Изобретение относится к автоматизации и механизации технологических процессов и может быть использовано при разработке автоматических сборочных устройств для групповой сборки резьбовых и цилиндрических деталей.
Известен многошпиндельный гайковерт для завинчивания крепежных элементов (А.с. №1340961, кл. В23Р 19/06, 1987 г.), расположенных под острым углом друг к другу, содержащий расположенные на передних плитах два ряда шпинделей и средство подвески, при этом каждый ряд шпинделей подвижен относительно другого, каждый шпиндель оснащен инструментом для захвата одного из завинчивающих элементов, а плиты каждого ряда шпинделей шарнирно соединены между собой осью, закрепленной на средстве подвески, и опираются на регулировочные элементы. При завинчивании одной резьбовой детали доориентация ее может быть обеспечена при относительном смещении не более чем 0,6 мм.
Недостатком данного устройства является невозможность одновременной доориентации соединяемых деталей при групповой сборке при относительных смещениях осей более чем на 1 мм.
Наиболее близким по технической сущности к предлагаемому изобретению является многошпиндельный гайковерт для завинчивания шпилек (А.с. №1620261, кл. В23Р 19/06, 1991 г.) с угловым рассогласованием осей, который содержит ряд шпинделей с инструментом для захвата шпильки, расположенных на держателе. Каждый шпиндель оснащен индивидуальным приводом вращения, на выходном валу которого подвижно установлен инструмент. Привод закреплен во фланце, который с помощью средств подвески, выполненных в виде болтов, расположен на держателе с зазором. В зазоре в направляющих установлена пружина, образуя упругий подвес.
Недостатком данного устройства является то, что использование его при групповой сборке обеспечивает относительную доориентацию шпильки только до 3 мм.
Задачей, решаемой изобретением, является расширение технологических возможностей устройства путем обеспечения возможности доориентации шпилек при значительных относительных смещениях осей соединяемых деталей.
Это достигается тем, что многошпиндельный гайковерт для завинчивания шпилек с угловым рассогласованием осей содержит несколько подвижных шпинделей, расположенных на держателе. Каждый из шпинделей оснащен инструментом для захвата шпильки и индивидуальным приводом с фланцем. Держатель и фланцы с помощью средств подвески установлены с зазором относительно друг друга, в котором размещена пружина подвеса. Средства подвески выполнены в виде двух установленных диаметрально противоположно болтов, снабженных упругими элементами, установленными между головками болтов и фланцем. Болты размещены во фланце и держателе с зазором. Сила пружины подвеса (Fnp1), угол перекоса осей соединяемых резьбовых деталей (β), минимальный диаметр отверстия в держателе (dn), минимальный диаметр отверстия во фланце (dф) определены из выражений:
Fnp1=c1-Δλ1=(1,5...1,7)σ∑,

dn>dб+Δn,
dф>dб+Δф,
где Δn=d·tgβ, Δф=l·tgβ,
dб - диаметр болта;
с1 - жесткость пружины подвеса;
Δλ1 - величина деформации пружины подвеса;
σ∑ - суммарная сила воздействия на пружину подвеса, включающая вес гайковерта и силы воздействия пружин;
δ - величина относительного смещения осей шпильки и резьбового отверстия;
а - расстояние от поверхности узла до держателя в исходном положении многошпиндельного гайковерта;
b - расстояние от поверхности узла до нижнего торца шпильки;
Δn - необходимый зазор для исключения заклинивания болта во фланце, что может привести к потере работоспособности устройства;
Δф - необходимый зазор для исключения заклинивания болта в держателе, что может привести к потере работоспособности устройства;
d - толщина держателя;
β - угол перекоса осей соединяемых резьбовых деталей;
l - толщина фланца.
Введение упругих элементов (пружин) позволяет увеличить зону поиска отверстия за счет того, что в отличие от прототипа, в котором зона поиска обеспечивается только за счет угловой деформации пружины упругого подвеса, в предлагаемом устройстве за счет линейной и угловой деформации пружины упругого подвеса и пружин, установленных на ножках болтов между их головками и верхним торцом фланца, происходит увеличение возможности наклона оси детали к плоскости собираемого узла.
В исходном положении исполнительный орган устройства отведен от собираемого узла и шпилька не упирается в поверхность узла. Сила пружины подвеса с жесткостью с1 уравновешивает вес σ∑ завинчивающего устройства вместе с патроном и шпилькой и силу пружин с жесткостью с3, причем с1=2·с2, а жесткость с3 пружины составляет порядка с3=0,1·c1. Сила пружины подвеса составляет:
Fnp1=c1·Δλ1=(1,5...1,7)σ∑,
где с1 - жесткость пружины подвеса;
Δλ1 - величина деформации пружины подвеса;
σ∑ - суммарная сила воздействия на пружину подвеса, включающая вес гайковерта и силы воздействия пружин.
Пусть величина максимального относительного смещения оси конца шпильки и резьбового отверстия в положении, когда шпилька касается плоскости узла, равна δ (задана при сборке). Тогда угол перекоса осей соединяемых резьбовых деталей равен:

где δ - величина относительного смещения осей шпильки и резьбового отверстия;
а - расстояние от поверхности узла до держателя в исходном положении многошпиндельного гайковерта;
b - расстояние от поверхности узла до нижнего торца шпильки.
Для работы устройства необходимо иметь зазоры между болтом и отверстиями держателя и фланцем привода.
Минимальный диаметр dn отверстия в держателе равен:
dn>dб+Δn,
где dб - диаметр болта;
Δn - необходимый зазор для исключения заклинивания болта и фланца, что может привести к потере работоспособности устройства.
Δn=d·tgβ,
где d - толщина держателя;
β - угол перекоса осей соединяемых резьбовых деталей.
Минимальный диаметр dф отверстия во фланце равен:
dф>dб+Δф,
Δф=l·tgβ,
где Δф - необходимый зазор для исключения заклинивания болта в держателе, что может привести к потере работоспособности устройства;
l - толщина фланца.
Таким образом, в предлагаемом устройстве обеспечена возможность доориентации шпилек при значительных относительных смещениях осей соединяемых деталей, что повышает возможность ее угловой доориентации более чем на 50%, то есть зона поиска отверстия и гарантированного совмещения резьбовых деталей составляет 4,5-5 мм, расширяя тем самым технологические возможности устройства.
Устройство содержит шпиндели 1, каждый из которых имеет индивидуальный привод 2, снабженный фланцем 3, который установлен на держателе 4. На выходном валу шпинделя 1 посредством штифта 5 подвижно закреплен инструмент 6 для захвата деталей 7, содержащий пружину 8. В зазоре между держателем 4 и фланцем 3 в канавках жестко закреплена цилиндрическая пружина подвеса 9. Фланец 3 и держатель 4 соединены между собой с образованием зазора средствами подвески, свободно проходящими через них и выполненными в виде болтов 10. Между головками болтов и верхним торцом фланца 3 установлены пружины 11.
Устройство работает следующим образом.
После подвода устройства на позицию сборки деталей инструмент 6 захватывает шпильку 7, поступающую из питателя. Включается привод вращения 2. Держатель 4 опускается вниз, перемещая устройство с захваченной деталью 7 до упора в поверхность собираемого узла. Болты 10 и пружины 11 обеспечивают подвижность шпинделя 1. При упоре детали 7 в поверхность собираемого узла и дальнейшем опускании держателя 4 благодаря достаточно высокой жесткости пружины 8 пружина подвеса 9 начинает разжиматься, сжимая пружины 11. Ось деталь 7 наклоняется к плоскости собираемого узла. Конец детали 7 движется по спирали Архимеда. Происходит сканирование поверхности узла и автоматизированное совмещение осей соединяемой резьбовой детали 8 и отверстия собираемого узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК С УГЛОВЫМ РАССОГЛАСОВАНИЕМ ОСЕЙ | 2012 |
|
RU2516251C1 |
| Многошпиндельный гайковерт для завинчивания шпилек | 1988 |
|
SU1620261A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ | 2012 |
|
RU2508978C2 |
| Устройство для завинчивания шпилек | 1989 |
|
SU1701467A1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2006 |
|
RU2323077C2 |
| СПОСОБ НАЖИВЛЕНИЯ И СБОРКИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2207944C2 |
| Устройство для завинчивания гаек | 1988 |
|
SU1648743A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ | 2005 |
|
RU2288834C1 |
| Устройство для завинчивания шпилек | 1985 |
|
SU1296348A1 |
| Устройство для завинчивания болтов | 1987 |
|
SU1461621A1 |
Многошпиндельный гайковерт для завинчивания шпилек с угловым рассогласованием осей относится к автоматизации и механизации технологических процессов и содержит шпиндели 1, каждый из которых имеет привод 2, снабженный фланцем 3, установленным на держателе 4. На шпинделе 1 подвижно закреплен инструмент 6 для захвата деталей 7, содержащий пружину 8. В зазоре между держателем 4 и фланцем 3 закреплена пружина подвеса 9. Фланец 3 и держатель 4 соединены между собой с образованием зазора средствами подвески в виде болтов 10. Между головками болтов и верхним торцом фланца 3 установлены пружины 11. Опускание держателя 4 и упор детали 7 в поверхность собираемого узла приводят к разжиманию пружины 9, сжатию пружин 11 и наклону оси детали 7 к плоскости собираемого узла, деталь 7 движется по спирали Архимеда, а сила пружины подвеса (Fпр1), угол перекоса осей соединяемых резьбовых деталей (β), минимальный диаметр отверстия в держателе (dn), минимальный диаметр отверстия во фланце (dф) определены из выражений: Fпр1=с1·Δλ1=(1,5...1,7)σ∑,  dn>dб+Δn, dф>dб+Δф, где Δn=d·tgβ, Δф=l·tgβ, dб - диаметр болта; c1 - жесткость пружины подвеса; Δλ1 - величина деформации пружины подвеса; σ∑ - суммарная сила воздействия на пружину подвеса, включающая вес гайковерта и силы воздействия пружин; δ - величина относительного смещения осей шпильки и резьбового отверстия; а - расстояние от поверхности узла до держателя в исходном положении многошпиндельного гайковерта; b - расстояние от поверхности узла до нижнего торца шпильки; Δn - необходимый зазор для исключения заклинивания болта во фланце, что может привести к потере работоспособности устройства; Δф - необходимый зазор для исключения заклинивания болта в держателе, что может привести к потере работоспособности устройства; d - толщина держателя; l - толщина фланца. Обеспечивается расширение технологических возможностей устройства путем обеспечения возможности доориентации шпилек при значительных относительных смещениях осей соединяемых деталей. 1 ил.
dn>dб+Δn, dф>dб+Δф, где Δn=d·tgβ, Δф=l·tgβ, dб - диаметр болта; c1 - жесткость пружины подвеса; Δλ1 - величина деформации пружины подвеса; σ∑ - суммарная сила воздействия на пружину подвеса, включающая вес гайковерта и силы воздействия пружин; δ - величина относительного смещения осей шпильки и резьбового отверстия; а - расстояние от поверхности узла до держателя в исходном положении многошпиндельного гайковерта; b - расстояние от поверхности узла до нижнего торца шпильки; Δn - необходимый зазор для исключения заклинивания болта во фланце, что может привести к потере работоспособности устройства; Δф - необходимый зазор для исключения заклинивания болта в держателе, что может привести к потере работоспособности устройства; d - толщина держателя; l - толщина фланца. Обеспечивается расширение технологических возможностей устройства путем обеспечения возможности доориентации шпилек при значительных относительных смещениях осей соединяемых деталей. 1 ил.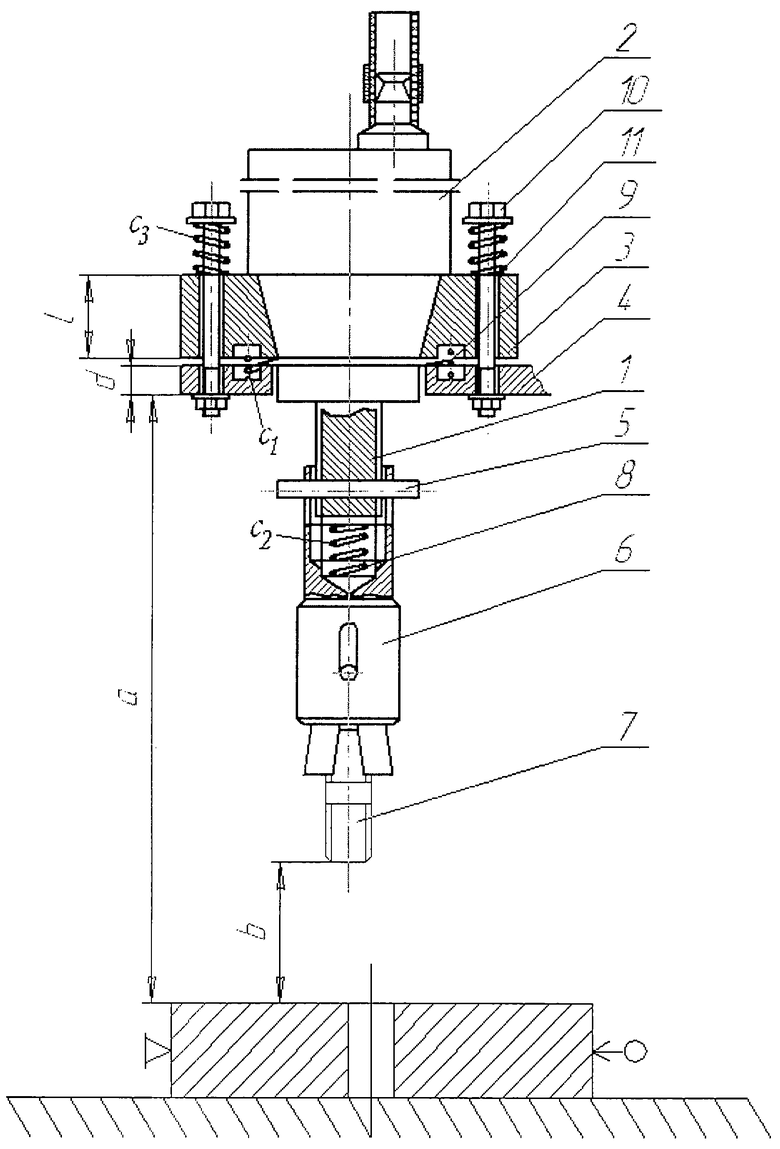
Многошпиндельный гайковерт для завинчивания шпилек с угловым рассогласованием осей, содержащий несколько подвижных шпинделей, расположенных на держателе, каждый из которых оснащен инструментом для захвата шпильки и индивидуальным приводом с фланцем, причем держатель и фланцы с помощью средств подвески установлены с зазором относительно друг друга, в котором размещена пружина подвеса, отличающийся тем, что средства подвески выполнены в виде двух установленных диаметрально противоположно болтов, снабженных упругими элементами, установленными между головками болтов и фланцем, при этом болты размещены во фланце и держателе с зазором, а сила пружины подвеса (Fпр1), угол перекоса осей соединяемых резьбовых деталей (β), минимальный диаметр отверстия в держателе (dn), минимальный диаметр отверстия во фланце (dф) определены из выражений:
Fпр1=c1·Δλ1=(1,5...1,7)σ∑,
dn>dб+Δn,
dф>dб+Δф,
где Δn=d·tgβ, Δф=l·tgβ,
dб - диаметр болта;
с1 - жесткость пружины подвеса;
Δλ1 - величина деформации пружины подвеса;
σ∑ - суммарная сила воздействия на пружину подвеса, включающая вес гайковерта и силы воздействия пружин;
δ - величина относительного смещения осей шпильки и резьбового отверстия;
а - расстояние от поверхности узла до держателя в исходном положении многошпиндельного гайковерта;
b - расстояние от поверхности узла до нижнего торца шпильки;
Δn - необходимый зазор для исключения заклинивания болта во фланце, что может привести к потере работоспособности устройства;
Δф - необходимый зазор для исключения заклинивания болта в держателе, что может привести к потере работоспособности устройства;
d - толщина держателя;
l - толщина фланца.
| Многошпиндельный гайковерт для завинчивания шпилек | 1988 |
|
SU1620261A1 |
| Многошпиндельный гайковерт | 1986 |
|
SU1340961A1 |
| JP 60232837, 19.11.1985. | |||

