Изобретение относится к области машиностроения и может быть использовано при электрохимической размерной обработке металлических деталей.
Наиболее близким является способ [1], в котором для повышения производительности обработки деталь во время пауз подачи рабочего тока нагревают токами высокой частоты. Недостатком способа является снижение точности обработки из-за рассеивания тока через нагретый электролит и повышенный съем металла на участках с минимальным припуском.
Известно устройство [2], в котором для повышения производительности процесса в электроде-инструменте выполнены параллельные каналы для подвода электролита в зону обработки. Недостатком устройства является невозможность управления температурой электролита, подаваемого через каналы, что снижает точность обработки.
Наиболее близким устройством для реализации способа является электрод-инструмент [3] с подводом и отводом электролита через каналы. Недостатком электрода-инструмента является отсутствие возможности управления температурой элетролита в пределах ячейки.
Задачей настоящего изобретения является повышение точности обработки полостей с переменным припуском и расширение области использования способа.
Способ электрохимической размерной обработки детали включает подачу электролита в зону обработки детали, при этом электролит подают двумя потоками на границы зоны обработки детали в зазор между электродом-инструментом и деталью, в начало зоны обработки подают горячий поток электролита с температурой выше температуры порога проводимости электролита. Движение электролита направлено в конец зоны обработки, а в конец зоны обработки подают холодный поток электролита до снижения температуры электролита ниже температуры порога проводимости электролита.
Устройство для электрохимической размерной обработки детали содержит электрод-инструмент с каналами для подвода электролита к зоне обработки детали, при этом каналы размещены по границам зоны обработки детали и соединены с магистралями подачи холодного и горячего электролита через распределитель, а в местах выхода из каналов установлены датчики температуры, по сигналам которых регулятором осуществляется управление заслонками, регулирующими количество электролита.
Решение поставленной задачи заключается в том, что на границы зон обработки детали, в зазор между электродом-инструментом и деталью, электролит подают двумя автономными потоками с различной температурой. В начале зоны обработки подают горячий поток с температурой выше температуры порога проводимости, а в конце зоны обработки в горячий поток подают холодный до снижения температуры электролита ниже температуры порога проводимости. Под порогом проводимости подразумевается диапазон температур, в котором происходит резкое увеличение проводимости рабочей среды. Под температурой порога проводимости понимается температура, при которой начинается резкое увеличение проводимости рабочей среды. Для электролитов, применяемых при электрохимической обработке, температуру порога проводимости определяют экспериментально с использованием моста сопротивления по сигналу появления тока между электродами, помещенными в рабочую среду в процессе нагрева последней.
Для реализации способа предложено устройство, содержащие электрод-инструмент, в котором каналы для подвода электролита размещены по границам зоны обработки детали по направлению движения электролита и соединены с магистралями подачи холодного и горячего электролита через распределитель подачи. При этом количество подаваемого электролита регулируется заслонками, которые управляются регулятором по сигналам датчиков температур, установленных в зоне обработки в местах выхода электролита из каналов.
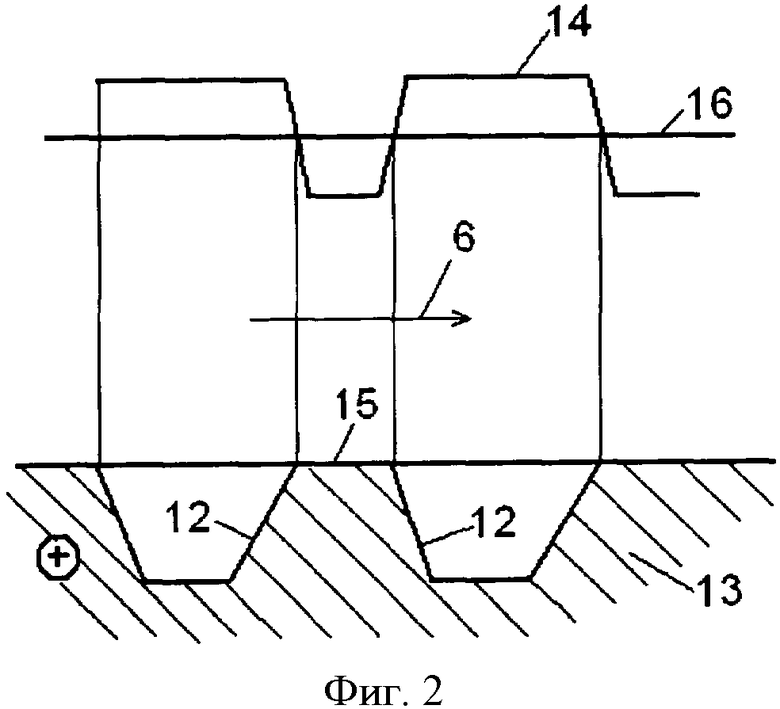
Сущность изобретения поясняется фиг.1, показывающей схему устройства и осуществление способа электрохимической размерной обработки, и фиг.2, схематически изображающей изменение температуры электролита в зоне обработки в соответствии с формой углубления в детали.
Устройство для реализации способа состоит из электрода-инструмента 1, содержащего каналы 2 и 3, заслонок 7, регулятора 8, датчиков температуры 9, распределителя 11, обрабатываемой детали 13.
Способ осуществляют следующим образом. Устанавливают электрод-инструмент 1 относительно детали 13, подают через распределитель 11 в каналы 2 горячий 4 (подогреватель не показан) и в каналы 3 холодный 5 электролит. Через каналы 2 подают горячий электролит 4 в начало зоны обработки углублений 12. Температура 14 электролита 4 в зоне обработки определяется датчиком 9 и должна быть выше температуры порога проводимости 16 (фиг.2), что позволяет выполнять анодное растворение припуска (полюса показаны знаками на фиг.1, 2) в углублении 12 детали 13. Электролит 4 перемещается в зазоре между электродом-инструментом 1 и деталью 13 в направлении 6 до окончания первого по ходу подачи электролита углубления 12, где через канал 3 поступает в зону обработки 10 холодный электролит 5. Количество холодного электролита регулируется заслонками 7, управляемыми регулятором 8 по сигналам от датчиков 9 температуры электролита 14, которая должна уменьшиться ниже температуры порога проводимости, изображенного на фиг.2 в виде прямой 16. Тогда на участке 15, не подлежащем обработке, съем материала прекращается до начала второго углубления 12, где через канал 2 подают горячий 4 электролит до повышения температуры в зазоре выше порога проводимости. Далее процесс локальной обработки углубления 12 повторяется.
Пример осуществления способа
Пример 1. Необходимо было произвести электрохимическую размерную обработку рабочей полости пресс-формы из стали 5ХНМ на глубину 8,6 мм с погрешностью углубления не более ±0,1. Для осуществления процесса обработки электрод-инструмент, содержащий каналы 2 и 3, устанавливали относительно детали 13 с начальным межэлектродным зазором 0,15 мм. Рабочее напряжение 12 В, подача циклическая с рабочим циклом 3 секунды. Электролит, подаваемый через распределитель 11 в каналы 2 и 3, имел состав (в %):
глицерин - 45,5±5;
спирт - 45,5±5;
остальное вода.
Порог проводимости такого электролита 61±1°С. Через канал 2 в начало зоны обработки углубления 12 подавали горячий электролит 4 с температурой 70±3°С, движение которого направлено вдоль двух последовательно расположенных углублений. Горячий электролит 4 при движении в межэлектродном зазоре до окончания первого по ходу углубления 12 перемешивается с холодным электролитом 5, поступающим через канал 3 с температурой 18±3°С. Таким образом, съем материала на участке 15, который не подлежит обработке, прекращается до начала второго углубления 12, где через канал 2 подают горячий 4 электролит до повышения температуры в зазоре выше порога проводимости. При этом температура электролита не должна опускаться ниже значения 57±1°С. Через 47 минут обработки размеры углубления составили 8,55 мм, что соответствует требованиям чертежа. Обработка в 12% растворе NaCl при 20±2°С обеспечивала погрешность не менее ±0,2 мм. Таким образом, точность обработки возросла не менее чем в 4 раза.
Пример 2. При маркировке стали 18ХНВА наносили глубокие индексы шрифтом №3. Уширение штриха допускается до 12% от ширины штриха, что составляет не более 0,02 мм. Обработку осуществляли электродом-инструментом, установленным относительно обрабатываемой детали с начальным межэлектродным зазором 0,05 мм. Рабочее напряжение 12 В. Электролит имел следующий состав (в %):
спирт - 50±5;
глицерин - 40±5;
йод - 5±5;
остальное вода.
Порог проводимости такого электролита 62±1°С. Значения температур горячего и холодного электролитов, подаваемых в межэлектродный зазор, те же, что в примере 1. Через 0,8-1 минуту обработки при глубине знака 0,2 мм было получено уширение штриха 0,02 мм, что ранее было не достижимо.
Источники информации
1. Авторское свидетельство №778981 Способ электрохимической обработки. /В.П.Смоленцев и др. Опубликован в бюл. №42, 1980.
2. Авторское свидетельство №755488 Электрод-инструмент. / В.П.Смоленцев, А.А.Габагуев, З.Б.Садыков. Бюл. №30,1980.
3. Основы повышения точности электрохимического формообразования. /Ю.Н.Петров и др. Кишинев: «Штиинца», 1977. - 136 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ В РАБОЧЕЙ СРЕДЕ С ПЕРЕМЕННОЙ ПРОВОДИМОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2543158C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2165341C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2004 |
|
RU2277034C2 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ ТОКА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ | 2010 |
|
RU2454304C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО РАЗДЕЛЕНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2275279C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
Изобретение относится к области машиностроения и может быть использовано при электрохимической размерной обработке металлических деталей. Способ включает подачу электролита двумя потоками на границы зоны обработки детали в зазор между электродом-инструментом и деталью, в начало зоны обработки подают горячий поток электролита с температурой выше температуры порога проводимости электролита, при этом движение электролита направлено в конец зоны обработки, а в конец зоны обработки подают холодный поток электролита до снижения температуры электролита ниже температуры порога проводимости электролита. Устройство содержит электрод-инструмент с каналами для подвода электролита к зоне обработки детали, при этом каналы размещены по границам зоны обработки детали и соединены с магистралями подачи холодного и горячего электролита через распределитель, а в местах выхода из каналов установлены датчики температуры, по сигналам которых регулятором осуществляется управление заслонками, регулирующими количество электролита. Повышается точность обработки полостей деталей с переменным припуском и расширяется область использования. 2 н.п. ф-лы, 2 ил.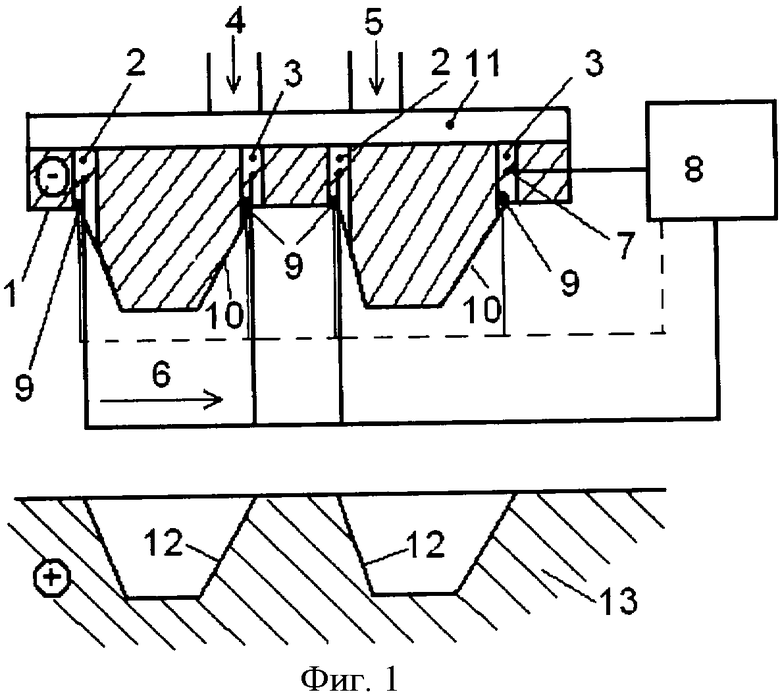
| Способ электрохимической обработки | 1986 |
|
SU1461592A1 |
| SU 755488 A1, 25.08.1980 | |||
| Способ электрохимической размерной обработки | 1974 |
|
SU592556A1 |
| Способ электрохимической обработки | 1978 |
|
SU778981A1 |
| JP 7116925 A, 09.05.1995. | |||

