печь.
Начальную магнитную проницаемость измеряли в зависимости от частоты. Способность полученной ММК-детали сохранять начальную магнитную проницаемость при более высокой частоте назвали частотной устойчивостью.
Фиг.1 показывает, что частотная устойчивость является более высокой для материала, термически обработанного при более низких концентрациях СО. В случае концентрации СО 0,25% и ниже были получены приемлемые значения частотной устойчивости.
Были также измерены полные потери, и Фиг.2 показывает эти полные потери для материала, термически обработанного при трех разных концентрациях СО. Фиг.2 показывает снижение полных потерь при уменьшении концентрации СО.
Пример 2
Цилиндрические ММК-детали с диаметром 80 мм, высотой 30 мм и массой приблизительно 1 кг были изготовлены из той же самой порошковой смеси на основе железа, как и в примере 1, и термическую обработку провели при двух разных температурах печи: 500 и 600°С соответственно. В случае деталей, термически обработанных при 500°С, термическая обработка была остановлена после 30 минут и 55 минут соответственно. В случае деталей, термически обработанных при 600°С, данный процесс был остановлен после 28 минут.
Фиг.3 показывает профиль температуры деталей, и из него можно заключить, что температура детали, термически обработанной при температуре печи 600°С, достигла 550°С после 28 минут.
Фиг.4 показывает, что одинаковая магнитная проницаемость получена для деталей, термически обработанных 55 минут при 500°С, и для деталей, термически обработанных 28 минут при 600°С, в то время как детали, термически обработанные 30 минут при 500°С, имеют меньшую магнитную проницаемость вплоть до частоты примерно 80 кГц.
Частотная устойчивость деталей, термически обработанных при температуре печи 600°С в течение 28 мин и 500°С в течение 50 мин, является приемлемой и, так как магнитная проницаемость этих деталей является более высокой ниже 80 кГц по сравнению с деталями, термически обработанными при 500°С в течение 30 мин, предпочтительным является способ с использованием более высокой температуры печи и более короткого времени выдержки.
Поверхности деталей были визуально оценены в отношении чистоты (шероховатости) поверхности. Фиг.5b показывает, что деталь, термически обработанная 28 минут при 600°С, имеет лучшую чистоту поверхности по сравнению с деталями по Фиг.5а, термически обработанными 30 мин при 500°С. Чистота поверхности детали на Фиг.5с, термически обработанной при 500°С в течение 50 мин, была приемлемой и значительно лучшей, чем чистота поверхности детали, термически обработанной при 500°С в течение 30 мин, но менее блестящей по сравнению с деталью, термически обработанной при 600°С в течение 28 мин. Таким образом, за счет использования более высокой температуры термической обработки и меньшего времени выдержки может быть достигнута увеличенная производительность без ухудшения магнитной проницаемости. Может быть также получена лучшая чистота поверхности.
Изобретение относится к порошковой металлургии, в частности к способу термической обработки прессованных магнитно-мягких композиционных деталей. Прессовку, состоящую из магнитно-мягкого материала из электроизолированных порошковых частиц и органической смазки, подвергают снимающей напряжения термической обработке в атмосфере печи. Атмосферу печи регулируют до содержания СО менее 0,25 об.%. Термическую обработку останавливают по достижении температуры детали по меньшей мере 400°С. Деталь, подвергнутая термической обработке, характеризуется высокой частотной устойчивостью начальной магнитной проницаемости, низкими потерями в сердечнике. 6 з.п. ф-лы, 5 ил.
| WO 02058865 A1, 01.08.2002 | |||
| Способ термической обработки изделий из прецизионных магнитно-мягких сплавов на никелевой основе | 1990 |
|
SU1786179A1 |
| Способ термической обработки магнитно-мягких сплавов | 1987 |
|
SU1507856A1 |
| СПОСОБ ОБРАБОТКИ МАГНИТОМЯГКОГО ЖЕЛЕЗОСОДЕРЖАЩЕГО МАТЕРИАЛА | 1997 |
|
RU2135632C1 |
| WO 9903622 A1, 28.01.1999 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

