Изобретение относится к области ультразвукового контроля и может быть использовано для оценки исчерпания ресурса деталей из сплавов (например, литых лопаток газотурбинных двигателей).
Известен способ ультразвукового контроля структуры листового стекла, заключающийся в том, что в контролируемое листовое стекло ультразвуковым преобразователем излучают ультразвуковые импульсы, ультразвуковые импульсы имеют частоту 7 МГц и более, которые, распространяясь по толщине стекла, отражаются от структурообразующих стекловидных образований и принимаются этим же ультразвуковым преобразователем, а по интенсивности отраженных ультразвуковых импульсов судят о структуре стекла (Патент РФ № 2004108675, 2005.09.27 «Способ ультразвукового контроля структуры листового стекла», МПК G01N 29/06.
Недостатком данного способа является невозможность оценки исчерпания ресурса деталей из сплавов (например, жаропрочных сплавов литых лопаток газотурбинных двигателей).
В качестве прототипа выбран «Способ ультразвукового контроля изделий с большим затуханием ультразвука», в котором в изделие вводят широкополосный ультразвуковой зондирующий сигнал, принимают отраженный от дефекта широкополосный эхо-сигнал, опорным гармоническим сигналом сдвигают спектр принятого сигнала в область низких частот, уменьшают частоту опорного сигнала до значения, равного несущей (или средней) частоте зондирующего сигнала, до значения, соответствующего максимуму амплитуды спектра принятого эхо-сигнала, фиксируют эту частоту, выделяют низкочастотную часть спектра принятого сигнала на частоте, равной или меньшей разности несущей (или средней) и зафиксированной частот, а по амплитуде выделенного эхо-сигнала судят о качестве изделия, патент РФ № 2006852, 1994. 01.30. «Способ ультразвукового контроля изделий с большим затуханием ультразвука», МПК G01N 29/04.
Недостатком данного способа является то, что им невозможно оценить степень исчерпания ресурса деталей из сплавов (например, литых лопаток газотурбинных двигателей) из-за того, что на приемный пьезоэлектрический преобразователь поступает смесь отраженных ультразвуковых колебаний, не представляющих четко сформированный эхо-сигнал от дефекта.
Решаемая техническая задача заключается в обеспечении оценки исчерпания ресурса детали из сплавов (например, литых лопаток газотурбинных двигателей), что невозможно ультразвуковым способом по прототипу.
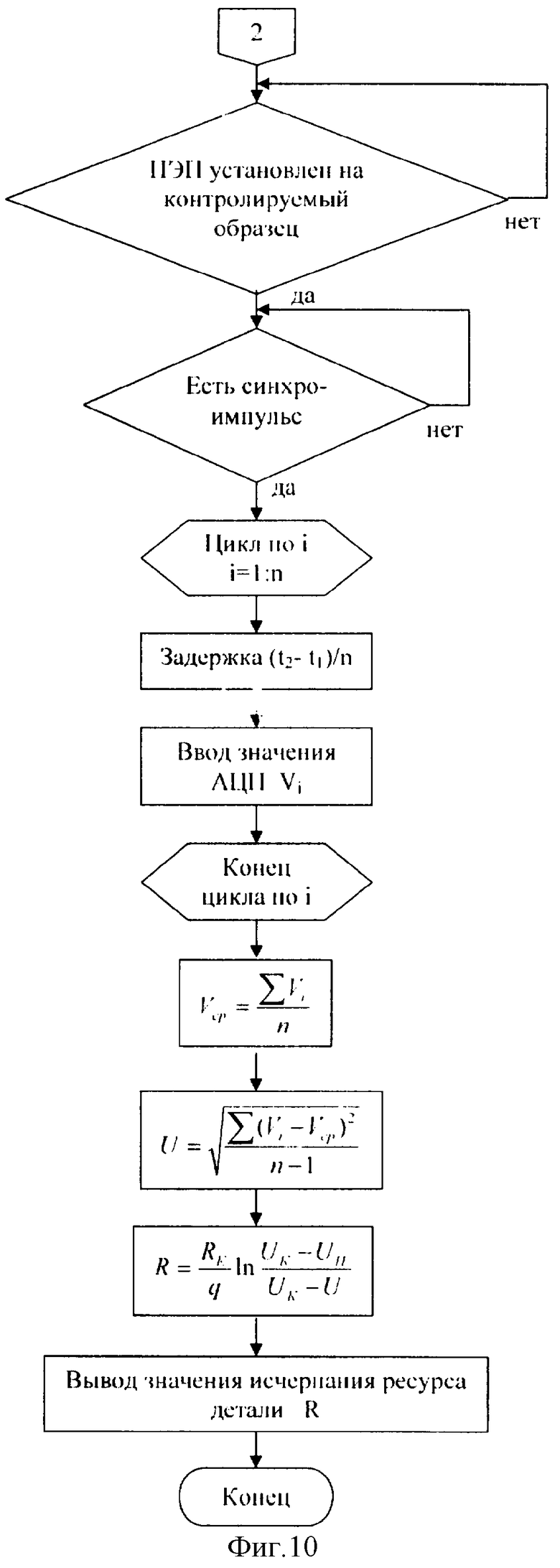
Решаемая техническая задача в способе ультразвукового контроля детали из сплавов в его первом варианте, включающем установку на поверхность контролируемой детали в месте контроля материала детали из сплавов раздельно-совмещенного пьезоэлектрического преобразователя, ввод импульсов ультразвуковых колебаний в материал детали через ее внешнюю поверхность и прием смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали, достигается тем, что при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали дискретно измеряют величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n - число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний и стандартное отклонение смеси отраженных ультразвуковых колебаний относительно вычисленного среднего значения в интервале времени (t2-t1) и по увеличению величины стандартного отклонения смеси отраженных ультразвуковых колебаний контролируемой детали относительно величины стандартного отклонения аналогично измеренной смеси отраженных ультразвуковых колебаний образца детали, изготовленной из того же материала, что и контролируемая деталь, но не бывшей в эксплуатации, оценивают степень исчерпания ресурса детали, где
t1 - момент начала заданного времени,
t2 - момент окончания заданного времени,
n - число измерений в интервале времени от t1 до t2.
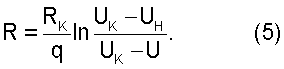
Решаемая техническая задача в способе ультразвукового контроля детали из сплавов в его втором варианте, включающем установку на поверхность контролируемой детали в месте контроля материала детали из сплавов раздельно-совмещенного пьезоэлектрического преобразователя, ввод импульсов ультразвуковых колебаний в материал детали через ее внешнюю поверхность и прием смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали, достигается тем, что раздельно-совмещенный пьезоэлектрический преобразователь последовательно устанавливают на образец детали, выработавшей ресурс, при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали дискретно измеряют Vi величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n - число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений Vi, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний Vcp и стандартное отклонение смеси отраженных ультразвуковых колебаний Uк относительно вычисленного среднего значения в интервале времени (t2-t1), запоминают стандартное отклонение смеси отраженных ультразвуковых колебаний Uк, затем устанавливают раздельно-совмещенный пьезоэлектрический преобразователь на образец детали, не бывшей в эксплуатации, при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали дискретно измеряют Vi величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n - число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений Vi, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний Vcp и стандартное отклонение смеси отраженных ультразвуковых колебаний Uн относительно вычисленного среднего значения в интервале времени (t2-t1), запоминают стандартное отклонение смеси отраженных ультразвуковых колебаний Uн, затем устанавливают раздельно-совмещенный пьезоэлектрический преобразователь на контролируемую деталь, при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали дискретно измеряют Vi величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n - число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений Vi, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний Vcp и стандартное отклонение смеси отраженных ультразвуковых колебаний U относительно вычисленного среднего значения в интервале времени (t2-t1), запоминают стандартное отклонение смеси отраженных ультразвуковых колебаний U и по формуле
определяют степень исчерпания ресурса детали, где
R - степень исчерпания ресурса детали,
U - стандартное отклонение значений смеси отраженных ультразвуковых колебаний на контролируемой детали,
Uн - стандартное отклонение значений смеси отраженных ультразвуковых колебаний на образце детали, не бывшей в эксплуатации,
Uк - стандартное отклонение значений смеси отраженных ультразвуковых колебаний на образце детали, выработавшей ресурс,
Rк - степень исчерпания ресурса детали, соответствующая стандартному отклонению Uк,
q - постоянная величина.
На фиг.1 изображено устройство ультразвукового контроля детали из сплавов для осуществления первого и второго вариантов предлагаемого способа контроля.
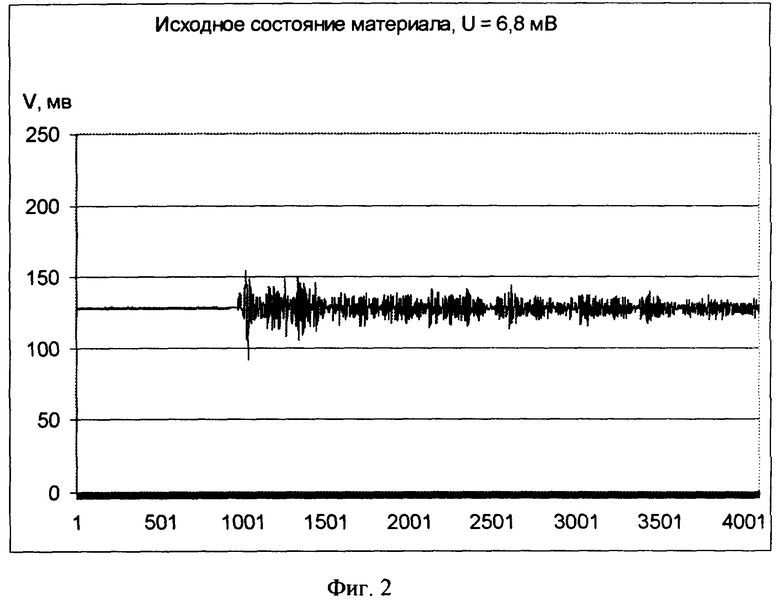
На фиг.2 приведено изображение в графической форме измеренных значений смеси отраженных от неоднородностей материала литой лопатки газотурбинного двигателя ультразвуковых колебаний, соответствующее новой лопатке после ее изготовления.
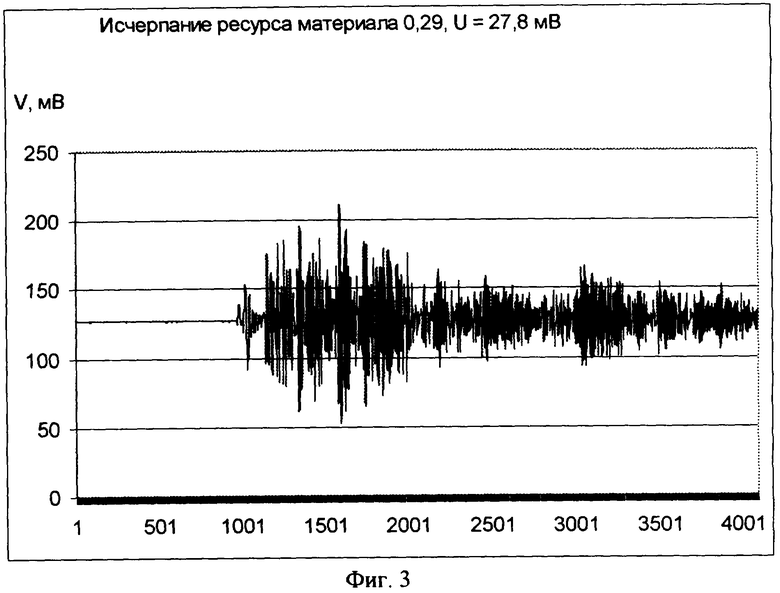
На фиг.3 приведено изображение в графической форме измеренных значений смеси отраженных от неоднородностей материала литой лопатки газотурбинного двигателя ультразвуковых колебаний, соответствующее лопатке, выработавшей ресурс до величины 0,29 (29%).
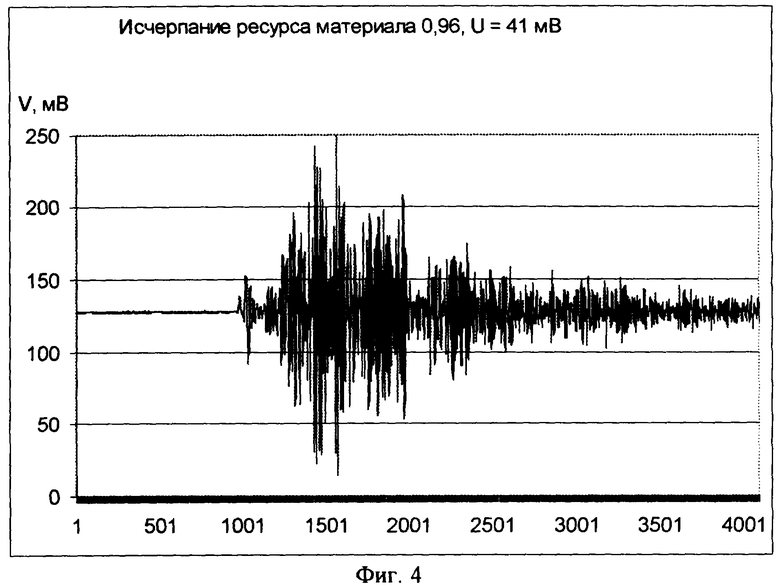
На фиг.4 приведено изображение в графической форме измеренных значений смеси отраженных от неоднородностей материала литой лопатки газотурбинного двигателя ультразвуковых колебаний, соответствующее лопатке, выработавшей ресурс до величины 0,96 (96%).
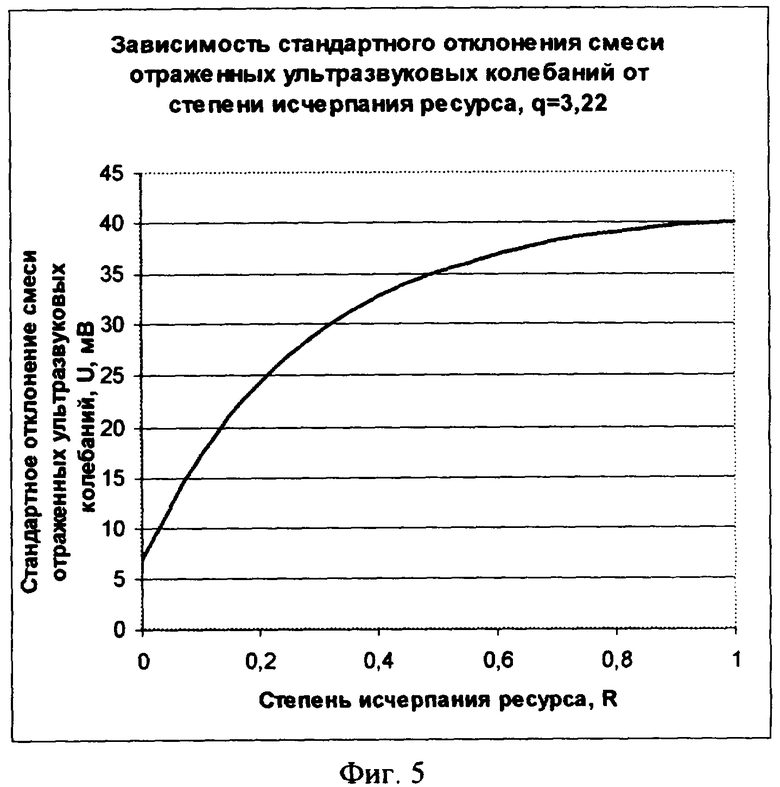
На фиг.5 приведена зависимость величины стандартного отклонения смеси ультразвуковых колебаний от степени исчерпания ресурса сплава ЖС6 при q=3,22.
На фиг.6 приведена зависимость степени исчерпания ресурса детали от стандартного отклонения смеси отраженных ультразвуковых колебаний.
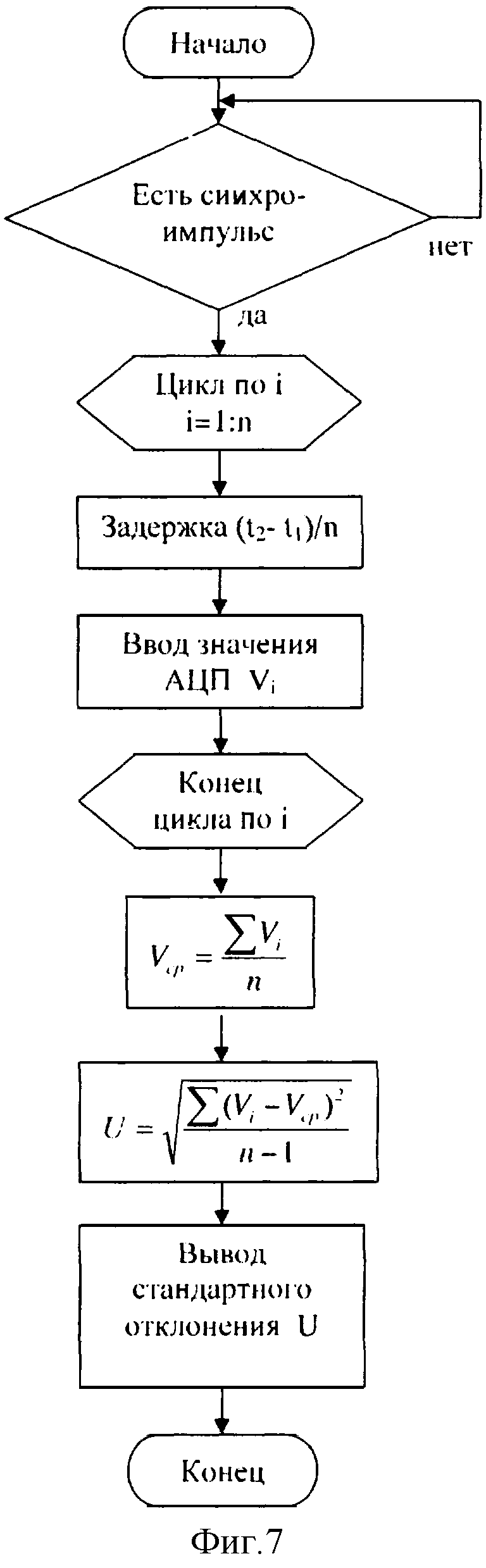
Устройство ультразвукового контроля детали из сплавов для осуществления первого и второго вариантов предлагаемого способа контроля (фиг.1) содержит последовательно соединенные генератор ультразвуковых колебаний 1, аналого-цифровой преобразователь 2, электронную вычислительную машину (ЭВМ) 3, также содержит раздельно-совмещенный пьезоэлектрический преобразователь 4, состоящий из передающего пьезоэлектрического преобразователя 5 и приемного пьезоэлектрического преобразователя 6. Второй выход генератора ультразвуковых колебаний 1 соединен со входом передающего пьезоэлектрического преобразователя 5, выход приемного пьезоэлектрического преобразователя 6 соединен со вторым входом аналого-цифрового преобразователя 2. На фиг.1 изображен образец контролируемой детали 7 в виде лопатки, контактная жидкость 8, помещаемая на контролируемую деталь 7. Контактная жидкость 8 может быть в виде 0,5% раствора хромпика в глицерине. В приложении к данной заявке приведены алгоритмы работы электронной вычислительной машины (ЭВМ) 3 для первого и второго вариантов способа контроля детали из сплавов. Генератор ультразвуковых колебаний 1, аналого-цифровой преобразователь 2, электронная вычислительная машина 3, раздельно-совмещенный пьезоэлектрический преобразователь 4, состоящий из передающего пьезоэлектрического преобразователя 5 и приемного пьезоэлектрического преобразователя 6 могут быть выполнены в соответствии с приведенными данными:
генератор ультразвуковых колебаний 1 - Журнал «Дефектоскопия», № 4, 1977 г., с.30, рис.3. Схема генератора двуполярного импульса тока;
аналого-цифровой преобразователь 2 - PC 500, включая PC-Lab 2000 software, производства Velleman INSTRUMENTS;
электронная вычислительная машина 3 - Персональный компьютер Rover Book Voyager B310L, ТУ 4013-005-18801551-02, ООО «Информаш»;
раздельно-совмещенный пьезоэлектрический преобразователь 4 - Приборы для неразрушающего контроля материалов и изделий. Справочник. В 2-х кн. Под ред. В.В.Клюева, с.179, рис.25 (в).
Рассмотрим осуществление способа ультразвукового контроля детали из сплавов по его первому варианту и работу устройства, изображенного на фиг.1. Устанавливают на поверхность контролируемой детали 7 (предварительно смазанной контактной жидкостью 8), например лопатки, в месте ее контроля раздельно-совмещенный пьезоэлектрический преобразователь 4, осуществляют ввод импульсов ультразвуковых колебаний в материал детали 7 через ее внешнюю поверхность, возбуждая в материале детали ультразвуковые колебания посредством передающего пьезоэлектрического преобразователя 5, прием смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали 7 осуществляют посредством приемного пьезоэлектрического преобразователя 6. Рассмотрим прохождение ультразвукового сигнала в устройстве, изображенном на фиг.1.
Генератор ультразвуковых колебаний 1 вырабатывает электрические импульсы, которые воздействуют на передающий пьезоэлектрический преобразователь 5 раздельно-совмещенного пьезоэлектрического преобразователя 4. Электрические импульсы за счет обратного пьезоэлектрического эффекта преобразуются в ультразвуковые колебания, которые через слой контактной жидкости 8 вводятся в материал контролируемой детали 7. От неоднородностей структуры материала контролируемой детали 7 ультразвуковые колебания отражаются, образуя смесь колебаний. Смесь отраженных ультразвуковых колебаний через слой контактной жидкости 8 воздействует на приемный пьезоэлектрический преобразователь 6, который за счет прямого пьезоэлектрического эффекта преобразует их в электрические колебания, воздействующие на второй вход аналого-цифрового преобразователя 2. На первый вход аналого-цифрового преобразователя 2 поступает синхронизирующий импульс от генератора ультразвуковых колебаний 1 одновременно с электрическим импульсом генератора ультразвуковых колебаний 1, воздействующим на передающий пьезоэлектрический преобразователь 5. В аналого-цифровом преобразователе 2 дискретно измеряют величины сигналов, поступивших на его второй вход, с момента времени появления синхронизирующего импульса от генератора ультразвуковых колебаний 1 через заданный интервал времени (например, 20 нс). Измеренные значения запоминаются в цифровой форме и затем передаются в электронно-вычислительную машину 3. В электронно-вычислительной машине 3 при помощи программы PC-Lab 2000 на экране отображаются в графической форме измеренные значения смеси отраженных от неоднородностей ультразвуковых колебаний. Величины измеренных значений смеси, отраженных от неоднородностей ультразвуковых сигналов, передаются в электронно-вычислительную машину 3 в программу Excel, в которой дискретно измеренные величины смеси отраженных ультразвуковых сигналов от неоднородностей материала детали 7 выделяются с заданного момента времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n - число измерений в интервале времени от t1 до t2 запоминают величины измеренных значений, определяют среднее значение измеренной смеси отраженных ультразвуковых колебаний от неоднородности материала контролируемой детали 7, вычисляют стандартное отклонение смеси отраженных ультразвуковых колебаний относительно вычисленного среднего значения в интервале времени от t1 до t2, аналогичные измерения и вычисления стандартного отклонения смеси отраженных ультразвуковых колебаний относительно вычисленного среднего значения смеси отраженных ультразвуковых колебаний в интервале времени от t1 до t2 производят на детали, не бывшей в эксплуатации, и по увеличению величины стандартного отклонения смеси отраженных ультразвуковых колебаний контролируемой детали 7 относительно величины стандартного отклонения смеси отраженных ультразвуковых колебаний образца детали, изготовленной из того же материала, что и контролируемая деталь 7, но не бывшей в эксплуатации, оценивают степень исчерпания ресурса детали.
Среднее значение измеренной смеси отраженных ультразвуковых колебаний вычисляют по формуле
где Vi - измеренные значения смеси отраженных ультразвуковых колебаний в интервале времени от t1 до t2 с дискретностью (t2-t1)/n. Стандартное отклонение смеси отраженных ультразвуковых колебаний вычисляют по формуле
Величины значений t1 и t2 задаются исходя из обеспечения достаточной информативности смеси отраженных ультразвуковых колебаний к степени исчерпания ресурса детали, а величина n определяется по формуле
n=(t2-t1)/T,
где Т - шаг дискретизации (в данном случае Т=20 нс.)
На фиг.2 приведено изображение в графической форме измеренных значений смеси отраженных от неоднородностей материала литой лопатки газотурбинного двигателя ультразвуковых колебаний, соответствующее новой лопатке после ее изготовления. На этой фигуре приведена величина стандартного отклонения U=6,8 мВ, вычисленная при заданных величинах t1=24000 нс, t2=40000 нс, n=800. Величины значений t1 и t2 задаются исходя из обеспечения высокой информативности смеси отраженных ультразвуковых колебаний к исчерпанию ресурса детали, а величина n определяется по формуле
где Т - шаг дискретизации (в данном примере Т=20 нс).
На фиг.3 приведено изображение в графической форме измеренных значений смеси отраженных от неоднородностей материала литой лопатки газотурбинного двигателя ультразвуковых колебаний, соответствующее лопатке, выработавшей ресурс до величины 0,29 (29%). На этой фигуре приведена величина стандартного отклонения U=27,8 мВ, вычисленная при величинах t1=24000 нс, t2=40000 нс, n=800.
Из сравнения этих стандартных отклонений видно, что с увеличением степени исчерпания ресурса литых лопаток газотурбинных двигателей, изготовленных из сплава ЖС6, величина стандартного отклонения увеличивается, что возможно использовать для определения степени исчерпания ресурса лопаток газотурбинных двигателей.
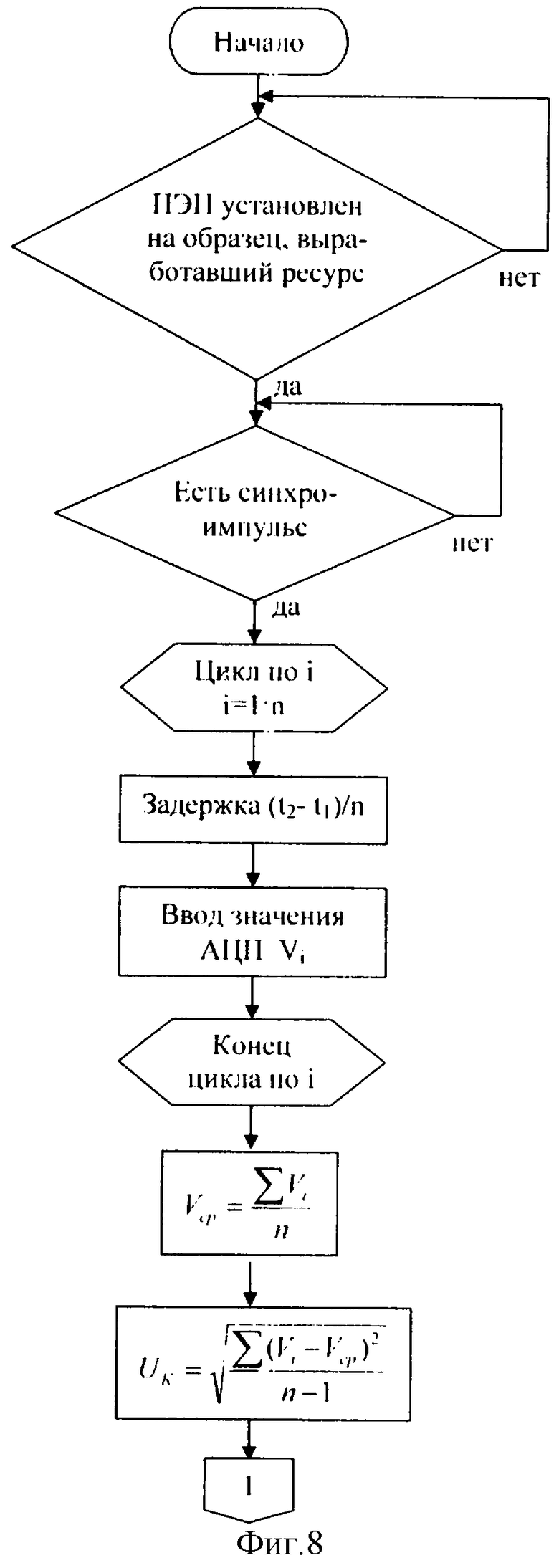
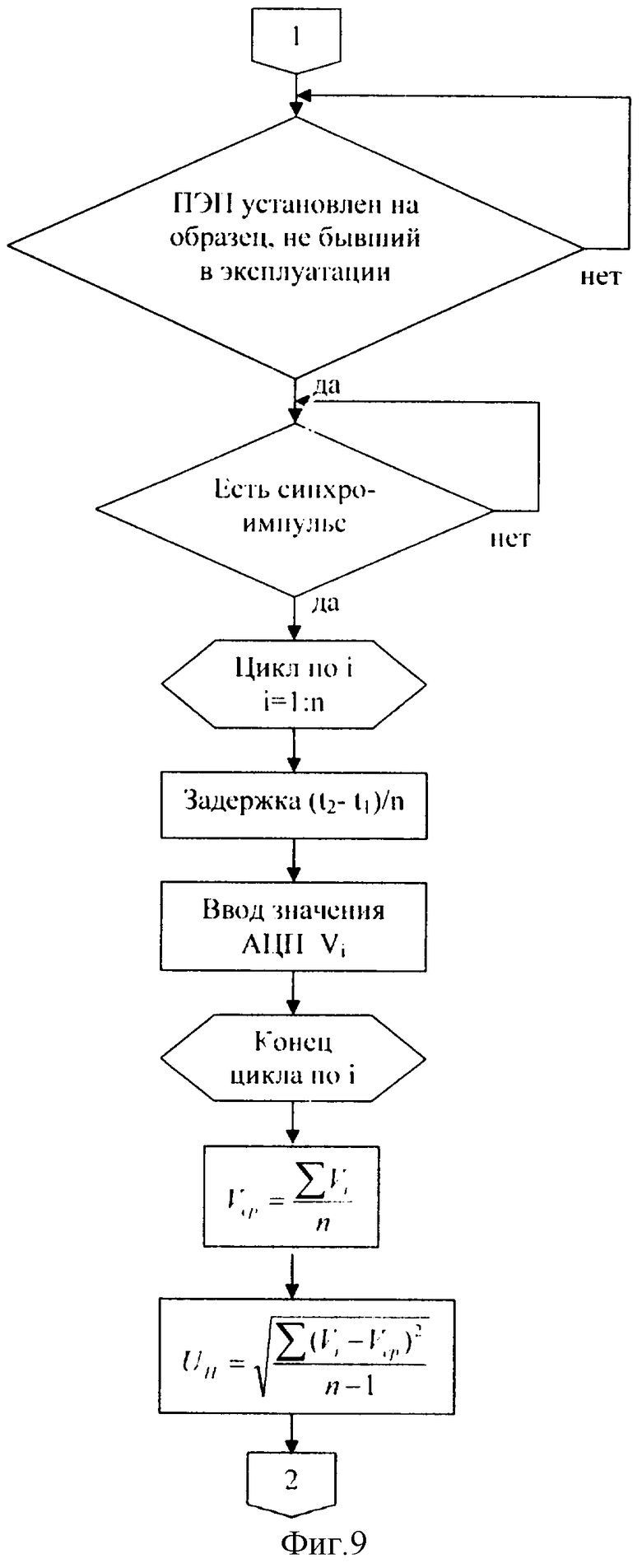
Рассмотрим осуществление способа ультразвукового контроля детали из сплавов по его второму варианту и работу устройства, изображенного на фиг.1. Раздельно-совмещенный пьезоэлектрический преобразователь 4 последовательно устанавливают на образец детали 7, выработавшей ресурс. Прохождение ультразвукового сигнала в блоках устройства (по фиг.1) аналогично описанному выше за исключением работы электронно-вычислительной машины 3 в части вычисления степени исчерпания ресурса, алгоритм которой приведен в приложении к данной заявке. Ввод импульсов ультразвуковых колебаний в материал детали 7 через ее внешнюю поверхность осуществляют, возбуждая в материале детали 7 ультразвуковые колебания. При приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали 7 - лопатки дискретно измеряют Vi величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n - число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений Vi, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний Vcp и стандартное отклонение смеси отраженных ультразвуковых колебаний Uк относительно вычисленного среднего значения в интервале времени (t2-t1), запоминают стандартное отклонение смеси отраженных ультразвуковых колебаний Uк, (где Vcp и Uк определяют согласно формулам, приведенным выше), затем устанавливают раздельно-совмещенный пьезоэлектрический преобразователь 4 на образец детали 7, не бывшей в эксплуатации, ввод импульсов ультразвуковых колебаний в материал детали 7 через ее внешнюю поверхность осуществляют, возбуждая в материале детали 7 ультразвуковые колебания, при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали 7 дискретно измеряют Vi величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n - число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений Vi, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний Vcp и стандартное отклонение смеси отраженных ультразвуковых колебаний Uн относительно вычисленного среднего значения в интервале времени (t2-t1), запоминают стандартное отклонение смеси отраженных ультразвуковых колебаний Uн (где Vcp и Uн определяют согласно формулам, приведенным выше), затем устанавливают раздельно-совмещенный пьезоэлектрический преобразователь 4 на контролируемую деталь 7, ввод импульсов ультразвуковых колебаний в материал детали 7 через ее внешнюю поверхность осуществляют, возбуждая в материале детали 7 ультразвуковые колебания, при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали 7 дискретно измеряют Vi величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n - число измерений в интервале времени от t1 до t2 запоминают величины измеренных значений Vi, вычисляют среднее значение измеренных значений отраженных ультразвуковых колебаний Vcp и стандартное отклонение смеси отраженных ультразвуковых колебаний U относительно вычисленного среднего значения в интервале времени (t2-t1), запоминают стандартное отклонение смеси отраженных ультразвуковых колебаний U (где Vcp и U определяют согласно формулам, приведенным выше), и по формуле
определяют степень исчерпания ресурса детали, где
R - степень исчерпания ресурса детали,
U - стандартное отклонение значений смеси отраженных ультразвуковых колебаний на контролируемой детали,
Uн - стандартное отклонение значений смеси отраженных ультразвуковых колебаний на образце детали, не бывшей в эксплуатации,
Uк - стандартное отклонение значений смеси отраженных ультразвуковых колебаний на образце детали, выработавшей ресурс,
Rк - степень исчерпания ресурса детали, соответствующая стандартному отклонению Uк,
q - постоянная величина, ее величина определяется по результатам эксперимента, который приведен на фиг.2 и 4 и по формуле (4) данного описания. Величина Rк считается известной для данного материала данной детали и находится в пределах от 0 до 1. Образец детали или другой образец, изготовленный из этого же материала, подвергается длительному одновременному воздействию высокой температуры и статическому нагружению (для сплава Ж6 - это температура, равная 965°С, величина растягивающего статического напряжения равна 18 кг/мм2), длительность нагрузок - 865 часов. При этом Rк будет равна 1. Значение Rк=1 подставляют в вышестоящую формулу и определяют степень исчерпания ресурса детали.
Величины значений t2 и t1 задаются исходя из обеспечения достаточной информативности смеси отраженных ультразвуковых колебаний к степени исчерпания ресурса детали, а величина n определяется по формуле
где Т - шаг дискретизации (в данном случае Т=20 нс.)
Исчерпание ресурса происходит при изменении структуры материала. Обозначив степень исчерпания ресурса R и принимая, что полное исчерпание ресурса наступает при R=1, a R=0 соответствует состоянию материала лопатки перед ее эксплуатацией, зависимость величины стандартного отклонения отраженных ультразвуковых сигналов от неоднородностей структуры материала можно представить в виде:
где Uн - стандартное отклонение отраженного ультразвукового сигнала от неоднородностей материала лопатки, соответствующей состоянию материала лопатки перед ее эксплуатацией;
UK - стандартное отклонение отраженного ультразвукового сигнала от неоднородностей материала лопатки, соответствующей исчерпанию ресурса;
q - постоянная величина, характеризующая свойства материала лопаток;
RK - исчерпание ресурса, соответствующее стандартному отклонению UK.
Уравнение (1) преобразуем в следующее:

Поскольку уравнение (2) при U=UК не имеет однозначного решения, для устранения неоднозначности решаем уравнение (2), принимая величину значения левой части уравнения (2) равной 0,96, таким образом
Принимая степень исчерпания ресурса R=Rк как предельное с учетом (3), можно записать

Решая уравнение (4) относительно q, получаем q=3,22. Подставляя в уравнение (1) значение q=3,22, получаем зависимость стандартного отклонения суммы отраженных ультразвуковых сигналов от неоднородностей структуры материала от степени исчерпания ресурса для сплава ЖС6 в виде:
На фиг.4 приведено изображение в графической форме измеренных значений смеси отраженных от неоднородностей материала лопатки газотурбинного двигателя ультразвуковых колебаний, соответствующее лопатке, выработавшей ресурс до величины 0,96 (96%).
На фиг.5 приведена зависимость величины стандартного отклонения смеси ультразвуковых сигналов от степени исчерпания ресурса сплава ЖС6.
Результаты экспериментальных исследований подтверждают возможность оценки степени исчерпания ресурса лопаток газотурбинных двигателей в процессе их эксплуатации и реализации эксплуатации по состоянию материала лопаток. Кроме того, экспериментальные исследования показали, что после изготовления лопаток они характеризуются различной степенью исчерпания ресурса. Решая уравнение (2) относительно R, получаем
Зависимость степени исчерпания ресурса R от стандартного отраженного ультразвукового сигнала представлена на фиг.6.
Например, для сплава ЖС6 при U=22 мВ степень исчерпания ресурса детали R=0,18.
Появляется возможность прогнозировать ресурсные возможности лопаток. Представляет практический интерес паспортизировать лопатки по параметру исчерпания ресурса R, начиная со стадии их изготовления. Изменение параметра исчерпания ресурса материала лопаток R является эффективным способом организации эксплуатации лопаток по состоянию.
Таким образом, предлагаемое изобретение обеспечивает оценку исчерпания ресурса деталей из сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛА ДЕТАЛИ | 2015 |
|
RU2597676C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛА ТРУБЫ ИЗ ПОЛИЭТИЛЕНА (ВАРИАНТЫ) | 2016 |
|
RU2634489C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УРОВНЯ ЖИДКОСТИ МАГНИТОСТРИКЦИОННЫМ УРОВНЕМЕРОМ И МАГНИТОСТРИКЦИОННЫЙ УРОВНЕМЕР | 2012 |
|
RU2529821C2 |
| МАГНИТОСТРИКЦИОННЫЙ УРОВНЕМЕР | 2012 |
|
RU2517919C2 |
| СПОСОБ ИЗМЕРЕНИЯ РАСХОДА ЖИДКИХ СРЕД И УЛЬТРАЗВУКОВОЙ РАСХОДОМЕР (ВАРИАНТЫ) | 2009 |
|
RU2410647C1 |
| Способ определения подверженности металлопроката изгибу и устройство для его осуществления | 2021 |
|
RU2780147C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ И ТИПА КОРРОЗИИ | 2021 |
|
RU2761382C1 |
| Способ ультразвуковой дефектоскопии трубопровода | 2024 |
|
RU2834582C1 |
| СПОСОБ ОБСЛЕДОВАНИЯ ПАЦИЕНТА | 1996 |
|
RU2102919C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2003 |
|
RU2231055C1 |

Использование: для ультразвукового контроля детали из сплавов. Сущность заключается в том, что осуществляют ввод импульсов ультразвуковых колебаний в материал детали через ее внешнюю поверхность, при этом при приеме смеси отраженных ультразвуковых колебаний от неоднородностей структуры материала детали дискретно измеряют величины сигналов с момента заданного времени t1 по момент заданного времени t2 с дискретностью (t2-t1)/n, где n - число измерений в интервале времени от t1 до t2, запоминают величины измеренных значений, определяют среднее значение измеренных значений отраженных ультразвуковых колебаний и стандартное отклонение смеси отраженных ультразвуковых колебаний относительно вычисленного среднего значения в интервале времени (t2-t1) и по увеличению величины стандартного отклонения смеси отраженных ультразвуковых колебаний контролируемой детали относительно величины стандартного отклонения аналогично измеренной смеси отраженных ультразвуковых колебаний образца детали, изготовленной из того же материала, что и контролируемая деталь, но не бывшей в эксплуатации, оценивают степень исчерпания ресурса детали. Технический результат: обеспечение оценки исчерпания ресурса детали из сплавов. 2 н.п. ф-лы, 10 ил.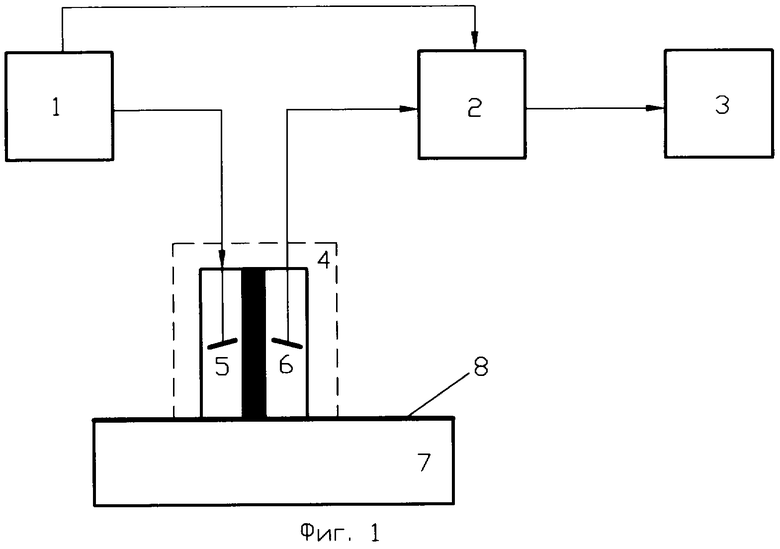
определяют степень исчерпания ресурса детали,
где R - степень исчерпания ресурса детали;
U - стандартное отклонение значений смеси отраженных ультразвуковых колебаний на контролируемой детали;
Uн - стандартное отклонение значений смеси отраженных ультразвуковых колебаний на образце детали, не бывшей в эксплуатации;
Uк - стандартное отклонение значений смеси отраженных ультразвуковых колебаний на образце детали, выработавшей ресурс;
Rк - степень исчерпания ресурса детали, соответствующая стандартному отклонению Uк;
q - постоянная величина.
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С БОЛЬШИМ ЗАТУХАНИЕМ УЛЬТРАЗВУКА | 1991 |
|
RU2006852C1 |
| Способ ультразвукового контроля изделий | 1978 |
|
SU987509A1 |
| Способ ультразвукового контроля изделий | 1987 |
|
SU1533502A1 |
| Способ определения прочностных свойств изделий | 1985 |
|
SU1322138A1 |
| JP 7128310 A, 19.05.1995 | |||
| JP 61026856 A, 06.02.1986. | |||

