Изобретение относится к восстановлению деталей электрошлаковым способом.
Известно устройство для электрошлаковой наплавки, серийно выпускаемое промышленностью (модель А-550. Сварочное оборудование. Часть II: Каталог-Справочник / - Киев.: Изд-во «Наукова-Думка», 1968 г. - 385 с.).
Недостатком данного устройства является его малая производительность.
В качестве ближайшего аналога выбрано устройство для восстановления деталей электрошлаковой наплавкой, содержащее водоохлаждаемый кристаллизатор, приспособление для крепления детали, электрод с приводом вертикального перемещения, систему отключения процесса наплавки, разъемную грузовую гайку и электромагнит (патент РФ № 2264900, кл. В23K 25/00, опубл. 06.05.2004).
Недостатком устройства является его сложность и высокая стоимость изготовления и обслуживания.
Технической задачей, на решение которой направлено заявленное техническое решение, является упрощение конструкции устройства, повышение надежности его работы и снижение себестоимости изготовления.
Указанная техническая задача решается тем, что устройство для восстановления деталей электрошлаковой наплавкой, содержащее привод вертикального перемещения электродов, состоящий из винта и разъемной гайки, соединенной с вертикально подвижной кареткой, расположенной на направляющей колонне и через трособлочную систему связанную с противовесом, а также механизм вывода разъемной грузовой гайки из контакта с винтом, в отличие от прототипа снабжено упругим элементом в виде пружины для обеспечения силового замыкания разъемной грузовой гайки с винтом и фиксаторами для его блокирования в разомкнутом состоянии, механизм вывода грузовой гайки из контакта с винтом выполнен в виде двух шарнирно соединенных рычагов, кинематически связанных со штоками, расположенными в направляющих и соединенными с частями разъемной грузовой гайки, и размещенных с обеспечением взаимодействия с раздвижным конусом, связанным с концом двуплечего рычага, установленного перпендикулярно винту и через шарнир связанного с подвижной кареткой.
Механизм вывода гайки из контакта с винтом дополнительно содержит два подвижных фиксируемых упора, установленных соосно с раздвижным конусом и расположенных по обе стороны подвижной каретки.
Выполнение механизма вывода гайки из контакта с винтом в виде совокупности представленных признаков позволяет значительно упростить конструкцию, повысить ее надежность и снизить себестоимость изготовления, т.к. применение электромагнита в прототипе дополнительно требует еще выполнение специальной кинематической связи для его взаимодействия с разъемной грузовой гайкой, что конструкцию усложняет и удорожает.
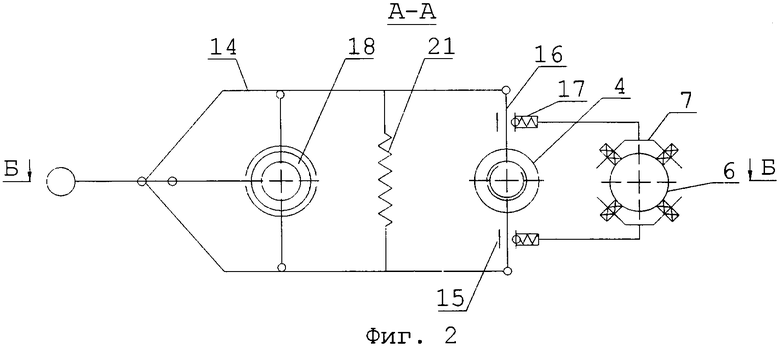
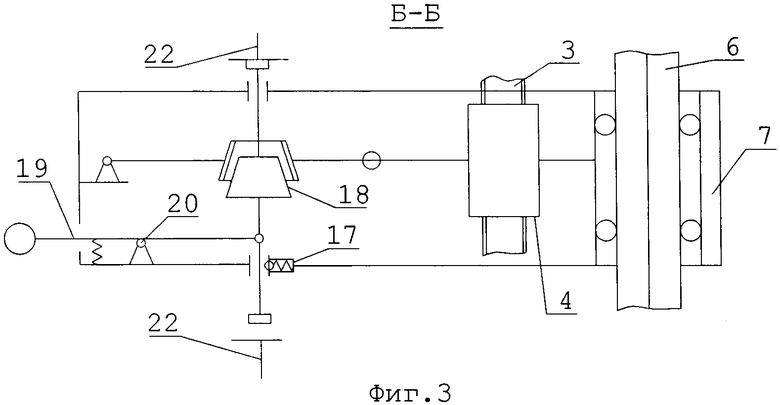
Сущность изобретения поясняется чертежами, где на фиг.1 показана принципиальная схема устройства, а на фиг.2 и 3 - механизм вывода разъемной грузовой гайки с винтом в разрезе, вид сверху и сбоку соответственно.
Устройство состоит из рамы 1, на которой смонтирован привод вертикального перемещения, состоящий из электропривода 2, винта 3 и грузовой гайки 4. На основании 1 также установлен кристаллизатор 5, колонна 6 с расположенной на ней вертикально подвижной кареткой 7 с держателем 8 электрода 9. Каретка 7 через трособлочную систему 10 связана с противовесом 11. Грузовая гайка 4 выполнена разъемной и связана с механизмом 12, служащим для вывода ее из контакта с винтом. Конечный выключатель 13 связан с системой управления процессом наплавки. Механизм 12 (фиг.2, 3) состоит из двух шарнирно соединенных рычагов 14, направляющих 15, штоков 16, фиксаторов 17, раздвижного конуса 18, опирающегося на конец двуплечего рычага 19, установленного перпендикулярно винту и через шарнир 20 связанного с кареткой 7. Упругий элемент в виде пружины 21 обеспечивает силовое замыкание грузовой гайки 4 с винтом 3. Механизм дополнительно содержит два подвижных фиксируемых упора 22, установленных соосно с раздвижным конусом 18 и расположенных по обе стороны каретки 7.
Устройство работает следующим образом.
До начала процесса восстановления производится подготовка установки к работе. При этом подвижная каретка 7 находится в крайнем верхнем положении, что соответствует тому, что разъемная грузовая гайка 4 входит в зацепление с винтом 3, что сделано для удобства смены электрода 9. Подготовка включает замену электрода 9 в держателе 8 и установку изношенной детали в кристаллизатор 5. С помощью двуплечего рычага 19. (рычага ручного переключения) перемещают раздвижной конус 18 вверх, который раздвигает рычаги 14 и выводит разъемную грузовую гайку 4 из зацепления с винтом 3 и подводят электрод 9 к наплавляемой детали, установленной в кристаллизаторе 5. Затем с помощью рычага 19 перемещают раздвижной конус 18 вниз, пружина 21 сдвигает рычаги 14 и вводит в зацепление разъемную грузовую гайку 4 с винтом 3. Далее посредством электромеханического привода осуществляют наплавку изношенной поверхности детали. При этом, когда каретка 7 достигнет крайнего нижнего положения, то упор 22 переместит раздвижной конус 18 вверх, который раздвинет рычаги 14 и выведет разъемную грузовую гайку 4 из зацепления с винтом 3, а конечный выключатель 13 отключит источник тока и выключит электропривод. Так как при этом масса противовеса 11 после плавления расходуемого электрода 9 станет больше массы деталей на каретке 7, то последняя автоматически переместится в крайнее верхнее положение. При этом, когда каретка 7 достигнет крайнего верхнего положения, то упор 22 переместит раздвижной конус 18 вниз, пружина 21 сдвинет рычаги 14 и введет в зацепление разъемную грузовую гайку 4 с винтом 3.
Таким образом, предлагаемое техническое решение, за счет совокупности новых и известных признаков, обеспечивает ему упрощение конструкции, повышение надежности и снижение себестоимости изготовления по сравнению с известным устройством.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264900C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2275283C2 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264899C2 |
| УСТАНОВКА ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И СПОСОБ ЕЕ УПРАВЛЕНИЯ | 2011 |
|
RU2486264C2 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2239663C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2008 |
|
RU2368476C1 |
| Способ восстановления зубьев ковша экскаватора | 1981 |
|
SU998552A1 |
Изобретение может быть использовано при восстановлении деталей электрошлаковым способом. Привод вертикального перемещения электродов состоит из винта и разъемной грузовой гайки, соединенной с вертикально подвижной кареткой. Каретка расположена на направляющей колонне и через трособлочную систему связана с противовесом. Упругий элемент в виде пружины обеспечивает силовое замыкание разъемной грузовой гайки с винтом и фиксаторами для его блокирования в разомкнутом состоянии. Механизм вывода грузовой гайки из контакта с винтом выполнен в виде двух шарнирно соединенных рычагов, кинематически связанных со штоками. Штоки расположены в направляющих и соединены с частями разъемной грузовой гайки с обеспечением взаимодействия с раздвижным конусом, связанным с концом двуплечего рычага. Рычаг установлен перпендикулярно винту и через шарнир связан с подвижной кареткой. Устройство имеет упрощенную конструкцию при высокой надежности его работы и снижении себестоимости изготовления. 1 з.п. ф-лы, 3 ил.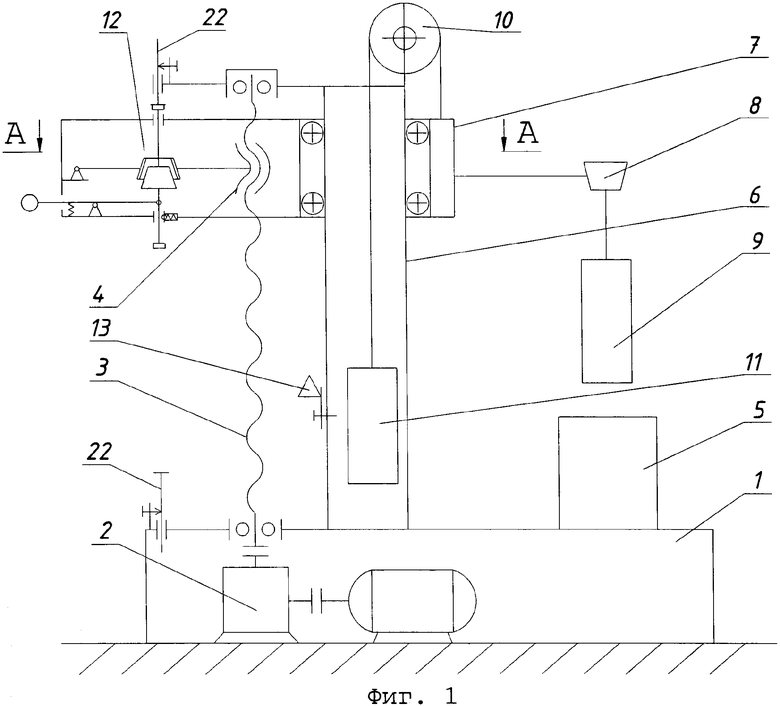
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264900C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2264899C2 |
| Устройство для электрошлаковой наплавки | 1972 |
|
SU522929A1 |
| Переносное устройство для электрошлаковой сварки | 1961 |
|
SU143943A1 |
| US 3427429 A1, 11.02.1969. | |||

