Изобретение относится к области машиностроения и может быть использовано для электрохимической обработки деталей в импульсном режиме.
Известны способы формирования импульсного тока для электрохимической обработки (В.П.Смоленцев. «Электрофизические и электрохимические методы обработки материалов». Том 1, М.: Высш. шк., 1983 - 208 с., с.112) путем использования сложных электронных систем, требующих больших затрат на производство и в эксплуатации.
Известны высокотемпературные сверхпроводники, работающие в среде жидких газов и временно теряющие свойства сверхпроводимости при повышенной величине температуры и пропускаемого тока (Новый политехнический словарь. // М.: Изд. «Большая Российская энциклопедия», 2003 - 671 с., с.475).
Известен способ создания импульсного тока путем подачи горячей и охлаждающей рабочей среды в жидкость между электродами (патент №2333821, МПК В 23 Н 3/10).
К недостаткам этого способа относятся высокая сложность и низкая надежность систем нагрева и охлаждения, отсутствие возможности управления требуемой частотой следования импульсов из-за инерционности процессов нагрева и охлаждения электрода-инструмента и детали в широком диапазоне изменения температур.
Частным случаем такого способа может быть использование в качестве охлаждающей среды жидких газов (патент №2333823, МПК В23Н 5/14, В23Н 1/00), где имеют место те же недостатки.
Наиболее близким является способ, позволяющий управлять частотой импульсов путем изменения температуры рабочей среды (патент №2333821, МПК В23Н 3/10).
К недостаткам устройства относятся необходимость сложной системы регулирования потоков и стабилизации температуры рабочей среды после подачи охладителя, высокая инерционность формирования импульсов, что ограничивает точность формообразования, дороговизна эксплуатации устройств из-за необходимости в создании систем поддержания температурных режимов подаваемых потоков рабочей среды.
Техническим результатом изобретения является создание способа формирования импульсов тока для электрохимической обработки деталей, обеспечивающего надежное управление частотой следования импульсов с помощью простых и дешевых управляющих устройств, не вызывающих больших материальных затрат в производстве и эксплуатации источников постоянного тока.
Данный технический результат достигается за счет того, что в среду жидкого азота помещают обрабатываемую деталь и электрод-инструмент из высокотемпературной оксидной керамики, обладающей эффектом сверхпроводимости тока. Охлаждают деталь и электрод-инструмент до появления эффекта сверхпроводимости, затем подают постоянный ток на электрод-инструмент и обрабатываемую деталь. Частоту следования импульсов регулируют с помощью регулятора силы тока.
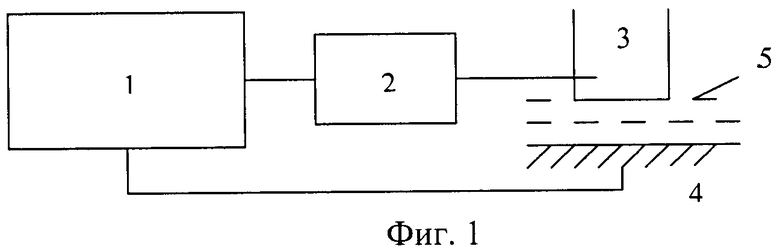
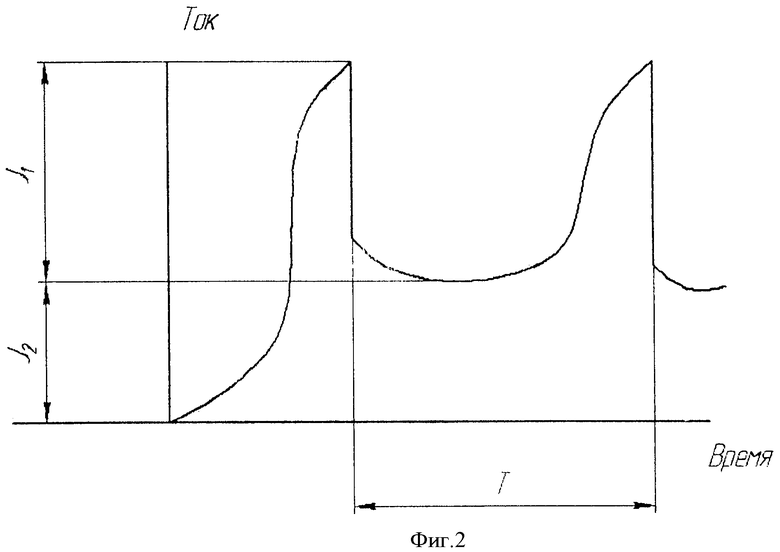
Сущность изобретения поясняется фиг.1 и 2. На фиг.1 показан процесс формирования импульсов тока, на фиг.2 - осциллограмма прохождения тока через зону обработки.
Способ (фиг.1) осуществляют с источником постоянного тока 1, соединенного через регулятор силы тока 2 с электродом-инструментом 3 и обрабатываемой деталью 4. Электрод-инструмент 3 и обрабатываемую деталь 4 помещают в рабочую среду жидкого азота 5.
Формирование импульсного тока приведено на фиг.2, где показана импульсная (J1) и постоянная (J2) составляющие тока, а также период импульсов Т.
Способ осуществляют следующим образом.
Обрабатываемую деталь 4 и электрод-инструмент 3 (фиг.1) помещают в рабочую среду жидкого азота 5, охлаждают до появления эффекта сверхпроводимости, подают от источника 1 постоянный ток на электрод-инструмент 3 и обрабатываемую деталь 4. Регулятором 2 устанавливают силу тока. Чем больший ток подают, тем меньше период Т (фиг.2) между импульсами тока и выше частота следования импульсов. Постоянная составляющая рабочего тока (J2) зависит от сопротивления керамического материала электрода-инструмента 3, регулируемого регулятором 2, а импульсная (J1) - от периода Т между импульсами (фиг.1).
Керамики утрачивают свойство сверхпроводимости (Коновалов Б. Прорыв в сверхпроводимость. Ж. «Техника молодежи», 1987, №7 - С.2-5, с.5) при повышенной силе тока, подаваемого от внешнего источника, но тут же восстанавливают эффект после прекращения протекания тока, т.е. имеется предельная величина импульса тока (J1 на фиг.2), которая ограничивает предел тока и не позволяет развиться короткому замыканию, опасному для электрохимической размерной обработки. Это устраняет необходимость в создании дорогостоящих устройств для предотвращения коротких замыканий и блоков для формирования импульсов тока, удешевляет источники тока и снижает затраты на эксплуатацию оборудования.
Пример использования
Электрод-инструмент выполняют (полностью или частично) из высокотемпературной оксидной керамики, например YBa2Cu3O7 (иттрий, барий, медь, кислород), имеющей температуру появления эффекта сверхпроводимости на 100 К выше абсолютного нуля и получаемой путем спекания из смеси Y2О3+ВаСО3+Сu2О. Электрод-инструмент имеет рабочую часть в форме обрабатываемого контура и устанавливается совместно с деталью на станок для электрохимической обработки, например СЭХО 901. Через зазор между электродом-инструментом и зоной обработки детали прокачивают электролит (в ряде случаев, например при обработке с неподвижными электродами или при мелком маркировании, прокачка может отсутствовать).
Из сосуда с жидким азотом на электрод-инструмент и деталь подают жидкий азот до появления эффекта сверхпроводимости, регистрируемого осциллографом. С возрастанием силы тока эффект сверхпроводимости и ток прекращаются, но сразу же возобновляются, образуя импульсную подачу постоянного тока от источника на электрод-инструмент и деталь. Регулятором силы тока устанавливают предельную величину силы тока, обеспечивающую требуемую частоту следования импульсов.
В рассматриваемом примере выполнялась пришивка в деталях из стали ОХН3МФА отверстий диаметром 0,5 мм на глубину 0,3 мм. Расход жидкого азота составляет около 1 л в минуту. Напряжение от источника постоянного тока составляло 18 В. Деталь помещали в ванну с принудительной прокачкой через межэлектродный зазор электролита (10% раствор хлористого натрия) со скоростью 1,5-2 м/с. При токе 4 А частота следования импульсов составляла 0,2-0,5 Гц, что необходимо для точной электрохимической обработки. Время прошивки отверстия не превышает 1 с, что на несколько порядков ниже, чем при базовых процессах, а структура источника питания упростилась в несколько раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ЭЛЕКТРОДОМ-ПРОВОЛОКОЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С АНИЗОТРОПНЫМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2639747C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОКАЛЬНЫХ УЧАСТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2470749C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВОССТАНОВЛЕНИЯ ДЕТАЛИ ИЗ СТАЛИ ИЛИ ЧУГУНА | 2008 |
|
RU2396153C2 |
| СПОСОБ НАНЕСЕНИЯ ЧУГУННОГО ПОКРЫТИЯ НА АЛЮМИНИЕВЫЕ СПЛАВЫ | 2009 |
|
RU2405662C1 |
| СПОСОБ УСТРАНЕНИЯ ЭФФЕКТА ШАРЖИРОВАНИЯ ПРИ ГИДРОАБРАЗИВНОМ РАЗДЕЛЕНИИ ВЯЗКИХ МЕТАЛЛОВ | 2011 |
|
RU2465994C2 |
| Способ и устройство для обработки прессованной детали из материала с анизотропной проводимостью | 2016 |
|
RU2644493C1 |
| СПОСОБ ГИДРОАБРАЗИВНОГО РАЗДЕЛЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ | 2010 |
|
RU2455132C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИСКУССТВЕННОЙ ШЕРОХОВАТОСТИ НА ПОВЕРХНОСТИ ДЕТАЛИ КОМБИНИРОВАННЫМ МЕТОДОМ ОБРАБОТКИ | 2016 |
|
RU2618594C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
Изобретение относится к области машиностроения и может быть использовано при электроэрозионной, электрохимической и комбинированной эрозионно-химической обработке. Способ включает помещение в среду жидкого азота обрабатываемой детали и электрода-инструмента из высокотемпературной оксидной керамики, обладающей эффектом сверхпроводимости тока, охлаждение до появления эффекта сверхпроводимости, подачу постоянного тока на электрод-инструмент и обрабатываемую деталь и регулирование частоты следования импульсов с помощью регулятора силы тока. Технический результат: снижение длительности электрохимической обработки. 2 ил., 1 пр.
Способ формирования импульсов тока при электрохимической обработке детали, отличающийся тем, что в среду жидкого азота помещают обрабатываемую деталь и электрод-инструмент из высокотемпературной оксидной керамики, обладающей эффектом сверхпроводимости тока, охлаждают до появления эффекта сверхпроводимости, затем подают постоянный ток на электрод-инструмент и обрабатываемую деталь и регулируют частоту следования импульсов с помощью регулятора силы тока.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2333821C1 |
| Адаптивный формирователь импульсного тока для электроэрозионной обработки | 1989 |
|
SU1798873A1 |
| ФОРМИРОВАТЕЛЬ ИМПУЛЬСНОГО ТОКА | 1991 |
|
RU2074510C1 |
| JP 2001001215 A, 09.01.2001. | |||

